Изобретение относится к обработке металлов давлением и может быть использовано для клеймения прокатного материала или слитков, полученных непрерывным литьем.
Известны устройства для клеймения, в которых для механизмов шагового перемещения клеймодержателя применены шаговые электродвигатели.
Одно из таких устройств сложно в управлении шаговым двигателем и как следствие этого недостаточно надежно в работе. Это проявляется в отклонениях при перемещении на шаг, в результате возможно наложение одного знака на другой. Сложность управления шаговым двигателем предопределяет также большую стоимость системы управления.
Кроме того, при использовании шаговых двигателей проявляется их недостаточное быстродействие, связанное с необходимостью разгона и торможения не только клеймодержателя, но и собственных масс двигателя.
Известно устройство для автоматического нанесения знаков клеймения на поверхность проката, содержащее механизм выбора клейм, клеймодержатель, ударный механизм и механизм шагового перемещения клеймодержателя, выполненного в виде блока пневматических позиционеров управляемых электропневматическими распределителями.
В известной конструкции наблюдается неточность позиционирования и недостаточное быстродействие, вызванное инерционностью позиционеров, кроме того, сложность и громоздкость конструкции и системы управления, связанные с необходимостью установки большого количества электроклапанов.
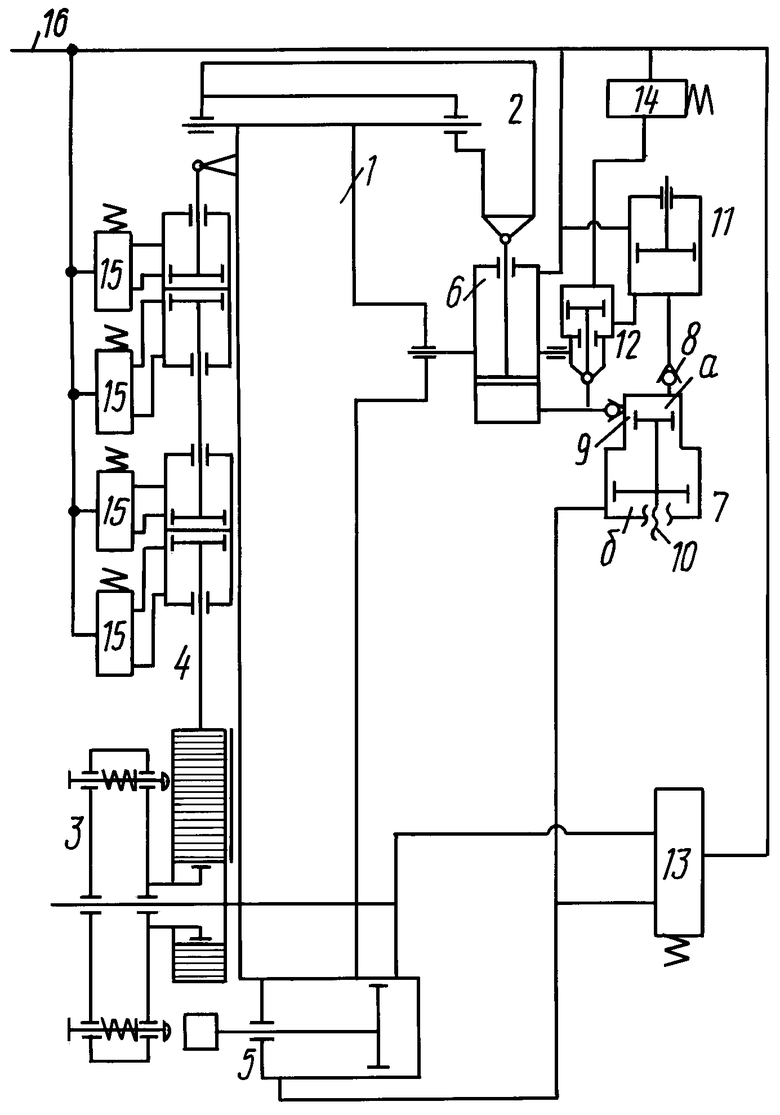
Изобретение поясняется чертежом, на котором представлена кинематическая схема предлагаемого устройства.
