Изобретение относится к литейному производству, в частности к получению полосы намораживанием на валок.
Известен способ получения полосы, включающий намораживание металла на валок с перфорированным ободом, полость которого сообщена с источником охлаждающего газа, в частности азота.
Известный способ не всегда обеспечивает стабильное протекание технологического процесса и качество полосы, особенно при изменении режимов процесса.
Цель изобретения - повышение стабильности технологического процесса и качества получаемой полосы.
Это достигается тем, что в изобретении вакуумирование используют для обеспечения фильтрации охлаждаемого газа сквозь газопроницаемый облицовочный слой песка. Охлаждающий газ, протекая по щелям и зазорам между нагретыми песчинками, нагревается, отбирая тепло у песка, и отсасывается в полость перфорированного обода, сообщенную с вакуум-насосом. Теплоперенос осуществляют за счет теплопередачи и организованной направленным отсосом конвекции. При этом отпадает необходимость удаления слоя песка с валка. В качестве охлаждающего газа используют азот при температуре, близкой к его температуре кипения 195о С. Жидкий (сжиженный) азот часто является побочным продуктом при получении кислорода из воздуха, кислород широко используется для дутья в металлургической печи.
Наносить воду или подавать пар на облицовочный слой для охлаждения нельзя, т. к. вода в холодных частях облицовки конденсируется, снижает газопроницаемость облицовки и нарушает стабильность техпроцесса. Таким образом газ должен быть таким, чтобы он не конденсировался при температуре выше 20о С. Можно менять сухой воздух, прошедший через холодильник.
