Изобретение относится к литейному производству, а именно к непрерывному литью.
Известна установка для непрерывного литья, содержащая кристаллизатор в виде бесконечной гибкой ленты с фильтрами и вакуумными клапанами, бункер для засыпки песка, рулон синтетической пленки, валок с моделями для формования полостей в песке и нанесение пленки на поверхность песка и систему вакуум-проводов (прототип).
Однако, на этой установке можно получать непрерывным литьем лишь тонкостенные отливки типа полос при установке кристаллизатора под уклоном на понижение в сторону его движения. Для получения профилей толщиной 20-30 мм процесс низкопроизводителен, так как заливку металла следует вести так, чтобы не повредить валок с моделями и не перелить через кромки полости или затвердевшего профиля металл при сравнительно невысокой скорости затвердевания металла в песчаной форме кристаллизатора. Получать длинномерные отливки-профили толщиной выше указанной на установке нет возможности. Кроме того, при непрерывном литье часто необходима разрезка отливки на мерные длины, что выполняют дополнительно установленным устройством.
Целью изобретения является расширение технологических возможностей.
Указанная цель достигается тем, что предлагаемая установка снабжена дополнительным валком, валок с моделями выполнен с возможностью перемещения и имеет механизм перемещения. Дополнительный валок может быть установлен неподвижно перед валком с моделями, а последний может вертикально перемещаться с помощью подъемника.
В другом частном случае, с целью поочередного формования оба валка выполнены с возможностью перемещения, а механизм перемещения выполнен в виде приводной поворотной рамы, на которой закреплены оси валков.
