Изобретение относится к литейному производству, в частности к непрерывному литью.
Известен способ литья по газифицируемым (полистироловым) моделям с применением вакуума (патент Японии N 50-8111, кл. В 22 С 9/02, заявл. 1971, опубл. 1975).
Однако этот способ нельзя использовать для непрерывного литья.
Известен способ непрерывного литья в кристаллизаторе, содержащем слой облицовки [1].
Однако описанный способ литья имеет ограниченные технологические возможности по номенклатуре отливок, обеспечивает низкое качество отливок (особенно поверхности из потолочных частей). Кроме того профили, получаемые при формовке кольцевыми моделями, требуют порезки при выходе из кристаллизатора. Для выполнения этой операции необходима установка пилы вблизи кристаллизатора, операция резки часто снижает производительность установки непрерывного литья.
Целью изобретения является расширение технологических возможностей техпроцесса и устранение затрат на порезку отливок.
Цель достигается тем, что в способе непрерывного литья, при котором получают движущийся кристаллизатор, включая создание облицовочного слоя песчаного наполнителя, уплотненного по методу ВПФ, в слой песка кристаллизатора заформовывают составляемую из частей модель, газифицируемую в процессе заливки металла, причем модель наращивают в процессе движения кристаллизатора.
Модель при составлении ее из частей могут наращивать как вдоль направления, так и перпендикулярно направлению движения кристаллизатора.
В процессе формовки частей составной газифицируемой модели их могут фиксировать выполненными на них знаками.
В процессе наращивания части газифицируемой модели склеивают между собой.
Такое техническое решение обеспечивает расширение технологических возможностей процесса, так как имеется возможность заформовать профили моделей практически любой конфигурации, составляя модели различной длины, что не требует порезки отливок. Модели перед формовкой составляют из частей как по длине конвейера по ходу движения, так и в направлении, перпендикулярном движению конвейера. Примером в последнем случае может служить получение непрерывным литьем отливок типа решеток. Заливаемый металл газифицирует модель, заполняя и точно повторяя ее конфигурацию. Во избежание смещения или перекоса частей, составляющих модель, их фиксируют или центрируют знаками, выполненными на стыкующихся поверхностях частей модели, например, в виде - с одной стороны - выступа, с другой стороны, впадины соответствующего размера. Во избежание попадания в стык частей моделей мелкой фракции песка части моделей склеивают между собой. Указанным способом можно получать многометровой длины отливки, составляя модели из частей малой длины, например 0,5-1,0 м. Части моделей получают в пресс-формах либо механически вырезая из брусков, например, полистирола или другим известным способом. Продукты газификации материала модели отсасываются через песок и фильтры кристаллизатора в вакуумную систему, служащую для вакуумирования песчаной облицовки кристаллизатора.
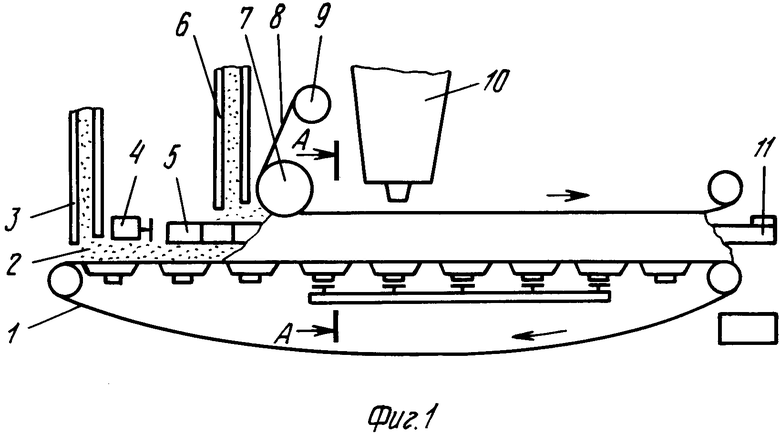
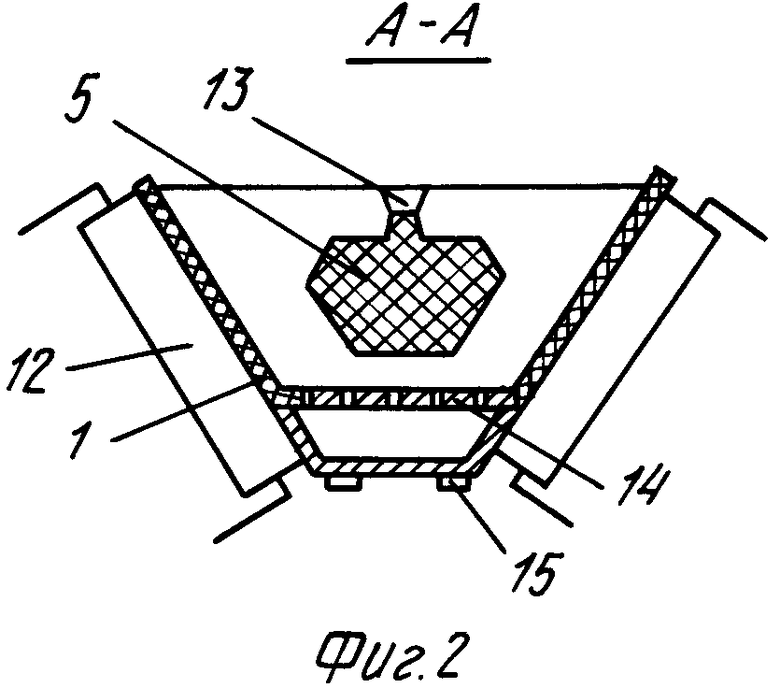
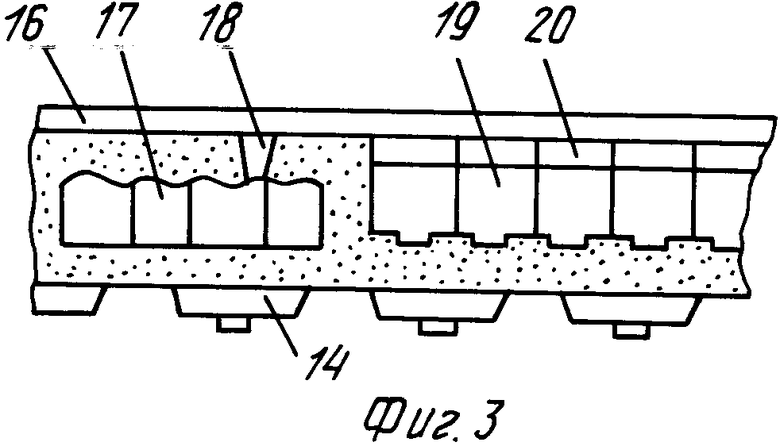
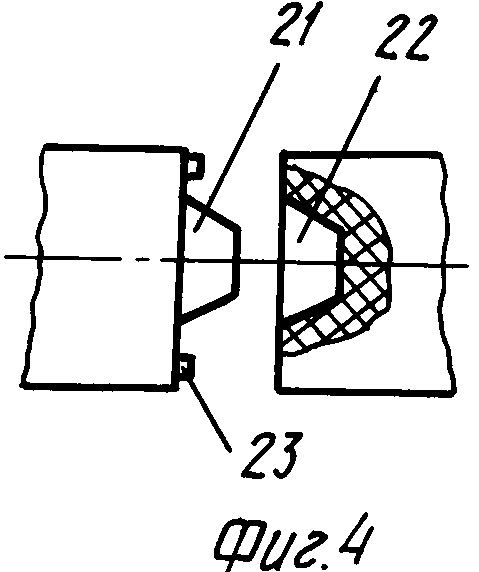
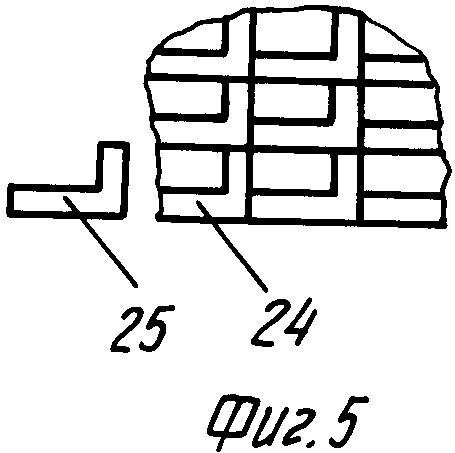
На фиг. 1 изображена схема предлагаемой установки; на фиг. 2 - вариант конструкции бесконечной ленты, поперечный разрез; на фиг. 3 - примеры формовки различных моделей; на фиг. 4 - пример конструкции знаков-фиксаторов; на фиг. 5 - пример сборки модели для непрерывного получения отливки типа решетки.
