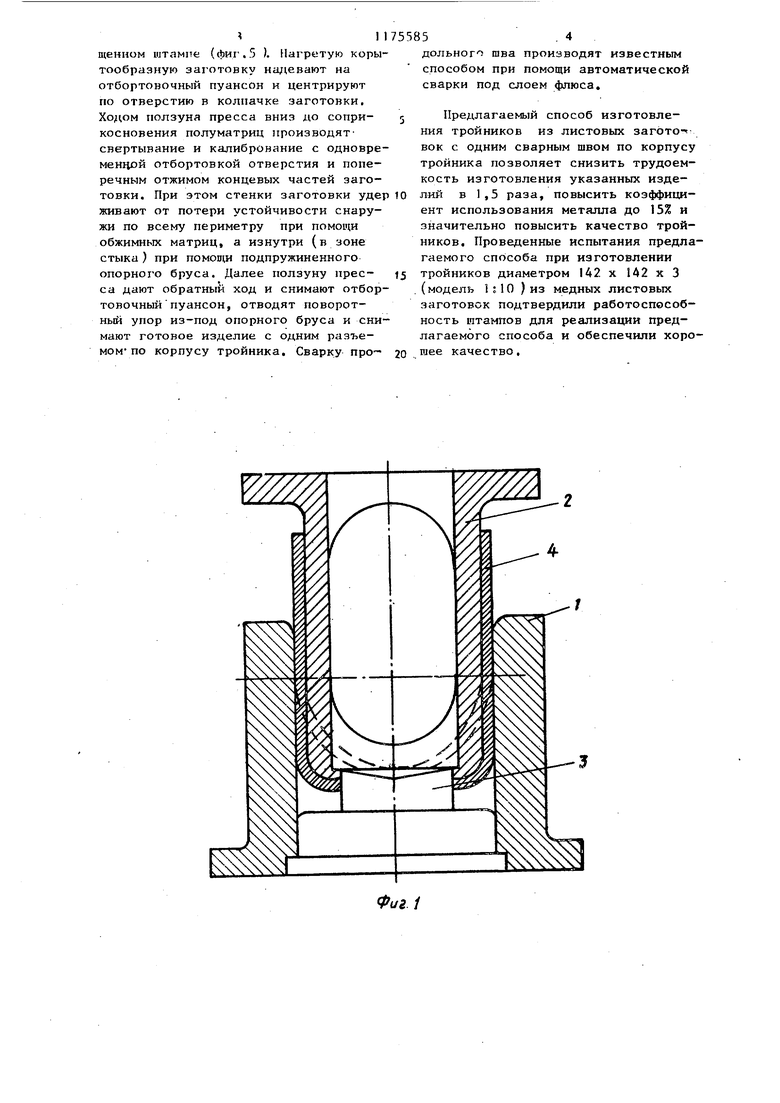
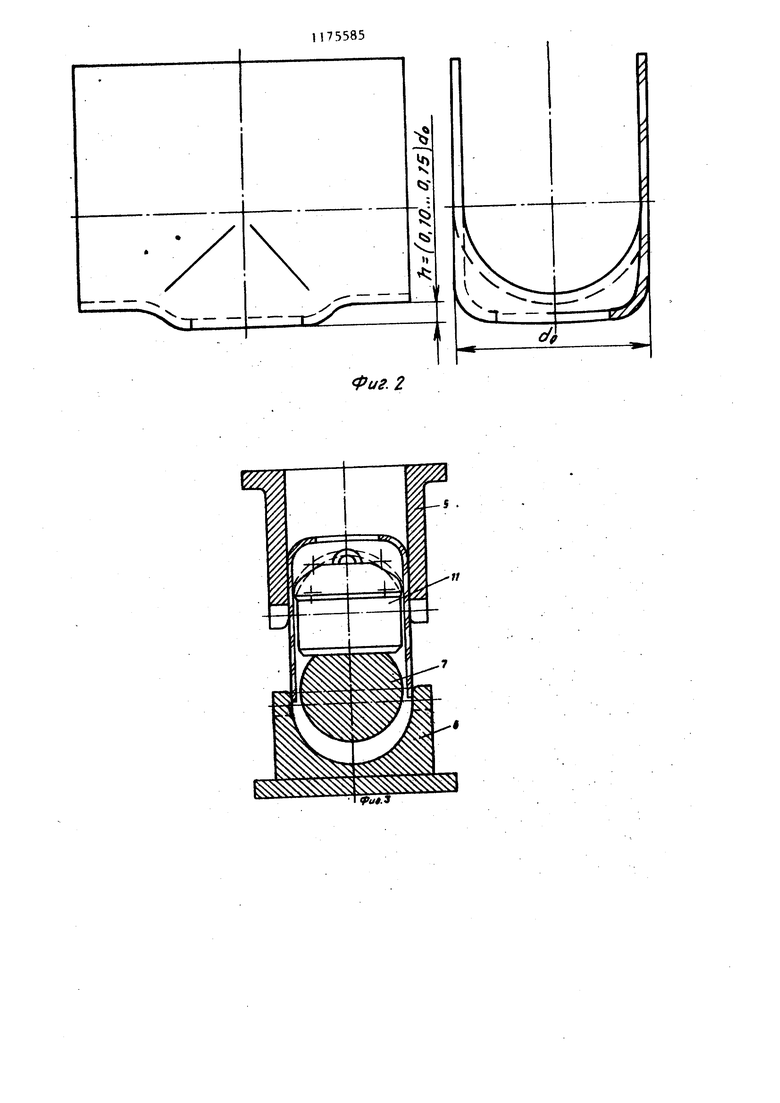
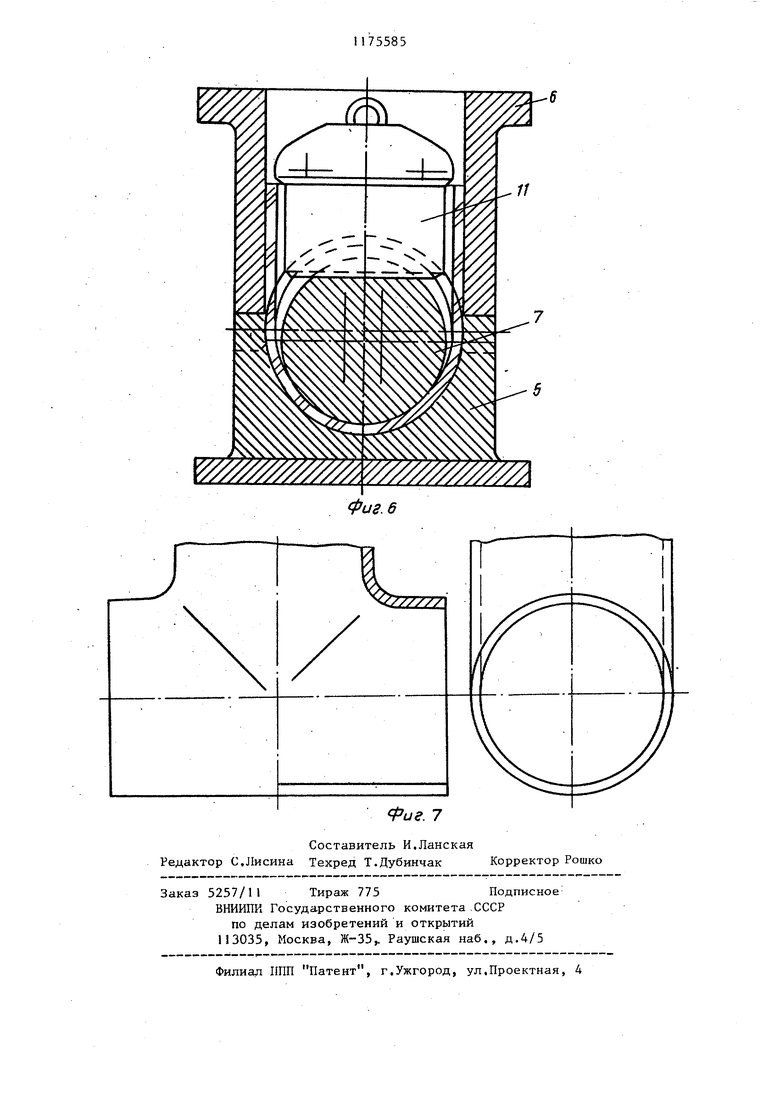
1 изобретение относится к обработке метшшов давлением, а именно к производству соединительных деталей трубопроводов, в частности тройников . Цель изобретения - снижение трудоемкости, повьшшние производительности и качества патрубков путем увеличения их высоты. Способ заключается в том, что из листа вырезают заготовку прямоуголь ной формы, гнут с одновременной пробивкой отверстия, производят отбортовку отверстия,, свертывание верхней половины тройника, калибрование и сварку по разъему, при этом гибку заготовки в корытообразную фо му производят с одновременной вытяж кой глухого колпачка высотой, равной 0,1 -О,15 диаметра патрубка, и пробивкой в нем отверстия под отбор товку горловины тройника в совмещен ном штампе за один нагрев и за оди ход ползуна, пресса. Высота вытянутого колпачка, равная 0,1-0,15 диам ра патрубка - оптимальная высота, определенная экспериментально. Пробивку отверстия в колпачке под отбортовку производят в момент оконча ния вытяжки. Свертывание верхней по ловины тройника и калибрование производят одновременно с отбортовкой. в одном штампе, за один нагрев и ус танов заготовки, за один ход ползуна. Окончательную отбортовку производят с одновременным поперечным обжимом концевых частей заготовки, при этом стенки заготовки удерживаются от потери устойчивости снаружи по всему периметру при помощи об жимных матриц, а изнутри в зоне сты ка - при помощи внутренней подпружиненной оправки. . На фиг. 1 показана схема обработ ки заготовки в штампе в момент окон ч;1ния предварительной формовки патрубка (гибка в корытообразную форму, вытяжка колпачка и пробивка в нем отверстия под отбортовку патруб ка тройника ); на фиг. 2 - заготовка изделия после предварительной фор мовки патрубка; на фиг.