Изобретение относится к стекольной промышленности и может быть использовано при производстве стеклянных изделий на стеклоформующих машинах.
Известен формовой инструмент, включающий форму, плунжер, плунжерное и горловое кольца, поддон, воронку и т.д., который изготавливают из литья чугуна или легированной жаропрочной стали (Степнов И.E., Гладштейн И.Е. Конструирование форм для стеклянных изделий. М.: Легкая индустрия, 1974, с. 32-33, 153). Наибольшая потребность при эксплуатации стеклоформующих машин имеется в горловых кольцах.
Горловое кольцо, изготовленное из чугуна, имеет малый срок службы, что значительно снижает производительность стеклоформующей машины из-за частой смены горловых колец (срок службы горлового кольца из чугуна около 3 сут).
Горловое кольцо, изготовленное из легированной жаропрочной стали, чрезвычайно дорого, учитывая его кратковременное использование, сложность изготовления и необходимость применения остродефицитных материалов.
Известен комбинированный формовой инструмент, включающий корпус, футерованный металлокерамическими вставками, что снижает его стоимость по сравнению с изготовленным из легированной стали (а.с. N 203851, кл. С 03 В 9/34).
Недостатками этого решения является значительное удорожание формового инструмента по сравнению с чугунным и необходимость обеспечения близких значений коэффициентов линейного расширения материала вставки и корпуса, так как в противном случае имеется опасность получения некачественных стеклоизделий с термическими напряжениями, вызванными неравномерным отводом тепла от различных участков стеклоизделий.
Известен способ изготовления формового инструмента, включающего полукорпуса и сменные вставки. Полукорпуса изготавливают из чугуна. Сначала осуществляют механическую обработку плоскости разъема полукорпусов с замком, а затем соединяют полукорпуса вместе по плоскости разъема и обрабатывают гнезда для образования рабочей полости и наружной поверхности для крепления в формодержателе. Сменные вставки с рабочей полостью изготавливают из чугуна и закрепляют их с помощью штифтов в гнезда полукорпуса (Степнов И.Е., Гладштейн И.Е. Конструирование форм для стеклянных изделий. М.: Легкая индустрия, 1974, с. 32).
Недостатками этого решения являются значительное усложнение конструкции из-за необходимости крепления вставок. Кроме того, срок службы вставки также мал (около 3 сут), так как она изготовлена из чугуна.
Известен способ изготовления формового инструмента из жаропрочной стали, содержащей 13 мас.% хрома, на рабочую поверхность которого наносится износостойкое покрытие, содержащее следующие компоненты, мас.%: никель 75-90 хром 4-18 бром 0,75-4,5
железо-кремний-углерод не более 10
(Патент СССР 269823, кл. С 03 В 11/06).
Полученный этим способом формующий инструмент является очень дорогостоящим и требует применения дефицитных материалов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому являются горловые кольца и технология их изготовления [1].
Горловое кольцо выполнено из чугуна и состоит из двух половин, контактирующих по плоскости разъема, на которой в одной из половин выполнена канавка трапецеидальной формы, а в другой половине выполнен трапецеидальный зуб. Канавка и зуб образуют замок, который фиксирует взаимное их расположение в процессе эксплуатации. В закрытом состоянии внутренние поверхности горлового кольца образуют рабочую полость, в которой формуется горло стеклоизделия.
Горловое кольцо изготавливают из двух чугунных равновеликих отливок полуцилиндров, длиной, обеспечивающей получение 4-8 заготовок горловых колец, следующим образом. Вначале обрабатывают плоскости разъема полуцилиндров, в том числе замок - зуб на одной половине и канавку на другой, затем соединяют полуцилиндры по плоскости разъема и разрезают получившийся цилиндр перпендикулярно оси на заготовки горловых колец требуемой высоты. После этого в специальном приспособлении протачивают наружную поверхность каждой пары заготовок, создавая технологическую базу для дальнейшей механической обработки, и осуществляют механическую обработку внутренней и наружной поверхностей каждой пары заготовок.
Известные горловые кольца и способ их изготовления обладают следующими недостатками:
- малым сроком службы и невозможностью получения высокой чистоты рабочей поверхности, так как чугун, из которого они изготовлены, не отличается высокой износо- и жаростойкостью и не позволяет осуществить обработку поверхности с малой шероховатостью;
- невозможностью обеспечения высокой производительности стеклоформующей машины из-за невысокого коэффициента теплопроводности чугуна, что не позволяет интенсифицировать теплоотвод от формуемого стеклоизделия;
- повышенным расходом чугуна на изготовление заготовок, так как полуцилиндры берут одинакового диаметра как для заготовок, из которых изготавливают полукольца с зубом, так и для заготовок, из которых изготавливают полукольца с канавкой, то есть с большим припуском, а также длину полуцилиндров берут с запасом на нарезку заготовок горловых колец;
- большим объемом механической обработки, в частности разрезки общей заготовки горловых колец на заготовки требуемой высоты.