Для осуществления способа применяют установку, имеющую непрерывную ленту 1, на которую слой песка 2 насыпают по трубе 3. Механизм 4 служит для фиксации составной модели 5, а труба 6 - для засыпки дополнительного слоя песка. Валком 7 наносят синтетическую пленку 8 из рулона 9. Заливку металла производят из ковша 10. В процессе литья получают отливку 11. Лента 1 движется по роликам 12. На валке 7 аналогично прототипу крепят модель воронки и при формовке в облицовке кристаллизатора получают отпечаток (полость) воронки 13. В ленту 1 вмонтированы фильтры 14 с клапанами 15 для подключения к вакуумной сети. При непрерывном литье воронка 13 может быть выполнена в виде желоба 16. Модель 17, собранная из четырех частей и имеющая небольшую длину, может заливаться через литниковый ход 18, выполненный на одной из частей моделей, а для непрерывной отливки 19 литниковый ход 20 выполняют на каждой части модели (либо через одну часть модели). Для фиксирования (центрирования) частей модели применяют выпуклые знаки 21, вставляемые в знаки-углубления 22 соответствующего размера, также возможно склеивание частей при нанесении слоя 23 клея на одну из частей модели. Отливку 24 типа решетки собирают из частей 25, наращивая составную модель как в продольном, так и в поперечном направлениях.
Способ реализуют следующим образом.
На движущуюся бесконечную ленту 1 насыпают слой песка 2 из трубы 3. На эту созданную песчаную постель укладывают и фиксируют механизмом 4 модель 5, состоящую из частей. Поверх модели 5 засыпают песок из трубы 6, затем валком 7 настилают на поверхность песчаной облицовки (лад) кристаллизатора синтетическую пленку 8 из рулона 9. Заливку металла производят из ковша 10, а на выходе кристаллизатора получают готовый продукт - отливку 11. Лента 1 кристаллизатора движется по роликам 12. На модели 5 может быть выполнен вертикальный ход, а литниковая воронка 13 может выполняться как по прототипу, моделью, закрепленной на валке 7. Песчаная облицовка кристаллизатора вакуумируется через фильтры 14, вмонтированные в ленту 1 и сообщенные с внешней вакуум-сетью через клапаны 15. При этом аналогично прототипу обеспечивается вакуумирование песка во времени движения ленты 1.
Для заливки воронка 13 может выполняться в виде непрерывного желоба 16 вдоль кристаллизатора, для этого модель воронки, закрепленной на валке 7, имеет кольцевую форму. Модели 17 небольшой длины могут заливаться через желоб 16 и литниковый вертикальный ход 18, выполненный из полистирола на одной части составной модели 17 (составленной из четырех частей по фиг. 3). Наиболее удобно заливать из желоба 16 непрерывные модели отливки 19, у которых литниковый ход 20 выполняют на всех или большинстве частей модели. При этом как желоб 16, так и литниковый ход 20, располагаются вдоль всей модели 19. Можно располагать участки литникового хода 20 не на всех частях рабочей модели, а через одну - для экономии металла.
Если при получении толстостенных отливок в желобе 16 медленно затвердевает верхняя корка металла, то применяют известные средства для ускорения затвердевания поверхности металла в желобе 16, либо предупреждение его вытекания за пределы желоба.
При сборке частей моделей их центриpуют (фиксируют), например, выпуклым знаком 21 и углублением 22 соответствующего размера. Для большей прочности составной модели и предотвращения попадания мелкой фракции песка модели могут склеивать, нанося слой 23 клея на торцы составных частей модели.
Для непрерывного литья отливки 24 типа решетки ее составляют (склеивают) из частей 25, наращивая по мере движения ленты 1 кристаллизатора не только в продольном направлении (как модель 19), но сочетая последнее с поперечным (перпендикулярным движению) направлением.
Предлагаемый способ литья объединяют преимущества непрерывного литья по газифицируемым моделям и ВПФ, применение его обеспечивает получение высококачественных отливок при экономии материалов и улучшении условий труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2040357C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
Сущность изобретения: способ включает формовку в облицовочный огнеупорный слой движущегося кристаллизатора газифицируемой модели, составляемой из частей и наращиваемой в процессе формовки. Уплотнение огнеупорного песчаного слоя осуществляют по методу ВПФ. Наращивать модель могут как вдоль, так и перпендикулярно направлению движения кристаллизатора, и фиксировать ее части выполненными на них знаками или склеивая их между собой. 3 з.п. ф-лы, 5 ил.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