Устройство для клеймения содержит раму 1, шарнирно закрепленную на корпусе 2 и несущую на себе барабан с клеймами 5, механизм выбора клейм 4, ударный пневмоцилиндр 5 и рабочий цилиндр 6, входящий в состав механизма шагового перемещения. В состав механизма шагового перемещения входят также дозатор 7 с обратными клапанами 8, 9 и винтом регулировки величины шага 10, аккумулятор 11 и управляемый клапан 12.
Управление ударными пневмоцилиндром 5 и дозатором 7 производят с помощью распределителя 13, а клапана 12 - распределителем 14. Управление механизмом выбора клейм 4 производят распределителями 15. Механизм выбора клейм 4 представляет собой четыре последовательно соединенных пневматических цилиндра. Шток одного из крайних пневмоцилиндров закреплен на раме 1, а на штоке другого крайнего цилиндра закреплена зубчатая рейка, входящая в зацепление с зубчатым венцом, расположенным на барабане с клеймами 3. Корпус рабочего цилиндра 5 механизма шагового перемещения шарнирно закреплен на раме 1, а шток шарнирно закреплен на корпусе 2. Штоковая полость рабочего цилиндра 5 соединена с магистралью сжатого воздуха 16, а поршневая, в которую поступает жидкость, например масло, соединена с дозатором 7.
Дозатор 7 представляет собой специальный цилиндр с двумя поршнями различного диаметра, соединенные штоком. Дозатор 7 оснащен двумя обратными клапанами 8, 9 и винтом регулировки величины шага 10.
Полость "а" дозатора 7 соединена с поршневыми полостями рабочего цилиндра 6 и аккумулятора 11, выполненного также в виде цилиндра. Другая полость "б" дозатора 7 соединена с распределителем 13. Соотношение диаметров полостей "а" и "б" дозатора 7 выбирается из расчета обеспечения преодоления давления в штоковой полости рабочего цилиндра 6 и обеспечения быстродействия. Наличие в дозаторе 7 винта 10 позволяет регулировать ход штока с поршнями и соответственно изменять объем жидкости, подаваемой в рабочий цилиндр 6 за один ход, что приводит к изменению величины хода штока рабочего цилиндра 6 и соответственно величины шага при клеймении.
Соотношение диаметров поршня и штока аккумулятора 11 выбирается из условия, что давление жидкости под поршнем аккумулятора 11 должно быть меньше давления жидкости под поршнем рабочего цилиндра 6. Давление жидкости в аккумуляторе 11 обеспечивается за счет подключения штоковой полости к магистрали.
Устройство для клеймения работает следующим образом.
В исходном положении клапан 12 открыт и рама 1 находится в крайнем исходном положении. При этом шток рабочего цилиндра 6 под действием давления воздуха, поданного в штоковую полость, задвинут до упора, давление от распределителя 13 подано в штоковую полость ударного пневмоцилиндра 5 и в полость "б" дозатора 7. В этом положении шток аккумулятора 11 выдвинут и жидкость в основном находится в аккумуляторе.
При поступлении сигнала о приходе заготовки на позицию клеймения подается сигнал на начало клеймения. Срабатывает распределитель 14 и клапан 12 закрывается, препятствуя выходу жидкости из рабочего цилиндра 6 в аккумулятор 7. Одновременно выдается команда на выбор первого знака.
Срабатывают один или несколько распределителей 15, пневмоцилиндры механизма выбора клейм 4 перемещают рейку, которая поворачивает барабан 3 до положения, когда выбранное клеймо остановится соосно со штоком ударного пневмоцилиндра 6. После этого выдается команда на нанесение первого знака на заготовку. Срабатывает распределитель 13, давление подается в поршневую полость ударного пневмоцилиндра.