Указанные новые признаки служат выполнению цели, так как применение двух подвижных валков с моделями при поочередном задействовании их для формовки позволит получать два вида профиля поочередно; применение одного из валков без моделей позволит формовать лишь плоский лад на поверхности облицовки кристаллизатора при том, что второй валок с кольцевой моделью формует "непрерывную" полость, которая при подъеме последнего валка будет "прерываться" образованием поперечной перегородки с плоским ладом, на который дополнительный валок без модели настилает пленку. Конструкция установки при горизонтальном размещении кристаллизатора позволит формовать в его песчаной облицовке и отливать толстостенные отливки (профили), разделенные песчаными перегородками, что значительно расширяет ее технологические возможности, не требует порезки профиля на мерные длины.
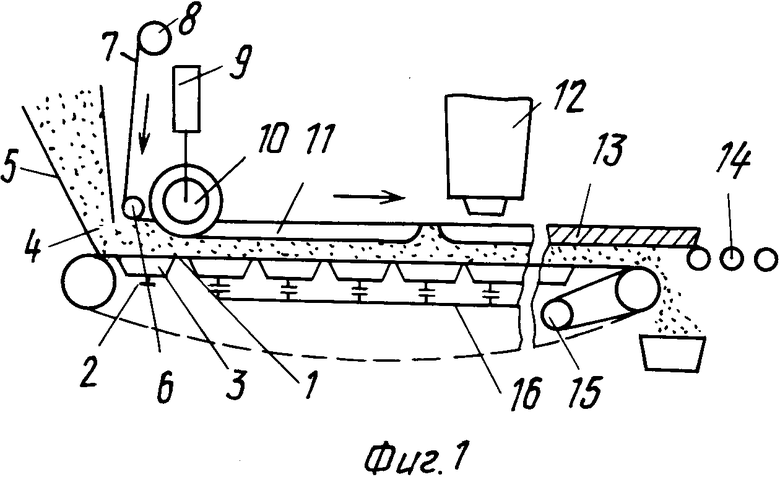
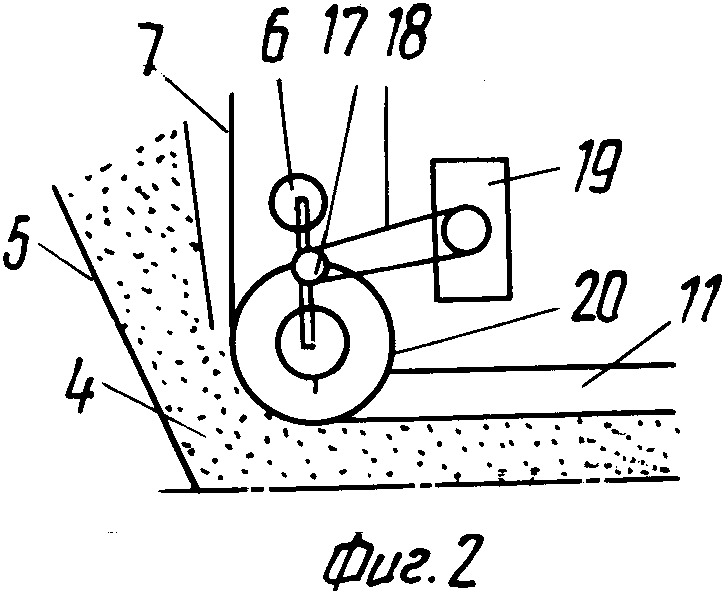
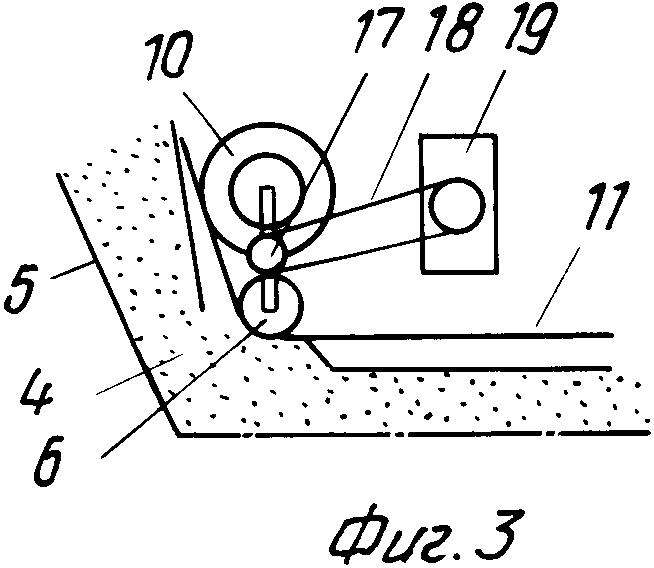
На фиг. 1 показана схема установки в разрезе; на фиг.2 - схема формовочного устройства, вариант с двумя валками, закрепленными на раме при формовке полости; на фиг.3 - то же, при формовке перегородки; на фиг.4 - то же, при формовке полостей двух видов.
Установка имеет кристаллизатор в виде гибкой ленты 1 с вакуумными клапанами 2 и фильтрами 3. Для подачи песка 4 имеется бункер 5. Валок 6 служит для нанесения пленки 7 из рулона 8 на поверхность песка.
На подъемнике 9 установлен валок 10 с моделями для формования полостей 11, которые заливают из ковша 12, затвердевшие отливки 13 удаляют с помощью рольганга 14. Привод кристаллизатора 15, система вакуум-проводов 16 показаны на фиг.1.
В другом варианте дополнительный валок 6 без моделей и валок 10 с моделями установлены на раме 17, которая благодаря приводу 18 от механизма 19 имеет возможность поворачиваться вокруг оси, параллельной осям валков, и занимать положения, показанные на фиг.2 и 3.
Кроме того, на фиг.4 показан вариант, когда на раме закреплены два валка 10 и 20 с различными моделями для поочередной формовки различных, соответствующих моделям полостей.