З - схема окончательной штамповки в момент на чала свертывания заготовки; на фиг. схема окончате льной штамповки в момент начала поперечного обжима концевых частей заготовок, поперечный разрез; на фиг.З - схема обработки 52 за отовки в 0 тампе в окончания отбортовки патрубка (сне-рчывание, поперечный обжим концеиых частей заготовки, отборто15ка патрубка и калибровка тройника ); на . 6 то же, поперечный разрез; на фиг.7 готовое изделие. Обработка заготовки, нагретой до температуры штамповки, осуществ.ггяется в двух совме1ценных штампах: в штампе для предварительной формовки патрубка, содержащем формовочную матрицу 1, пуансон 2 гибочный, пробивной пуансон 3, установленный в полость формовочной матрицы I. Пуансон 2 гибочный снабжен сквозным продольным отверстием для выхода отхода после пробивки OTBeiicтия в вытянутом колпачке заготовки 4, а также снабжен формовочным (нытяжным ) пуансоном, который одновремен- . но является пробивной матрицей; в штампе для окончательной формовки тройника, содержащем нижнюю и верхнюю обжимные формогзочные матрицы 5 И 6, опорный брус 7, консольно опирающийся на подвижную подпружиненную опору.8 и на неподвижную,опору 9, установленную жестко на основании 10. Опорный брус 7 снабжен отбортовочным пуансоном 11, который центрируется на брусе при помоош фиксатора 12 с возможностью вертикального перемещения. Верхняя формовочная матрица снабжена двумя опорами 13, установленными жестко на торцовых частях