Изобретение относится к способам обработки материалов давлением и касается, в частности, способа изготовления тонких длинномерных профильных изделий малого сечения.
В некоторых аппаратах химической промышленности используются сита, составленные из точных профильных стержней малого сечения. К таким стержням предъявляются повышенные требования по точности профиля и прямолинейности по всей длине стержня.
Известен способ обработки сортового проката, который получают на прокатном стане с роликами с предварительным прогревом заготовки в огневой печи. Однако нагрев открытым огнем и прокатка на роликах не позволяют получить достаточно точный тонкомерный профиль и достичь его прямолинейности.
Известен способ изготовления профильного изделия в виде поверхности теплообменника. Пакет поверхности теплообменника прессуют на прессе с одновременным разогревом пакета пластин электротоком. Однако способ не применим для изготовления тонкопрофильного длинномерного изделия.
Технический результат, достигаемый изобретением, состоит в повышении точности и прямолинейности длинномерного профильного изделия. Это достигается тем, что при формировании профиля давлением с нагревом заготовки электротоком одновременно с нагревом и прессованием заготовку растягивают, а прессование осуществляют на прессе с профильными матрицей и пуансоном на всю длину изделия. Одновременно растягивая и нагревая заготовку, можно при прессовании получить за один цикл точный и прямолинейный профиль.
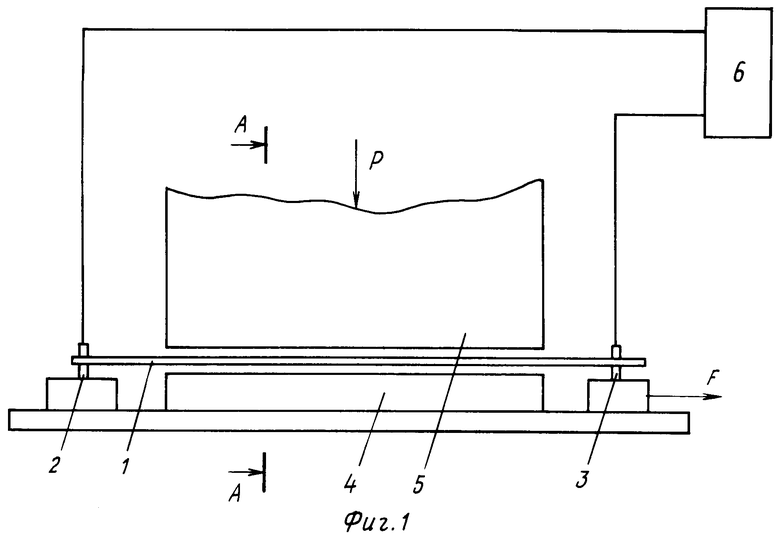
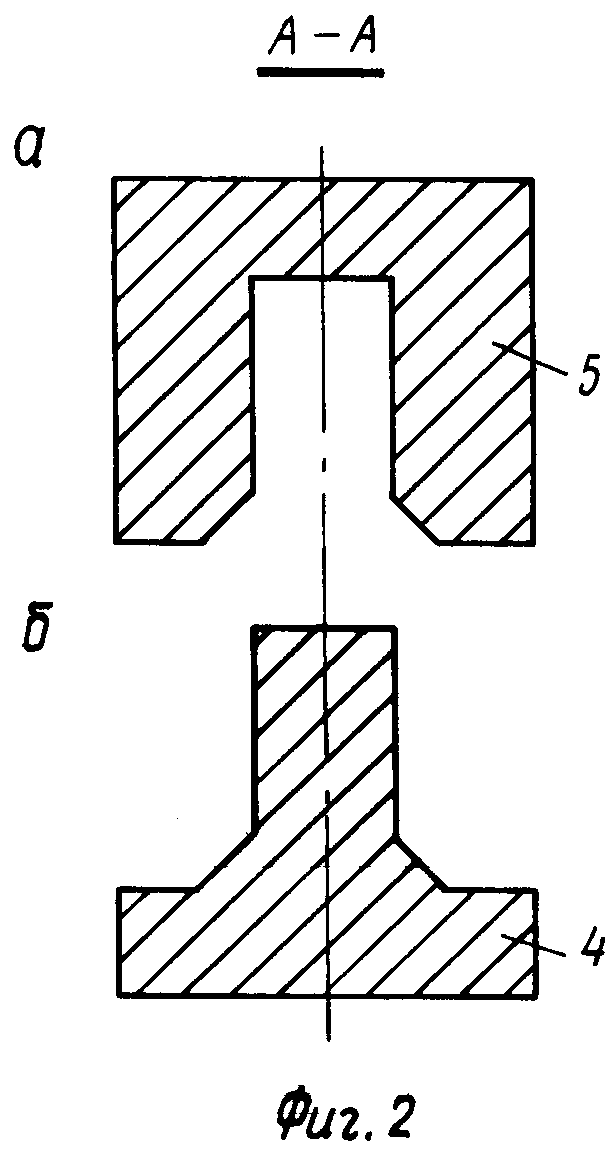
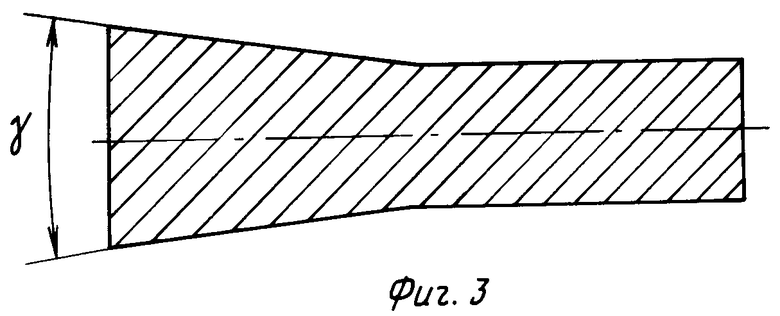
На фиг. 1 показана общая схема установки, на которой осуществляют способ; на фиг. 2 а,б - сечение профилей матрицы и пуансона (разрез А-А); на фиг.3 - примерное сечение профиля, получаемого по способу.
Способ осуществляют на установке, показанной на фиг.1.
Заготовку 1 зажимают одним концом в неподвижном зажиме 2, а другим - в зажиме 3, который может перемещаться под действием натяжного устройства, развивающего определенное усилие F.
Заготовку растягивают в пространстве между матрицей 4 и пуансоном 5 пресса известной конструкции. Зажимы изолированы и к ним подключен источник электроэнергии 6. Например, это может быть сварочный трансформатор.
Способ осуществляется следующим образом.