Целью изобретения является увеличение срока службы горлового кольца, улучшение качества поверхности вырабатываемых стеклоизделий и повышение производительности стеклоформующей машины.
Цель достигается тем, что горловое кольцо для стеклоформующей машины, содержащее выполненные из теплопроводного материала полукорпуса, контактирующие по плоскости разъема с образованием формующей полости, снабжено полувставками, установленными коаксиально в формующей полости полукорпусов с образованием неразъемного соединения и рабочей поверхности с шероховатостью Rа = 0,04-0,16, причем полукорпуса и полувставки выполнены методом порошковой металлургии соответственно с пористостью 30-40 и 10-15% и пропитаны медью, а материал полукорпусов содержит следующие компоненты, мас.%: углерод 0,2-1,5 медь 30,0-40,0 железо остальное, материал полувставок может содержать следующие компоненты, мас.%: Вариант 1: углерод 1,3-1,5 хром 3,0-5,0 медь 10,0-15,0 сера 0,1-0,2 Железо остальное, Вариант 2: углерод 0,2-1,5 никель 1,5-3,0 медь 10,0-15,0 сера 0,1-0,2 железо остальное
В предлагаемом комбинированном горловом кольце каждый элемент выполняет свою функцию. Поскольку формовой инструмент несет двоякую нагрузку - является инструментом, формующим агрессивную высокотемпературную стекломассу, и работает как теплообменник, через который осуществляется теплоотвод от нагретой стекломассы к охлаждающему воздуху и к станине стеклоформующей машины, то полувставки, в которых выполнена формующая полость, контактирующая со стекломассой и формующая горло стеклоизделия, должны быть жаро- и износостойкими при хорошей теплопроводности, а полукорпуса, практически выполняющие только роль теплообменников, должны обладать высоким коэффициентом теплопроводности.
Учитывая, что оба элемента горлового кольца - вставка и полукорпуса - выполнены из порошка на основе железа и пропитаны медью, значения коэффициентов линейного расширения материалов вставки и полукорпусов близки. Поэтому нет опасности получения стеклоизделий с остаточными термическими напряжениями, а также разрушения комбинированных горловых колец в процессе эксплуатации из-за возникающих в них самих термических напряжениях. Материал полувставок является более дорогостоящим, чем материал полукорпусов, но поскольку масса полувставок составляет только 10% от массы полукорпусов, то в целом предлагаемое горловое кольцо значительно дешевле горловых колец из легированной стали.
Таким образом, для получения горлового кольца с увеличенным сроком службы с шероховатостью рабочей поверхности 0,04-0,16 и высоким коэффициентом теплопроводности предлагается комбинированное горловое кольцо со вставкой из износостойкого, хорошо обрабатываемого материала и корпусом из высокотеплопроводного материала.
Для изготовления полувставок используется износо- и жаростойкий композиционный порошковый спеченный материал, который благодаря подобранному качественному и количественному соотношению компонентов имеет новые улучшенные физико-механические свойства. Жаростойкость, прочность, износостойкость достигается введением в его состав либо хрома, либо никеля. Пластичность, плотность, твердость, а также теплопроводность (что особенно важно при работе в условиях периодического нагрева и охлаждения и необходимости быстрого отвода значительного количества теплоты от стекломассы в процессе формования стеклоизделий) достигается введением в состав материала меди при пропитке благодаря наличию пор в заготовке 10-15% и капиллярному эффекту. Стабилизация структуры материала достигается введением в его состав серы, а система железо-углерод является общепринятой основой большинства конструкционных материалов.
Для изготовления полукорпусов предлагается материал на основе железа, полученный прессованием и спеканием порошка с пористостью 30-40% с последующей пропиткой медью, что обеспечивает его высокую теплопроводность (коэффициент теплопроводности меди 360 Вт/мК, чугуна 42 Вт/мК, стали Х13 27,7 Вт/мК).
Поставленная цель достигается также тем, что в способе изготовления горлового кольца, включающем изготовление заготовок полукорпусов, механическую обработку плоскости разъема, наружной и внутренней поверхностей, до механической обработки изготавливают заготовки корпусов разновеликими, а вставку цельной в виде полого эллипсовидного цилиндра, причем получают их путем прессования и спекания порошков с последующей пропиткой медью и горячей штамповкой вставки, а затем соединяют полукорпуса и вставку в монолит, после чего разрезают вставку по плоскости разъема.
