Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве тары из древесноволокнистых плит (ДВП) путем изготовления гнутых деталей и их сборки.
Изобретением решается задача совмещения технологических операции гнутья дна и установки его в корпус тары, а также герметизации дна.
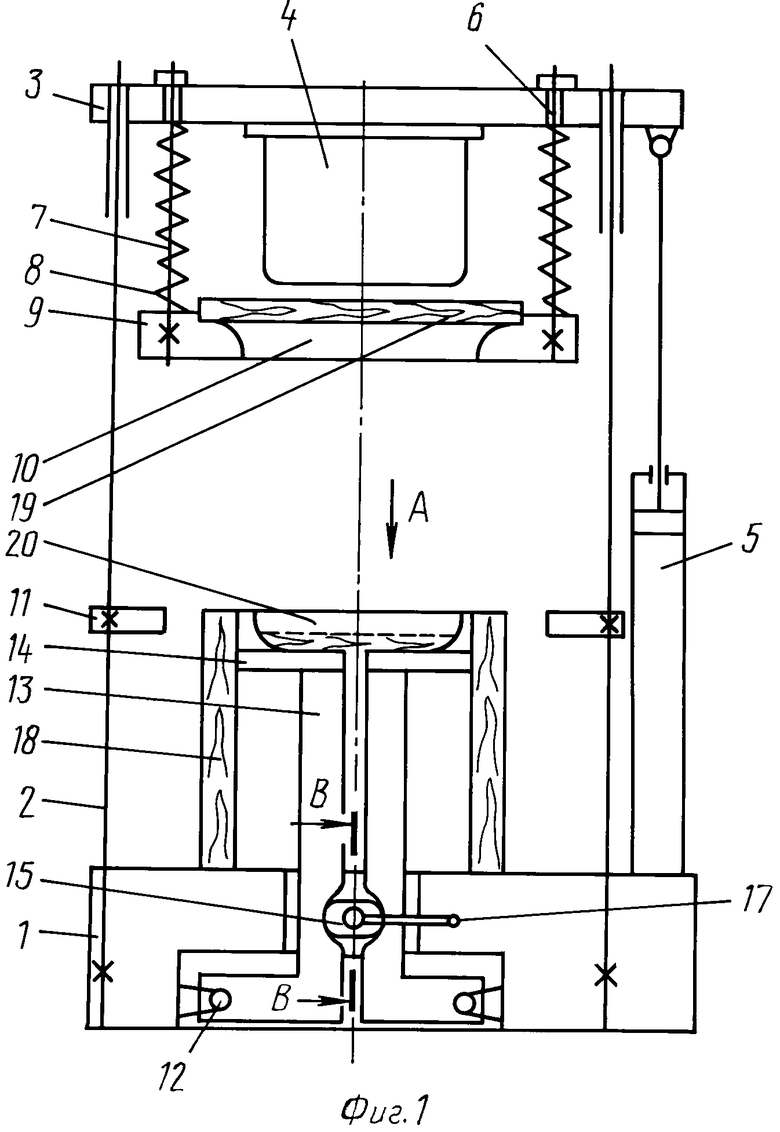
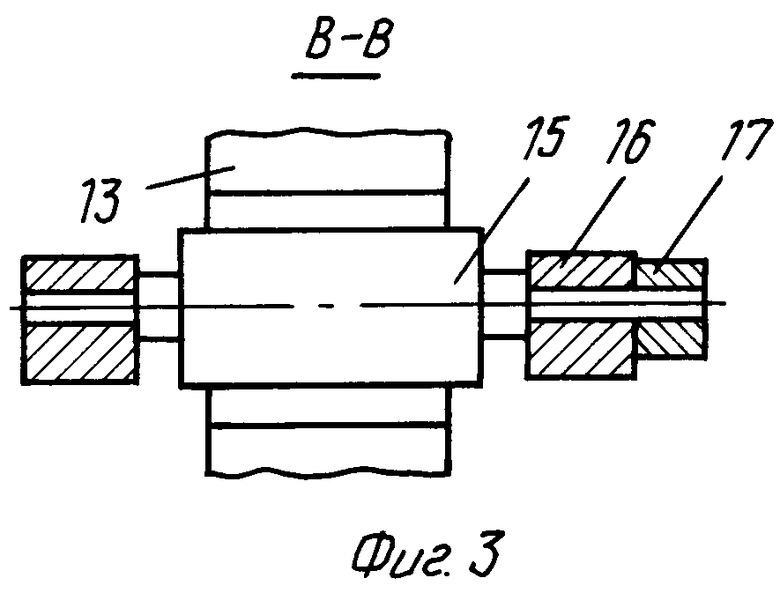
На фиг. 1 приведена схема общего вида устройства для изготовления тары, на фиг. 2 - вид по стрелке А на фиг. 1, на фиг. 3 - разрез В-В на фиг. 1.
Устройство для изготовления тары включает раму 1 с жестко закрепленными на ней направляющими 2. На направляющих установлен суппорт 3 с пуансоном 4, соединенный с приводом 5. На суппорте в направляющих 6 с помощью стержней 7 подвешена и поджата пружинами 8 относительно суппорта матрица 9, расположенная соосно с пуансоном и имеющая сквозное отверстие 10. Под матрицей на направляющих 2 жестко закреплены переставные упоры 11, на которые может опираться матрица.