Заготовку зажимают в зажимах и включают приспособление для растяжения с определенной нагрузкой. Затем включают источник тока и производят нагрев. Одновременно с включением пресса включают ток, т.е. отключение тока производится в процессе соприкосновения пуансона и матрицы. Производят прессование профиля на всю его длину. После отведения пуансона вынимают готовое изделие.
П р и м е р.
Способ предназначен для получения, например, тонкомерного клинообразного профиля с боковой поверхностью, направленной под определенным углом α. Профиль имеет примерные размеры 2,5х12 мм при длине 1000-2200 мм с углом α15о. Материал сталь Х18Н10Т. Заготовка - проволока 6 мм. Растягивающая нагрузка F не менее 100 кг. Пресс развивает усилие до 100 т.
Способ позволяет в нагретом состоянии вытянуть заготовку по длине до образования предварительного сечения и высокой прямолинейности заготовки. Исключается перепад температур во время прессования по всей длине и сечению. Образование окалины сведено к минимуму.
Способ позволяет за один цикл прессовать сложные и простые профили за одну установку. Все это повышает производительность и качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| ОБКАТОЧНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2275278C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Устройство для изготовления профильных изделий из порошкообразных полимеров | 1986 |
|
SU1399155A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ВАЛОВ | 2003 |
|
RU2267393C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ | 1992 |
|
RU2009743C1 |
Использование: способ применяется для обработки давлением материалов при изготовлении тонкомерного и прямолинейного длинного изделия. Сущность: заготовку изделия зажимают в зажимных и растягивают. Далее через нее пропускают электроток и этим нагревают ее. Затем прессуют в процессе на всю длину изделия. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ путем формирования профиля давлением и нагрева заготовки путем пропускания электрического тока через нее, отличающийся тем, что одновременно с нагревом и прессованием заготовку растягивают, а прессование осуществляют на прессе с профильными матрицей и пуансоном на всю длину изделия.
| Способ изготовления поверхностногоТЕплООбМЕННиКА | 1979 |
|
SU820985A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