Полукорпуса и вставку могут объединять в монолит путем либо их пайки медью, либо сварки.
Операции пропитки медью и соединения заготовок полукорпусов и вставки в монолит могут совмещать за счет их совместной пропитки.
Предлагаемый способ изготовления горловых колец обладает очевидными преимуществами перед известным способом. Во-первых, снижается расход металла за счет прессования заготовок полукорпусов без значительных припусков и выбора конфигурации, близкой к конечным размерам: для заготовки полукорпуса, в котором в дальнейшем будет выполнена канавка, заготовка имеет одни размеры (с припуском около 1 мм на сторону), а для заготовки полукорпуса, в котором в дальнейшем будет выполнен зуб, другие. Кроме того, отсутствуют припуски на разрезку заготовки на требуемые по высоте полуцилиндры. Заготовка вставки имеет минимальную массу, так как ее конфигурация выбрана таким образом, чтобы толщина стенки позволяла выполнить рабочую поверхность полностью в теле заготовок встаки, а эллипсовидная форма ее сечения дает возможность снизить до мимимума потери при продольной разрезке вставки. Во-вторых, применение метода порошковой металлургии позволяет получить заготовки полукорпусов и вставки с наперед заданными физическими и механическими свойствами. Прессование заготовки вставки, симметричной относительно двух осей, позволяет получить идентичные физико-механические свойства в каждой локальной зоне относительно осей симметрии, что не наблюдается при прессовании асимметричных деталей и создает значительные трудности при механической обработке. Горячая штамповка заготовки вставки повышает ее механические свойства, увеличивая срок службы горлового кольца. В-третьих, соединение заготовок полукорпусов с заготовкой вставки пайкой мелью, сваркой или совместной пропиткой медью упрощает конструкцию комбинированного полугорлового кольца в части получения неразъемного соединения полукорпуса - полувставки (после разрезки вставки).
Проведенный поиск по существующим и доступным источникам позволяет сделать вывод о соответствии предложенного технического решения критериям "Новизна" и "Существенные отличия".
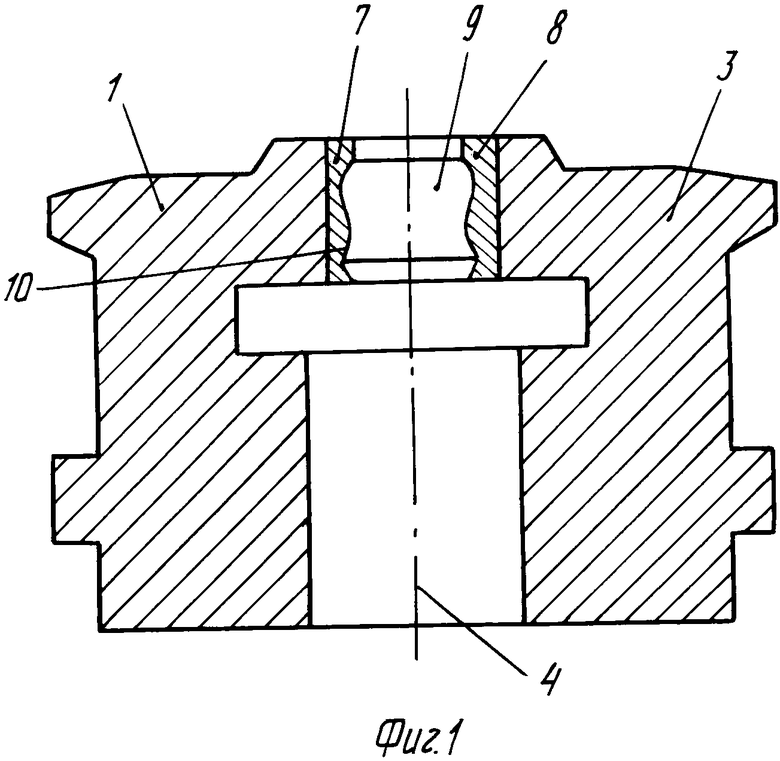
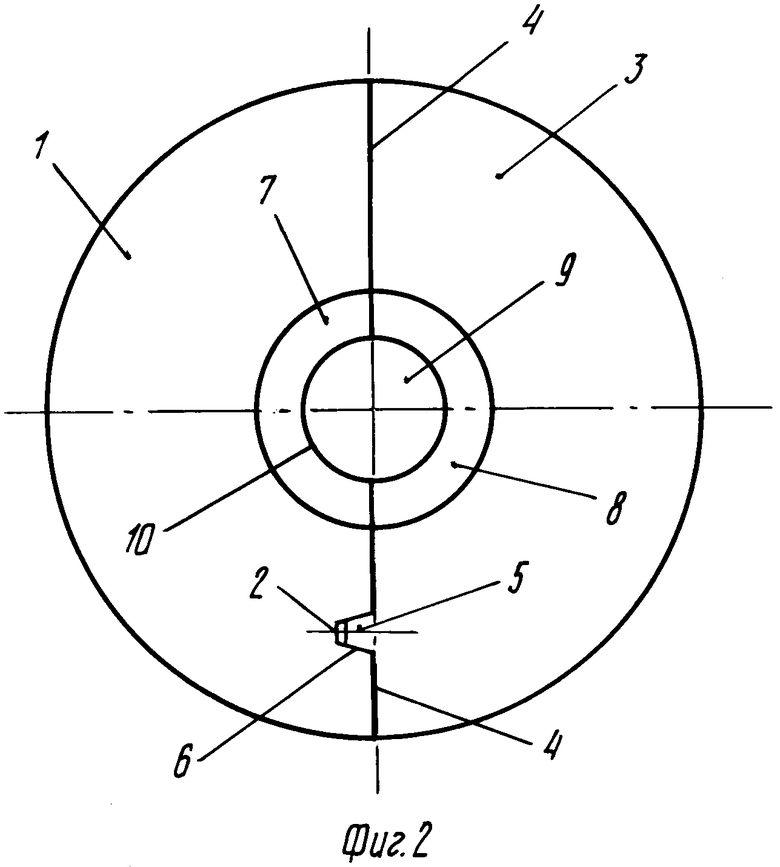
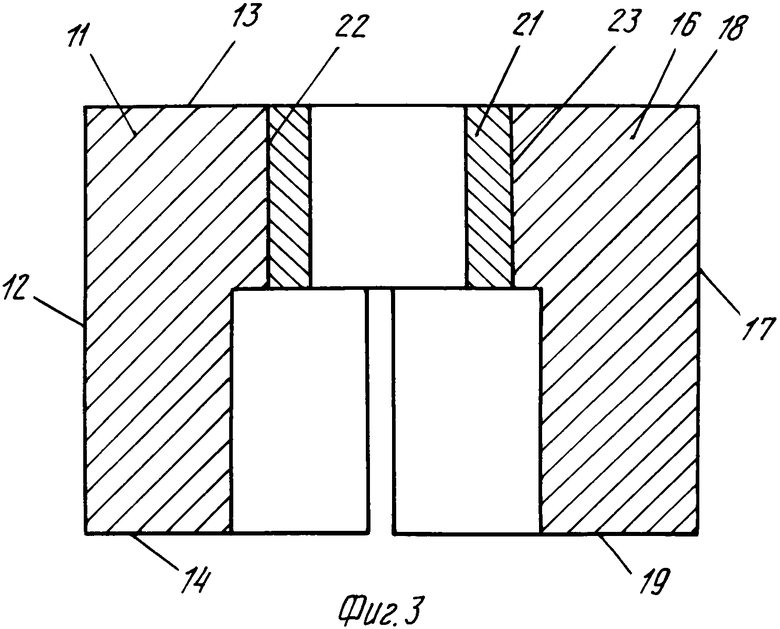
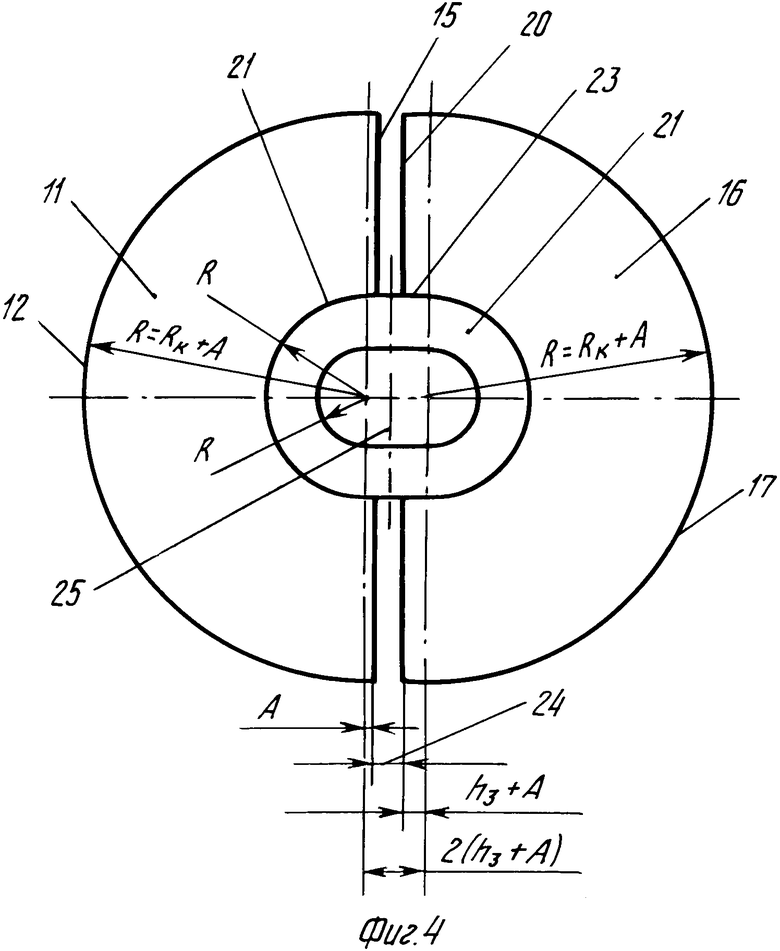
На фиг. 1 показано комбинированное горловое кольцо, продольный разрез; на фиг.2 - то же, вид сверху; на фиг.3 - заготовка комбинированного горлового кольца, продольный разрез; на фиг.4 - то же, вид сверху.
