Изобретение относится к обработке металлов давлением и может быть использовано, например для смазки штампов кузнечно-прессовых машин, работающих непрерывно в автоматическом режиме. Цель изобретения - упрощение кон струкции установки при увеличении числа компонентов смеси. На чертеже схематически иэображе на установка для подготовки двухком понентной смеси, предназначенной для смазки штампов кузнечно-прессовой машины. Установка содержит емкость в виде бака 1 для смеси с размещенным в нем плавающим на поверхности смеси поплавком 2, связанным через промежуточную систему с управляемыми клапанами-гидро-распределителями 3 и 4 подачи компонентов смеси (при увеличении количества компонентов число гидрораспределителей соответственно увеличивается). Промежуточная система включает барабан 5, трособлочную систему и комплект датчиков. Барабан 5 жестко установлен на валу 6, смонтированно в опорах 7. Барабан вместе с валом может быть установлен как внутри ба ка 1, так и вне его. Гибким элемент 8, например тросом, барабан 5 соеди нен с поплавком 2. Трособлочная система включает жестко закрепленный на валу 6 ведущ блок 9, связанный с ведомым блоком 10 замкнутой гибкой связью 11, в качестве которой может быть использ ван замкнутый виток троса, цепи, ленты и т.п.). На одной ветви замкнутой гибкой связи.11 закреплен элемент 12 возде ствия на комплект бесконтактных дат чиков, состоящий из датчикрв 13 мак симального уровня смеси в баке 1, 14 минимального уровня и 15 промежу точного уровня. Датчики 13-15 после довательно один за другим установле ны на градуированной линейке 16 с возможностью перестановки каждого в отдельности вдоль нее при наладке установки на получение смазочной смеси с заданной пропорцией компонентов. Датчики расположены на лине ке 16 на одной линии, параллельной ветви гибкой связи 11, несущей элемент 12 воздействия. Датчики 13-15 могут быть контактными, тогда злемент 12 воздействия представляет собой замыкающий контакт, датчики могут быть выполнены также в виде переключателей, в этом случае элементом воздействия является подвижный упор. Датчики 13-15 электрически соединены с блоком 17 управления подачей компонентов смеси, который в свою очередь подключен к управляемым клапанам-гидрораспределителям 3 и 4, которые соединенытрубопроводами с баком 1 и трубопроводом 18 подключены к пневмомагистрали 19. На другой ветви замкнутой гибкой Связи 11 закреплен противовес 20 (гравитационная масса), предназначенный для обратного перемещения элемента 12 воздействия при движении поплавка 2 вверх вместе с поднимающимся уровнем смесу в баке 1. При количестве компонентов смеси более двух число промежуточных датчиков 15 соответственно увеличивается при постоянно одном датчике 13 максимального уровня и одном датчике 14 минимального уровня..При любом числе п компонентов смеси общее количество Q |aтчикoв определяется из соотношения Q п + 1. Емкость-бак 1 соединена трубопроводом 21 с- дозирующей камерой А насоса-дозатора 22, а камера А соединена трубопроводом 23 с распылителем 24 смазки на рабочие поверхности штампа 25 кузнечно-прессовой мащины. В трубопроводах 21 и 23 установлены обратные клапаны. Насос-дозатор 22 имеет пневмопривод в виде пнеамоцилиндра 26,- пор- . шень которого соединен штоком с поршнем (или плунжером) насоса-дозатора 22. Поршневая и штоковая полости пневмоцилиндра 26 через дроссели 27 и 28 соответственно подключены к пневмораспределителю 29, которьвй включен в питающую пневмомагистраль. Пневмораспределитель 29 электрически соединен с командоаппаратом 30 и кинематически срязан с главным кривошипным валом 31 кузнечно-пр ссовой мащины. Трубопровод, питающий поршневую полость пневмоцилиндра 26, соединен через дроссель 32 с трубопроводом 23 для подачи сжатого воздуха в распылитель 24, а трубопровод, питаю3щий штоковую полость пневмоцилиндра 26, соединен через обратный кла пан 33 с баком 1 для перемешивания компонентов смазочной