При подаче на поверхность песка газа после удаления с него герметизирующей пленки или намороженной полосы газовое давление на участке поверхности валка может приближаться к атмосферному, что разупрочняет песок, вызывая опасность его осыпания с валка. Поэтому местную разгерметизацию песка выполняют на поверхности, угол наклона образующей которой не превышает угол естественного откоса песка, что исключает его осыпание.
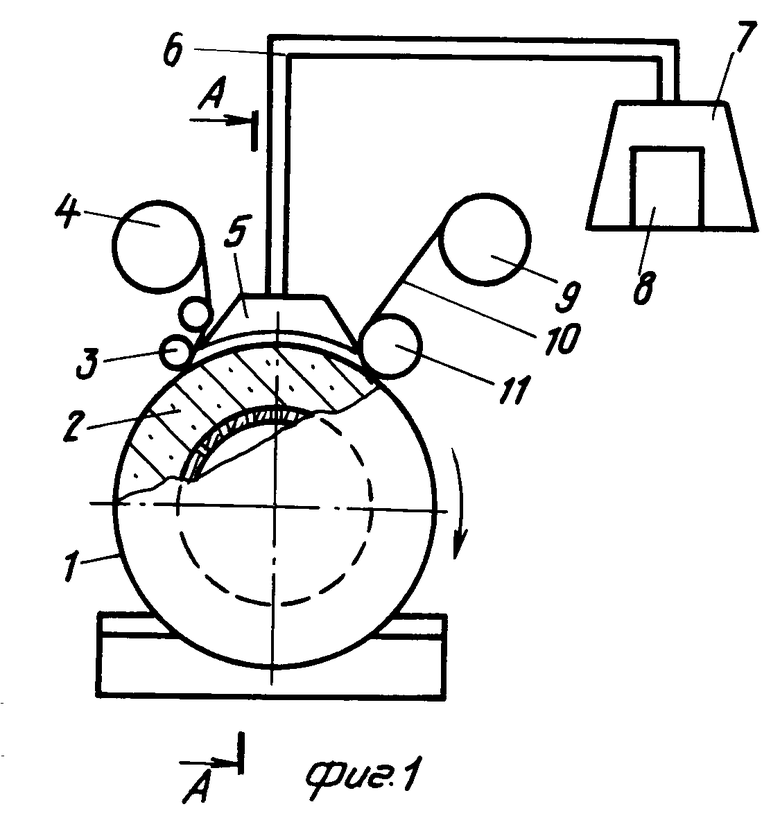
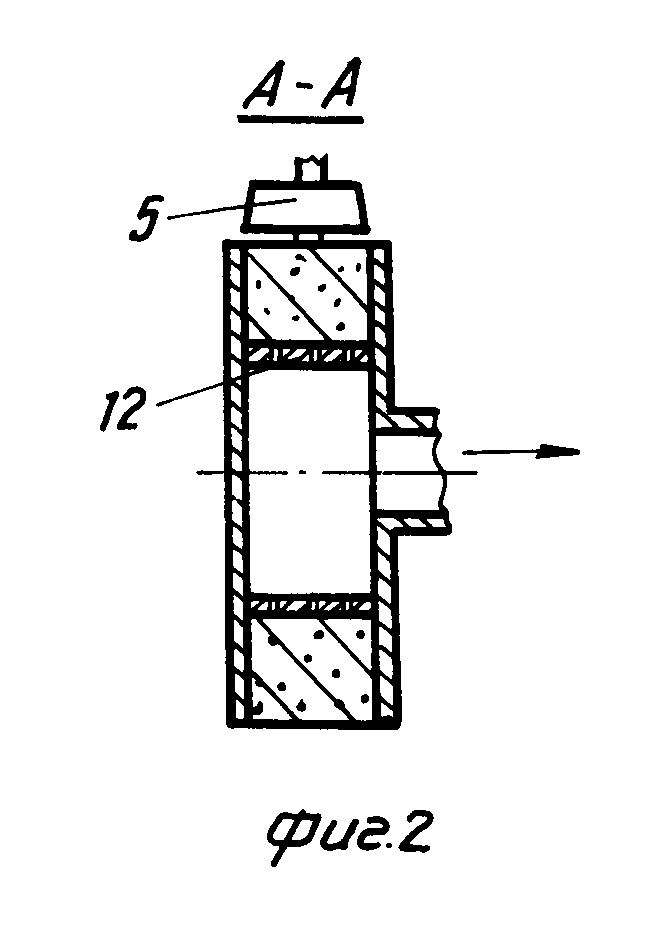
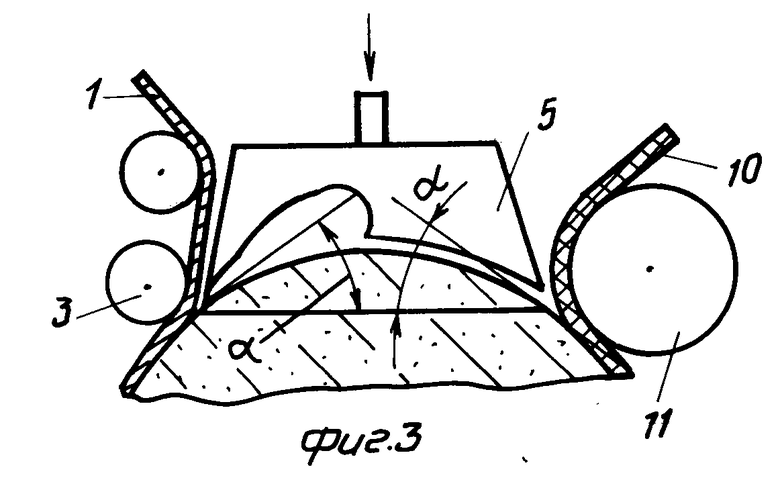
На фиг.1 изображена схема установки намораживания; на фиг.2 - схема конструкции валка в разрезе; на фиг.3 - участок валка в разрезе.
Способ реализуется на установке намораживания металлической полосы 1 на облицованный песком 2 валок. Ролики 3 служат для позиционирования движущейся полосы 1, сматываемой в рулон 4. Роликами 3 обеспечивается минимальный зазор между полосой 1 и кожухом 5 для подачи охлаждающего газа по трубе 6 из испарительной камеры 7 на поверхность валка. Может применяться другая конструкция источника охлаждающего газа. В предлагаемом примере испарительная камера содержит емкость 8 с жидким (сжиженным) газом, например азотом. Для герметизации поверхности валка из рулона 9 подают пленку 10 и валком 11 наносят ее на валок. Для вакуумирования облицовки из песка 2 применяют перфорированный обод, полость которого вакуумируют.