Предлагаемое комбинированное горловое кольцо состоит из полукорпуса 1, в котором выполнена трапециевидная канавка 2. Полукорпус 1 контактирует с полукорпусом 3 по плоскости 4 разъема. В полукорпусе 3 выполнен трапециевидный зуб 5, который с канавкой 2 образует замок 6. В центральной зоне полукорпуса 1 коаксиально закреплена полувставка 7 из износостойкого материала, а в полукорпусе 3 - полувставка 8. Внутренние поверхности полувставок 7 и образуют формующую полость 9, в которой формуется горло стеклоизделия. Ее рабочая поверхность 10 выполнена с шероховатостью 0,04-0,16.
Особенности предлагаемого горлового кольца обусловлены спецификой его эксплуатации. Формовой инструмент выполняет две функции: работает как инструмент и как теплообменник.
Работа в качестве инструмента требует применения износостойкого, жаропрочного материала, поскольку горловое кольцо формует агрессивную высокотемпературную стекломассу. Поэтому формующая полость 9 предлагаемого горлового кольца, образованная полувставками 7 и 8, выполнена из износо- и жаростойкого композиционного материала с требуемыми физическими свойствами. Полуставки получают путем прессования и спекания легированных порошков на основе железа с пористостью 10-15% с последующей их пропиткой медью и горячей штамповкой, что позволяет получить требуемые физико-механические свойства материала с пористостью менее 1%. Предлагаемый материал позволяет создать малую шероховатость рабочей поверхности (0,04-0,16), что очень важно для получения высококачественной поверхности на стеклоизделии. Кроме того, учитывая, что материал пропитан медью, он является достаточно теплопроводным, то есть вставка выполняет и функцию теплообменника (коэффициент теплопроводности меди 360 Вт/мК, для сравнения коэффициент теплопроводности чугуна 42 Вт/мК, стали Х13 27,7 Вт/мК).
Работа в качестве теплообменника требует применения материала с высокой теплопроводностью. Поэтому полукорпуса 1 и 3, составляющие основную массу горлового кольца (около 90%), выполнены из материала с высоким коэффициентом теплопроводности. Полукорпуса 1 и 3 получают путем прессования и спекания железо-углеродного порошка предлагаемого состава с пористостью 30-40% с последующей пропиткой медью. Учитывая большое количество меди в составе материала, он имеет большой коэффициент теплопроводности.
Учитывая, что оба элемента горлового кольца - полувставки 7 и 8 и полукорпуса 1 и 3 - выполнены из порошка на основе железа и пропитаны медью, значения коэффициентов линейного расширения материалов полувставок 7 и 8 и полукорпусов 1 и 3 близки. Поэтому нет опасности получения стеклоизделий с остаточными термическими напряжениями, а также разрушения комбинированных горловых колец в процессе эксплуатации из-за возникающих в них самих термических напряжений.
Материал полувставок 7 и 8 является более дорогостоящим, чем материал полукорпусов 1 и 3, но поскольку масса полувставок 7 и 8 составляет только 10% от массы полукорпусов 1 и 3, то в целом предлагаемое горловое кольцо значительно дешевле горловых колец из легированной стали.
Предлагаемый для полукорпусов 1 и 3 материал готовят следующим образом.