Одновременно в штоковой полости ударного пневмоцилиндра и в полости "б" дозатора 7 давление снимается. Происходит нанесение первого знака на заготовку и заполнение полости "а" дозатора 7 жидкостью из аккумулятора 11. Заполнение полости "а" происходит под давлением воздуха в штоковой полости аккумулятора 11, что обеспечивает достаточное быстродействие механизма шагового перемещения. При этом открывается обратный клапан 8, а клапан 9 остается закрытым. При заполнении шток дозатора 7 перемещается и упирается в регулировочный винт 10. После этого давления в полости "а" дозатора 7 и в поршневой полости аккумулятора 11 выравниваются и клапан 8 закрывается. После нанесения знака и заполнения полости "а" дозатора 7 распределитель 13 срабатывает, давление в поршневой полости ударного пневмоцилиндра 5 снимается и создается в его штоковой полости и одновременно в полости "б" дозатора 7. Шток дозатора 7 перемещается, открывается клапан 9 и порция жидкости выдавливается в поршневую полость рабочего цилиндра 6, перемещая раму 1 на шаг. При достижении штоком дозатора 7 крайнего положения давления в штоковой полости рабочего цилиндра 6 и полости "а" дозатора 7 выравниваются и клапан 9 закрывается. Этим завершается цикл нанесения одного знака.
Последующие знаки маркировки наносятся аналогично.
После нанесения последнего знака маркировки срабатывает распределитель 14, клапан 12 открывается и жидкость из рабочего цилиндра 6 выдавливается в аккумулятор 11. При этом рычаг 1 плавно возвращается в исходное положение. Устройство готово к следующему циклу клеймения.
Использование изобретения позволяет получать четкие маркировки на поверхностях слитков после порезки их машинами газовой резки или другим способом, что исключает обезличивание металла. Повышение быстродействия устройства позволяет производить клеймение слитков одним устройством от нескольких ручьев машин непрерывного литья заготовки.
Использование изобретения упрощает конструкцию устройства и систему управления, делая ее более надежной в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЧАСТОК РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2021081C1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| Устройство для клеймения металлических изделий с криволинейной поверхностью | 1990 |
|
SU1779429A1 |
| Дозатор сыпучих материалов | 1990 |
|
SU1760363A1 |
| Устройство для клеймения | 1974 |
|
SU531592A1 |
| Ударный испытательный стенд | 1983 |
|
SU1155891A1 |
| Пневматический клеймитель | 1990 |
|
SU1796451A1 |
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
| Установка для подготовки многокомпонентной смеси | 1981 |
|
SU1159701A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
Использование: в металлообработке, машиностроении. Сущность изобретения: устройство содержит механизм выбора клейм и клеймодержатель. Механизм шагового перемещения клеймодержателя выполнен в виде рабочего цилиндра, пневмогидравлических дозатора и аккумулятора. Штоковые полости рабочего цилиндра и аккумулятора соединены с воздушной магистралью. Поршневая полость рабочего цилиндра соединена с гидравлической полостью дозатора, выполненного с двумя полостями разного диаметра. Полость дозатора большего диаметра соединена с управляющим пневмораспределителем ударного механизма. Полость меньшего диаметра дозатора соединена с гидравлической полостью аккумулятора. 1 ил.
УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ, содержащее механизм выбора клейм и клеймодержатель, установленные на раме, механизм шагового перемещения клеймодержателя, ударный механизм и управляющие пневмораспределители для упомянутых механизмов, отличающееся тем, что механизм шагового перемещения клеймодержателя выполнен в виде рабочего цилиндра, пневмогидравлических дозатора и аккумулятора, причем штоковые полости рабочего цилиндра и аккумулятора соединены с воздушной магистралью, а поршневая полость рабочего цилиндра соединена с гидравлической полостью дозатора, выполненного с двумя полостями разного диаметра, причем полость дозатора большого диаметра соединена с управляющим пневмораспределителем ударного механизма, а полость меньшего диаметра дозатора соединена с гидравлической полостью аккумулятора.
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОГО НАНЕСЕНИЯ ЗНАКОВ КЛЕЙМЕНИЯ НА ПОВЕРХНОСТЬ ПРОКАТА | 0 |
|
SU378271A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