Во избежание подсоса воздуха через разгерметизированный участок поверхности валка расположением роликов 3 и валка 11 обеспечивают минимальный зазор (величиной 0,1-0,5 мм) между полосой 1 и пленкой 10 с кожухом 5.
На фиг.3 показан угол α между образующими поверхностями валка и горизонталью.
Способ осуществляют следующим способом.
Намораживаемую полосу 1 прижимают благодаря вакуумированию к песку 2 облицовки вращающегося валка. Она по мере вращения валка движется по направляющим роликам 3 и сматывается в рулон 4. После снятия полосы 1 с валка открывается поверхность песка 2 (производят ее разгерметизацию), на эту поверхность песчаной облицовки с минимальным зазором (0,1-1,0 мм) установлен кожух 5 для подачи охлаждающего газа по трубе 6. Охлаждающий газ, например, подают из испарительной камеры 7, где в емкости 8 находится жидкий (сжиженный) газ. Газ может подаваться из охладительной установки другой конструкции.
На поверхность валка сразу же за кожухом 5 по ходу вращения валка из рулона 9 подают пленку 10 и валком 11 наносят ее на валок. При контакте поверхности валка с жидким металлом герметизирующая облицовку синтетическая пленка 10 сжигается и вместо нее намораживается полоса 1 металла.
Облицовку из песка 2 наносят на перфорированный обод 12, имеющий полость, сообщенную с источником вакуумирования, и используют многократно. Песчаную облицовку валка разгерметизируют на верхнем участке, как это показано на фиг.3, при этом угол наклона разгерметизированной поверхности валка равен углу α , который не превышает угол естественного откоса песка, равный обычно 32-33о. При этом песок не обсыпается с валка.
Охлаждение песчаной облицовки осуществляют за счет фильтрации газа, охлажденного до низкой температуры, сквозь газопроницаемый слой песка. При этом используется перепад давления (атмосферного - на верхней поверхности облицовки и разрежения величиной порядка 60±40 кПа - в глубине слоя у перфорированного обода). Охлаждающий газ, проходя по щелям и зазорам между нагретыми песчинками, отбирает тепло у песка и отсасывается в полость перфорированного обода 12. При этом либо не требуется увеличения мощности вакуумной станции, обеспечивающей вакуумирование полости перфорированного обода, либо необходимо незначительное (на 5-15%) ее увеличение.
Способ обеспечивает охлаждение песка без удаления его с валка, что значительно сокращает затраты на оборудование и энергопотребление. При этом улучшается качество полосы и повышается стабильность технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
| Устройство для непрерывного получения полосы из расплава | 1990 |
|
SU1836841A3 |
| СПОСОБ ИНВЕРСИОННОГО ЛИТЬЯ ПОЛОСЫ | 1992 |
|
RU2048244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМИРУЕМЫХ ФОРМАХ | 1992 |
|
RU2014940C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
Изобретение относится к литейному производству, в частности к получению полосы намораживанием на валок. Способ получения полосы намораживанием на валок включает герметизацию поверхности и вакуумирование сыпучего огнеупорного материала для закрепления его на поверхности валка, местную разгерметизацию поверхности и охлаждение сыпучего огнеупорного материала. Охлаждение сыпучего огнеупорного материала производят при фильтрации сквозь него охлажденного газа. В качестве охлажденного газа используют азот. Его подают на разгерметизированную поверхность облицовочного слоя и удаляют через перфорированный обод. Местную разгерметизацию сыпучего огнеупорного материала выполняют на поверхности, угол наклона образующей к горизонтали которой составляет не более угла естественного откоса сыпучего огнеупорного материала. 1 з.п. ф-лы, 3 ил.
| Барабан для непрерывного получения сетки из расплава | 1981 |
|
SU1013088A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