В нижней части рамы на шарнирах 12 закреплены два L-образных рычага 13 с центрирующими пластинами 14 на верхних концах. При этом рычаги 13 взаимодействуют с эксцентриковым валом 15, смонтированным в подшипниковых опорах 16 на раме и снабженным рукояткой 17.
Способ изготовления тары из древесных материалов с помощью описанного устройства реализуют следующим образом.
Сначала на оправке из ДВП навивают цилиндрический корпус и кромки плиты соединяют клеем или скобками. При последующей сушке достигается фиксация формы корпуса.
Затем на штампе вырезают дисковую заготовку и пропаривают ее. При этом заготовка становится упруго-пластичной. Дальнейшие операции выполняют на описанном устройстве.
Цилиндрический корпус 18 надевают на рычаги 13 и ставят на раму 1. Рукоятку 17 поворачивают в горизонтальное положение, при этом эксцентриковый вал 15 раздвигает рычаги, центрирующие пластины 14 упираются в стенку корпуса 18 тары, сдвигают корпус в положение соосно его вертикальной оси и оси пуансона 4 и фиксируют корпус в этом положении.
Пластифицированную дисковую заготовку 19 кладут на матрицу 9 и включают привод 5. Суппорт 3 вместе с пуансоном 4 и матрицей 9 начинает опускаться. Когда матрица ляжет на упоры 11 и опускание ее прекратится, пуансон начнет надвигаться на заготовку, а стержни 7 будут скользить по направляющим 6. Пружины 8 будут сжиматься. Упоры 11 должны быть установлены так, чтобы матрица плотно прижималась к корпусу 18 тары. Пуансон 4 начинает гнуть заготовку 19 в матрице, придавая ей чашкообразную форму. Затем пуансон выдавливает чашкообразную деталь 20 из матрицы через отверстие 10 и заводит ее в корпус 18 тары, прижимая к пластинам 14. Пластины базируют положение чашкообразной детали 20, предотвращают ее перекос, ограничивают положение ее в корпусе по высоте. Под действием сил упругости чашкообразная деталь 20, образующая дно тары, плотно прилегает к стенкам корпуса. Затем привод 5 реверсируют и суппорт 3 возвращают в исходное положение. Рукоятку 17 поворачивают в вертикальное положение, и корпус освобождается. После этого корпус 18 вместе с дном 20 снимают с рычагов 13 и укладывают в стеллажи на сушку. При сушке дно фиксирует свою форму, плотно прилегая к корпусу. После сушки дно прибивают к корпусу скобами. Соединение дна и корпуса возможно на клею.
Использование изобретения позволяет совместить операции гнутья дна и его установки в корпус тары. При этом сушка дна осуществляется не в матрице, а в готовом изделии. Все это повышает производительность процесса изготовления тары из ДВП.
При этом независимо от погрешностей изготовления корпуса, колебаний его размеров, дно плотно прилегает к стенкам корпуса. Это повышает качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2017593C1 |
| Устройство для гнутья древесины | 1989 |
|
SU1706862A1 |
| Устройство для гнутья древесных материалов | 1990 |
|
SU1766657A1 |
| Устройство для изготовления гнутых изделий из древесных материалов | 1990 |
|
SU1724467A1 |
| Устройство для гнутья древесных материалов | 1990 |
|
SU1708621A1 |
| Устройство для гнутья деревянных заготовок | 1989 |
|
SU1706861A1 |
| Устройство для гнутья древесных материалов | 1990 |
|
SU1766655A1 |
| Устройство для подготовки ковра при изготовлении тары из древесных материалов | 1991 |
|
SU1822817A1 |
| Устройство для изготовления гнутых изделий из древесных материалов | 1990 |
|
SU1715595A1 |
| Устройство подготовки древесных материалов для гнутья | 1990 |
|
SU1821367A1 |

Изобретение относится к изготовлению тары из древесноволокнистых плит. Устройство включает раму 1 с направляющими 2, суппорт 3 с пуансоном 4, привод 5. На суппорте в направляющих 6 подвешена матрица 9 с отверстием 10. Под матрицей на раме закреплены упоры 11 и L-образные рычаги 13 с центрирующими пластинами 14. Рычаги взаимодействуют с экцентриковым валом 15, снабженным рукояткой 17. Способ реализуется с помощью устройства следующим образом. На рычаги 13 надевают цилиндрический корпус 18 тары и ставят его на раму 1. Рукоятку 17 поворачивают в горизонтальное положение и пластины 14 базируют корпус по пуансону. На матрицу 9 кладут дисковую заготовку, предварительно пропаренную, и включают привод 5. Матрица опускается на упоры 11, и пуансон гнет заготовку, придавая ей чашеобразную форму. Далее пуансон выдавливает полученную чашку в корпус 18, прижимая ее к пластинам 14. Затем привод 5 реверсируют, и суппорт 3 возвращается в исходное положение. Поворачивая рукоятку 17, рычаги 13 смыкаются. Готовое изделие снимают с рычагов и сушат в штабелях. 2 с.п. ф-лы, 3 ил.