Железо и углерод берут в виде порошка, просеянного через сито, в указанных процентных соотношениях, перемешивают, получая шихту, из которой прессуют заготовки требуемых размеров с пористостью 30-40% при давлении 400-500 МПа. Затем полученные заготовки нагревают в защитной среде до 1100-1200oC для спекания материала, после чего охлаждают. В процессе смешения компонентов в шихту вводят 1% порошка стеарата цинка, служащего смазкой при прессовании, который при спекании материала заготовки выгорает. После этого осуществляют пропитку заготовок медью, для чего прессуют медные брикеты для пропитки каждого полукорпуса 1 или 3, содержащие 99% меди и 1% углерода, причем массу брикетов берут равной 0,4 от массы заготовок полукорпусов 1 и 3 с тем, чтобы медь заполнила все поры прессовок. Указанные брикеты накладывают (сверху или снизу) на каждую заготовку, чтобы расплав меди всосался в капилляры (поры) при нагреве в защитной среде до 1150oC. Операции спекания и пропитки, как правило, совмещают.
В предлагаемом материале составляющие его компоненты взяты в следующем соотношении, мас.%: углерод 0,2-1,5 медь 30,0-40,0 железо остальное
Входящие в предлагаемый материал компоненты определяют физико-механические свойства этого материала следующим образом.
Система железо-углерод - общепринятая основа большинства конструкционных материалов.
Медь способствует формированию структуры с высокой плотностью, пластичностью, твердостью и теплопроводностью.
Увеличение концентрации углерода свыше 1,5 мас.% повышает хрупкость материала, в результате чего сокращается срок его службы, учитывая, что при эксплуатации открывание и закрывание половин горлового кольца сопровождается ударами друг о друга.
Уменьшение концентрации углерода ниже 0,2 мас.% снижает прочность материала, то есть также сокращает срок службы.
Увеличение концентрации меди выше 40 мас.% снижает эксплуатационные качества материала, в то время как его стоимость увеличивается.
Уменьшение концентрации меди ниже 30 мас.% снижает коэффициент теплопроводности и уменьшает пластичность материала, которая важна при эксплуатации (открывании и закрывании половин горловых колец).
При испытании горловых колец было выявлено оптимальное соотношение компонентов в конечном составе материала. Результаты приведены в табл.1.
Из табл.1 видно, что материал составов 2-4 дает хорошие эксплуатационные характеристики при высоком коэффициенте теплопроводности. Наилучшие результаты получены при составе 3.
Рассмотрим два варианта материала для изготовления полувставок 7 и 8.
Вариант I. Материал для полувставок 7 и 8 готовят также как и для полукорпусов 1 и 3, только осуществляют горячую штамповку заготовки вставки после пропитки медью и берут следующие компоненты в соотношении, мас.%: углерод 1,3-1,5 хром 3,0-5,0 медь 10,0-15,0 сера 0,1-0,2 железо остальное
Входящие в предлагаемый материал компоненты определяют физико-механические свойства следующим образом.
Как уже отмечалось система железо-углерод - общепринятая основа большинства конструкционных материалов.
Хром повышает прочность, износостойкость и жаростойкость материала.
Медь способствует формированию износостойкой структуры, увеличивает плотность, пластичность, твердость, износостойкость и теплопроводность композиционного материала.
Сера стабилизирует структуру и улучшает обрабатываемость материала.
Увеличение концентрации углерода свыше 1,5 мас.% повышает хрупкость материала, что сокращает срок его службы. При уменьшении концентрации углерода менее 1,3 мас.% снижает прочность материала, что также сокращает срок службы.
При увеличении концентрации хрома свыше 5 мас.% снижается пластичность и плотность материала, а также происходит расслоение материала заготовок при прессовании - образование областей с недопустимо высокой пористостью, что приводит к браку. При снижении концентрации хрома ниже 3 мас.% уменьшается прочность и жаростойкость материала.
Увеличение концентрации меди выше 15 мас.% снижает эксплуатационные качества материала, в то время как его стоимость увеличивается. Уменьшение концентрации меди ниже 10 мас.% снижает прочность, пластичность, плотность и износостойкость материала.
Увеличение концентрации серы выше 0,2 мас.% ухудшает механические свойства материала. Снижение ее концентрации ниже 0,1 мас.% ухудшает обрабатываемость материала.
При промышленных испытаниях горловых колец были выявлены оптимальные соотношения компонентов в конечном составе материала для вставок по варианту I. Результаты сведены в табл.2.
Из табл.2 видно, что вставки, изготовленные из материалов составов 2-4, дают хорошую износостойкость, жаростойкость, легко обрабатываются, позволяют получить хорошее качество рабочих поверхностей. Срок службы в 4-8 раз выше, чем у горловых колец из чугуна. Наилучшие результаты получены при составе 3.