смеси струей сжатого воздуха. При настройке установки датчик 15 промежуточного уровня (или датчики, если компонентов более днух) переставляют по линейке 16, ориентируясь на ее градуировку, на такой уровень, чтобы отношение расстояний от него до датчиков 13 и 1 соответственно было равно заданному процентномусоотношению компонентов смеси. Датчики 13 и 14 находятся постоянно на одном уровне. Установка работает следующим об разом. По мере расхода смазочной смеси уровень ее В баке 1 понижается. Поплавок 2 опускается и, натягивая гибкий элемент 8, вращает барабан 5, а с ним вал 6 и ведущий блок 9 трособлочной системы. В результате этого элемент 12 воздействия опускается вниз в соответствии с понижением уровня смеси в баке 1. При достижении минимально допустимого уровня смазочной смеси элемент 12 воздействия взаимодействует с датчиком 14 минимального уровня, который выдает сигнал на блок 17 управления. По этому сигналу блок 17 включает распределитель 4 и оди из компонентов смеси начинает поступать в бак 1. Уровень смеси в баке начинает повышаться, вместе с ним поднимается поплавок 2, прослабляя гибкий элемент 8. Противовес 20 своим весом выбирают слабину связи 8 - опускаясь он вращает блок 9 и барабан 5 в обратном направлени Так как элемент 12 .воздействия закреплен на одной с противовесом замкнутой гибкой связи 11, то при опускании противовеса 20 элемент 12 поднимается по другой ветви этой связи. По достижении промежуточного датчика 15 элемент 12 взаимодейству ет с ним, в результате чего датчик 15 выдает сигнал на блок 17 управле ния, который выключает распределитель А, прекращая этим подачу в бак 1 первого компонента, и включает распределитель 3, которьй подает в бак 1 второй компонент смазочной см си . Бак 1 продолжает наполнятьс вторым компонентом , элемент 12 014 поднимается вьше и. достигает датчика 13 максимального уровня , который при этом вьздает сигнал на отключение распределителя 3. Подача компонентов в бак 1 прекращается. При последующем расходе смеси элемент 12 опускается вниз, проходит датчик 15, которьй в этом случае коТя и посылает сигнал в блок 17 управления, но последний команды на включение распределителей не вьщает (так запрограммирован). И только когда элемент 12 опускается до дат- чика 14 минимального уровня, происходит включение распределителя 4, т.е. цикл пополнения бака 1 компонентами повторяется. Таким образом, по мере расхода смеси бак 1 автоматически пополняется, причем в заданном процентном соотношении компонентов. Смазка штампов кузнечно-прессовой машины осуществляется следующим образом. Сжатый воздух из магистрали 19 подается через пневмораспределитель 29 и дроссель 28 в штоковую полость пневмоцилиндра 26. Порщень насоса 22, перемещаясь влево (по чертежу), всасывает через трубопровод 21 дозу смазочной смеси из бака 1 в камеру А (поршневая Полость цилиндра 26 в это время соединена с атмосферой) . Одновременно с подачей сжатого воздуха в цилиндр 26 по трубопроводу с клапаном 33 подается воздух в бак 1 для перемешивания компонентов смеси. В промежутоке между двумя рабочими ходами машины связанный с ее кривошипным валом 31 командоаппарат 30 вьщает сигнал на переключение пневмораспределителя 29, в результате чего сжатый воздух поступает через дроссель 27 в поршневую полость пневмоцилиндра 26 и одновременно через дроссель 32 к распылителю 24. Поршень насоса 22 перемещается вправо (по чертежу), штоковая полость в это время сообщается с атмосферой, происходит впрыск смазочной смеси из камеры А в струю сжатого воздуха, подаваемого через дроссель 32. По трубопроводу 23 смесь поступает в разбрызгиватель 24 и распы51159701
ляется на рабочие пов хности штам- Использование изобретения позвогпа 25. При совершении очередных ляет упростить конструкцию предлаходов машины цикл работы насоса гаемой установки для подготовки
повторяется (машина делает хо- многокомпонекткой смеси по сравнедов в минуту),нию с известной.
:.