Работа установки. Аналогично установке-прототипу на гибкую ленту 1 с вакуумными клапанами 2 и фильтрами 3 насыпают песок 4 из бункера 5, однако вместо одного валка используют два валка 6 и 10 для нанесения пленки 7 из рулона 8 и формовки полости 11. Ось валка 6 (фиг.1) без моделей закреплена неподвижно, и валком выравнивают песчаный лад, в котором кольцевой моделью валка 10 формуют полость 11 требуемой длины. Прекращают формовку полости 11 путем поднимания валка 10 подъемником 9, после чего валком 6 формуют лишь гладкий лад и получают перегородку между полостями, затем вновь опускают валок 10 и получают вторую полость требуемой длины и т.д. Полости заливают из ковша 12. После затвердевания отливки 13 удаляют рольгангом 14. Ленту 1 перемещают приводом 15 и вакуумируют через систему 16 трубопроводов.
Вакуумирование песка облицовки по способу вакуумно-пленочной формовки через клапаны 2 и фильтры 3 производят на расстоянии порядка 0,5-1,0 м от места формовки, где песок имеет более низкую прочность, чем вблизи вакуумируемых фильтров 3, из-за затрудненной фильтрации воздуха между зернами мелкозернистого песка и уменьшении вследствие этого величины разрежения. Пониженная прочность песка облицовки облегчает формовку, так как позволяет при деформации слоя песка моделью валка уплотнять песок, а избыток его вытеснять в сторону бункера 5, где песок не уплотнен перепадом давлений (атмосферного и внутриформного). При этом для формовки глубоких полостей 11 варианты конструкции, показанной на фиг.2-4, предпочтительнее показанной на фиг. 1, так как неподвижно закрепленный валок 6 может затруднить вытеснение песка в сторону бункера при формовке. К тому же облицовку высоких кольцевых моделей удобнее производить при нанесении пленки 7 на валок 10 до контакта последнего с песком, как это показано на фиг.2-4.
На фиг.2,3 показана схема процесса формовки поочередно валками 6 и 10, а на фиг.4 - валками 10 и 20, размещенными на раме 17, которую поворачивают приводом 18 от механизма 19 и устанавливают так, чтобы получать полость 11 (фиг. 2) или перегородку между полостями (фиг.3), либо две различные полости, получаемые от различных моделей двух валков 10 и 20.
При использовании предлагаемой установки при горизонтально размещенном кристаллизаторе получают длинномерные полости отливки-профиля в облицовке, уплотненной по методу ВПФ, подавая в толщу песка разрежения (60±40) кПа. Например, валком диаметром порядка 0,5 м можно получать прямоугольные профили длиной 10 м и размерами в сечении профиля 0,3 x 0,3 м, что значительно расширяет технологические возможности установки-прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2040357C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ | 1991 |
|
RU2030957C1 |

Изобретение позволяет расширить технологические возможности установки. Установка содержит кристаллизатор в виде бесконечной гибкой ленты с фильтрами и вакуумными клапанами, привод кристаллизатора, бункер для подачи песка на кристаллизатор, рулон синтетической пленки, валок с моделями для формования полостей в песке и нанесения пленки на поверхность песка и систему вакуум-проводов. Установка имеет дополнительный валок для формования и нанесения пленки, валок с моделями выполнен с возможностью перемещения и имеет механизм перемещения. Дополнительный валок может быть установлен неподвижно перед валком с моделями, а последний может вертикально перемещаться с помощью подъемника. Может быть вариант выполнения для поочередного формования подвижными обоих валков с выполнением механизма перемещения в виде приводной поворотной рамы, на которой закреплены оси валков. Применение двух подвижных валков с моделями при поочередном задействовании их для формовки позволит получать два вида профиля поочередно; применение одного из валков без моделей позволит формовать лишь плоский лад на поверхности облицовки кристаллизатора при том, что второй валок с кольцевой моделью формует "непрерывную" полость, которая при подъеме последнего валка будет прерываться образованием поперечной перегородки с плоским ладом, на который дополнительный валок без модели настилает пленку. Конструкция установки при горизонтальном размещении кристаллизатора позволит формовать в его песчаной облицовке и отливать толстостенные отливки (профили), разделенные песчаными перегородками, что значительно расширяет ее технологические возможности, не требует прорезки профиля на мерные длины. 2 з. п. ф-лы, 4 ил.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