Вариант II. Материал для вставок 7 и 8 готовят также как и в варианте I, только берут следующие компоненты в соотношении, мас.%: углерод 0,2-1,3 никель 1,5-3,0 медь 10,0-15,0 сера 0,2-0,5 железо остальное
Отличие этого материала от материала по варианту I состоит во введении никеля вместо хрома. Никель выполняет те же функции в материале, что и хром в варианте I.
В табл.3 приведены конкретные составы материала по варианту II с характеристиками его работоспособности.
Данные табл. 3 свидетельствуют о том, что срок службы вставок, изготовленных из материалов составов 2-4, возрастает в 3-7 раз по сравнению с горловыми кольцами из чугуна. Наилучшие результаты получены при составе 3.
Сущность способа изготовления предлагаемого комбинированного горлового кольца поясняется фиг.3 и 4.
Способ изготовления включает следующие операции:
- изготовление в первой пресс-форме прессованием заготовки полукорпуса 11 для полукорпуса 1 из порошков, по указанным выше технологии и из компонентов, с размерами, позволяющими изготовить полукорпус 1 с канавкой 2 и плоскостью 4 разъема при минимальных припусках (А ≈1 мм) на механическую обработку наружной поверхности 12 и торцов 13, 14, 15 (на фиг.3 и фиг.4 показаны эти припуски и размеры заготовок полукорпусов 11 и 16: Rк, Нк);
- изготовление во второй пресс-форме прессованием заготовки полукорпуса 16 для полукорпуса 3 аналогично заготовке полукорпуса 11, с размерами, отличными от заготовки 11, позволяющими изготовить полукорпус 3 с зубом 5 и плоскостью 4 разъема также при минимальных припусках на механическую обработку наружной поверхности 17, торцов 18, 19, 20 и зуба 5 (на фиг.4 показана высота зуба 5 - h3);
- изготовление цельной заготовки вставки 21 для полувставок 7 и 8 из материала и по технологии, описанным выше, с последующей горячей штамповкой, в форме полого эллипсовидного цилиндра, симметричного относительно двух взаимно перпендикулярных осей, с размерами, позволяющими выполнить рабочую поверхность 10 горлового кольца в теле полувставок 7 и 8 и закрепить заготовку вставки 21 в гнездах 22 и 23 заготовок полукорпусов 11 и 16 с зазором 24 между ними для последующей продольной разрезки заготовки вставки 21 на полувставки 7 и 8;
- соединение заготовок полукорпусов 11 и 16 с заготовкой вставки 21, как показано на фиг.3 и 4, в монолит либо при помощи пайки мелью, либо при помощи сварки, либо путем совместной пропитки медью заготовок полукорпусов 11 и 16 и заготовки вставки 21;
- продольная разрезка заготовки вставки 21 параллельно торцам 15 и 20 заготовок полукорпусов 11 и 16 по линии 25, делящей зазор 24 пополам;
- механическая обработка торцов 15 и канавки 2 восьми-десяти заготовок полукорпусов 11 с закрепленной неразъемно полувставкой 7 в специальном приспособлении для получения плоскости 4 разъема с замком 6 горлового кольца;
- механическая обработка торца 20 и зуба 5 также восьми-десяти заготовок полукорпусов 16 с закрепленной неразъемно полувставкой 8 в специальном приспособлении для получения плоскости 4 разъема с замком 6 горлового кольца;
- соединение заготовок полукорпусов 11 и 16 по плоскости 4 разъема с использованием замка 6, установка их в специальное приспособление и механическая обработка наружных поверхностей 12 и 17 заготовок полукорпусов 11 и 16 для создания технологической базы для дальнейшей механической обработки заготовки горлового кольца;
- установка полученной заготовки горлового кольца в специальное приспособление и его механическая обработка до требуемых размеров и шероховатостей, указанных в чертеже на данное горловое кольцо.
Предлагаемый способ изготовления горловых колец обладает очевидными преимуществами перед известным способом. Во-первых, снижается расход металла за счет прессования заготовок полукорпусов без значительных припусков (11 и 16) и выбора конфигурации, близкой к конечным размерам: для заготовки полукорпуса 11, в котором в дальнейшем будет выполнена канавка 2, заготовка имеет одни размеры (с припуском около 1 мм на сторону), а для заготовки полукорпуса 16, в котором в дальнейшем будет выполнен зуб 5, - другие. Кроме того, отсутствуют припуски на разрезку заготовки на требуемые по высоте полуцилиндры. Заготовка вставки 21 имеет минимальную массу, так как ее конфигурация выбрана таким образом, чтобы толщина стенки позволяла выполнить полость 9 в теле заготовок вставки 21, а эллипсовидная форма ее сечения дает возможность снизить до минимума потери при продольной разрезке вставки 21. Во-вторых, применение метода порошковой металлургии позволяет получить заготовки полукорпусов 11 и 16 и вставки 21 с наперед заданными физическими и механическими свойствами. Прессование заготовки вставки 21, симметричной относительно двух осей, позволяет получить идентичные физико-механические свойства в каждой локальной зоне относительно осей симметрии, что не наблюдается при прессовании асимметричных деталей и создает значительные трудности при механической обработке. Горячая штамповка заготовки вставки 21 повышает ее механические свойства, увеличивая срок службы горлового кольца. В-третьих, соединение заготовок полукорпусов 11 и 16 с заготовкой вставки 21 пайкой медью, сваркой или совместной пропиткой медью упрощает конструкцию комбинированного горлового кольца в части получения неразъемного соединения полукорпусов 1 и 3 - полувставок 7 и 8 (после разрезки вставки).