S .fQ 6 .5 / (, Vr , 7Г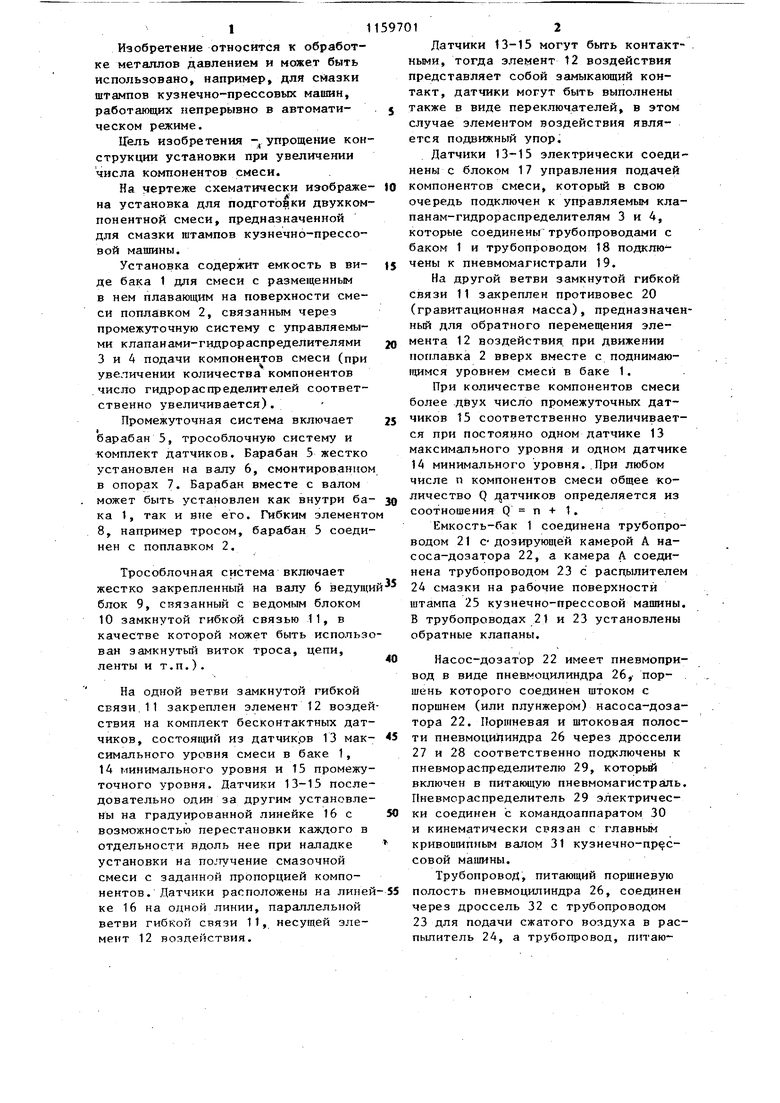


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической очистки и смазки гравюр штампов | 1988 |
|
SU1602600A1 |
| ПРЕСС | 1992 |
|
RU2015026C1 |
| АВТОМАТИЧЕСКОЕ НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО ВЫСОКОВЯЗКИХ МАТЕРИАЛОВ | 2012 |
|
RU2499947C1 |
| Устройство для автоматической смазки | 1986 |
|
SU1442316A1 |
| Устройство для закалки колец | 1987 |
|
SU1447899A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Система смазки напольного конвейера | 1990 |
|
SU1797590A3 |
| Устройство для смазки штампов | 1989 |
|
SU1657266A1 |
| Устройство подготовки смазки для штампов | 1980 |
|
SU1069917A1 |
| Блок пневматических устройств | 1979 |
|
SU939854A1 |
УСТАНОВКА ДЛЯ ПОДГОТОВКИ МНОГОКОМПОНЕНТНОЙ СМЕСИ, например смазки штампов кузнечно-прессовых машин, содержащая емкость для смеси с ра , мещенным в ней поплавком, связанным с клапанами подачи компонентов смеси промежуточной системой, включаю щей гибкий элемент, одним концом соединенный с поплавком, отличающаяся тем, что, с целью упрощении консТрукщш при увеличении числа компонентов снеси, проме- . жуточная система связи поплавка с клапанами подачи компонентов смеси вьшолнена в виде установленного на валу барабана, трособлочной системы с элементом воздействия .на тросе, один блок которой установлен на валу барабана, линейки, датчиков, установленных на линейке с возможностью регулировочного перемещения вдоль нее и взаимодействия с элементом воздействия, и блока управления клапанами подачи компонентов смеси, электрически связанного с датчиками, при этом другой конец гибкого элеСП мента связан с барабаном.
| Регулятор уровня суспензии в ванне асбестоцементной формовочной машины | 1976 |
|
SU654936A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