матриц. Способ осу11ествляется следующим образом. Нагретую прямоугольную заготовку шириной, равной длине развертки готового изделия с учетом поперечного отжима концевых частей, укладывают на зеркало гибочной матрицы и центрируют по упорам. Ходом ползуна пресса вниз производят гибку заготовки в ко.рытообразную форму с одновременной вытяжкой колпачка высотой, равной О,1-0,15 диаметра патрубка, и пробивкой в нем отверстия.под отбортовку горловины тройника в совмещенном штампе за один нагрев и установ и за один рабочий ход ползуна пресса, причем пробивку отверстин под отбортовку производят в момент окончания вытяжки. Окончательную фор.мовку тройника производят в специальном совме 1 щенном штампе (фиг. 5 ). Нагретую коры тообразную заготовку надевают на отбортовочный пуансон и центрируют по отверстию в колпачке заготовки. Ходом ползуна пресса вниз до соприкосновения полуматриц производятсвертывание и калибрование с одновре менной отбортовкой отверстия и поперечным отжимом концевых частей заготовки. При этом стенки заготовки уде живают от потери устойчивости снаружи по всему периметру при помощи обжимных матриц, а изнутри (в зоне стыка ) при помощи подпружиненного опорного бруса. Далее ползуну пресса дают обратный ход и снимают отбор товочный пуансон, отводят поворотный упор из-под опорного бруса и сни мают готовое изделие с одним разъемом- по корпусу тройника. Сварку про 85.4 дольного шва производят известным способом при помощи автоматической сварки под слоем флюса. Предлагаемый способ изготовления тройников из листовых заготовок с одним сварным швом по корпусу тройника позволяет снизить трудоемкость изготовления указанных издеЛИЙ в 1,5 раза, повысить коэффициент использования метапла до 15% и значительно повысить качество тройников. Проведенные испытания предлагаемого способа при изготовлении тройников диаметром 142 х 142 х 3 (модель 1:10 ) из медных листовых заготовок подтвердили работоспособность штампов для реализации предлагаемого способа и обеспечили хорошее качество.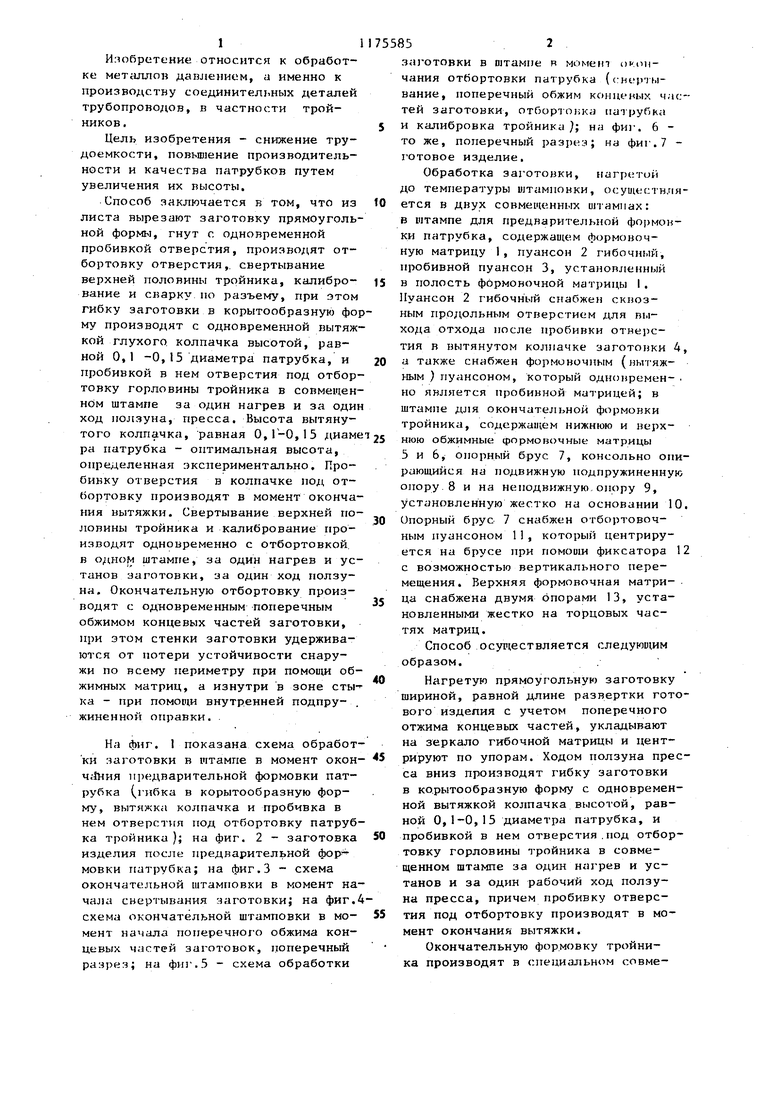
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, включающий вырезку из листа заготовки прямоугольной формы, гибку с Одновременной пробивкой отверстия, отбортовку отверстия, свертывание верхней половины тройника, калибрование и сварку по разъему, отличающийся тем, что, с целью снижения трудоемкости повышения производительности и качества патрубков путём увеличения их высоты, листовую заготовку гнут в корытообразную форму и одновременно производят вытяжку колпачка патрубка высотой 0,1-0,15 диаметра патрубка и пробивку в нем отверстия под отбортовку патрубка тройника. 2.Способ поп.1,отлича юDi и и с я тем, что свертывание верхней половины тройника и калибрование производят одновременно с от- бортовкой патрубка. 3.Способ по п.2, о т л и ч а ю(Л щ и и с я тем, что, с целью увелис чения высоты патрубка, отбортовку отверстия производят с одновременным поперечным обжимом концевых частей заготовки, при этом обжим производят с наружным и внутренним подпором стенок заготовки. СП сл 00 сл
I
Г
-ff
-W
B:t:s$ : ss:; $ s
w
$ S $S$$S $S S$$S $$:;
Zx-Zu
фиг 4
| Типовые технологические процессы изготовления аппаратов химических производств | |||
| Атлас | |||
| Под ред | |||
| д-ра техн.наук А.Д.Никифорова | |||
| М.: Машиностроение, 1979, с.141-142. |