Таким образом предлагаемые комбинированные горловые кольца для стеклоформующих машин и способ их изготовления обладают существенными преимуществами как по сравнению с прототипом - чугунными горловыми кольцами, так и с горловыми кольцами из легированной стали. По сравнению с чугунными горловыми кольцами срок службы предлагаемых в 4-8 раз выше при стоимости только в 1,3-1,8 раза выше. По сравнению с горловыми кольцами из легированной стали стоимость предлагаемых горловых колец в 5-8 раз ниже, а срок службы в 2-3 раза выше. Кроме того предлагаемые горловые кольца позволяют интенсифицировать теплоотвод от стекломассы и повысить производительность стеклоформующей машины, так как их теплопроводность более чем в 2,5 раза выше, чем у чугуна, и в 3-4 раза выше, чем у легированной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКИЙ ИНСТРУМЕНТ | 1992 |
|
RU2044605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2027553C1 |
| Пуансон для производства стеклянных изделий | 2023 |
|
RU2815257C1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| Устройство для изготовления стеклоизделий на ножке | 1978 |
|
SU885161A1 |
| Способ изготовления контактных пластин | 2019 |
|
RU2715758C1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ПОРШНЕВЫХ КОЛЕЦ | 2010 |
|
RU2453399C2 |
| Чугун | 1987 |
|
SU1440950A1 |
| СПЕЧЕННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2271896C2 |
Горловое кольцо для стеклоформующей машины и способ его изготовления может быть использовано в стекольной промышленности при производстве стеклянных изделий на стеклоформующих машинах. Сущность изобретения: горловое кольцо содержит выполненные из теплопроводного материала полукорпуса, контактирующие по плоскости разъема. В формующей полости коаксиально полукорпусам закреплены полувставки с образованием неразъемного соединения. Полукорпуса и полувставки выполнены методом порошковой металлургии. Полукорпуса выполнены из материала с высоким коэффициентом теплопроводности, а полувставки из жаро-износостойкого материала. Способ включает изготовление разновеликих заготовок полукорпусов, а вставку - цельной в форме полого эллипсовидного цилиндра, причем получают их путем прессования и спекания порошков с последующей пропиткой медью и горячей штамповкой вставки, а затем соединяют полукорпуса и вставку в монолит, после чего разрезают вставку по плоскости разъема и производят обработку плоскости разъема наружной поверхности и внутренней рабочей поверхнтости. 2 с.п. 4 з.п. ф-лы, 4 ил., 3 табл.
Углерод 0,2 - 1,5
Медь 30,0 - 40,0
Железо Остальное
2. Кольцо по п.1, отличающееся тем, что материал полувставок, имеет состав, мас.%
Углерод 1,3 - 1,5
Хром 3,0 - 5,0
Медь 10,0 - 15,0
Сера 0,1 - 0,2
Железо Остальное
3. Кольцо по п.1, отличающееся тем, что материал полувставок имеет состав, мас.%
Углерод 0,2 - 1,3
Никель 1,5 - 3,0
Медь 10,0 - 15,0
Сера 0,2 - 0,5
Железо Остальное
4. Способ изготовления горлового кольца для стеклоформующей машины, включающий изготовление заготовок полукорпусов, механическую обработку плоскости их разъема, наружной и внутренней поверхностей, отличающийся тем, что, с целью увеличения срока службы горлового кольца и улучшения качества поверхности стеклоизделий, повышения производительности стеклоформующей машины, формуют разновеликие заготовки корпусов и цельную вставку в форме полого эллипсовидного цилиндра прессованием и спеканием порошков с последующей пропиткой медью, производят горячую штамповку вставки, затем соединяют полукорпуса и вставку в монолит, после чего разрезают вставку по плоскости разъема.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологический регламент изготовления горловых колец | |||
| Московский машиностроительный завод Стеклоагрегат, М., 1974. | |||
