Изобретение относится к литейному производству, в частности к непрерывному литью.
Целью изобретения является расширение технологических возможностей и экономия материала.
Указанная цель достигается тем, что заливку металла в кристаллизатор, облицованный вакуумируемым песком, производят одновременно с формовкой полости кристаллизатора при заливке металла через металлопровод, выполненный внутри протяжкой модели.
Аналогично ВПФ, при которой вакуумируемый песок герметизируют пленкой, вакуумируемую облицовку (формы-кристаллизатора) герметизируют сначала протяжной стороной модели, затем заливаемым металлом и в последующем - затвердевающей отливкой. Поскольку жидкий металл контактирует с моделью, то сразу же после формовки (при движении кристаллизатора) обеспечивают герметизацию облицовки металлов, который и формирует отливку. Поверхность облицовки не контактирует с атмосферой, что сохраняет в ней уровень разрежения, обычно применяемый при ВПФ, последнее гарантирует прочность облицовки, свойственную формам при ВПФ.
Указанный способ герметизации облицовки не требует применения синтетической пленки, что экономит материалы. Поскольку вся поверхность профиля формируется моделью (в отличие от прототипа), то отливка профиля обладает высококачественной поверхностью. Способ позволяет получать профили значительно более сложных конфигураций, чем по прототипу, в том числе и весьма толстостенные отливки, толщиной порядка 0,3-0,5 м.
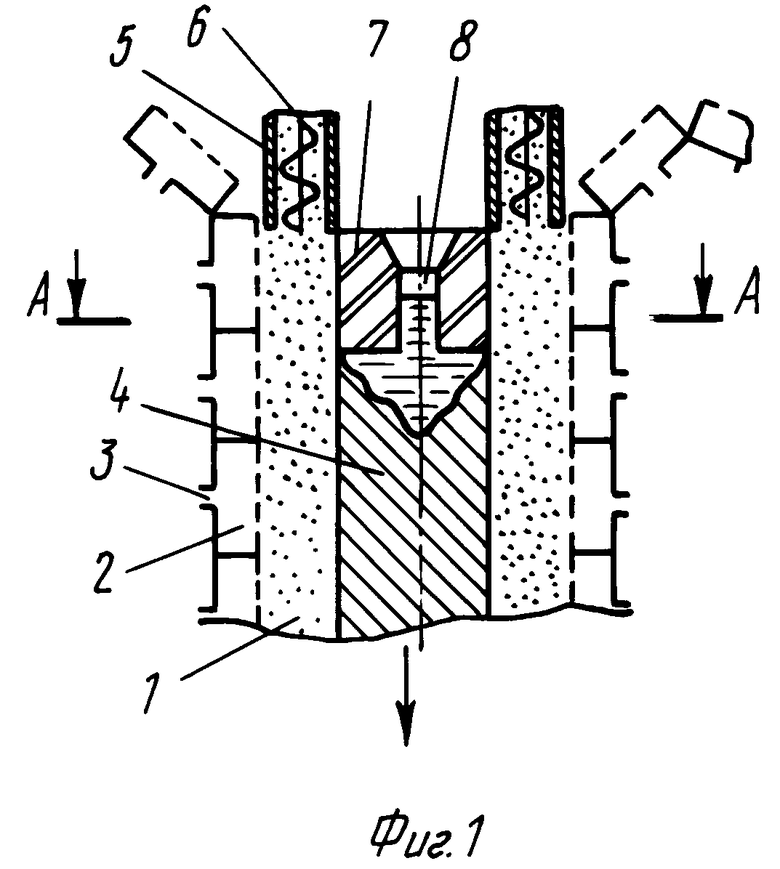
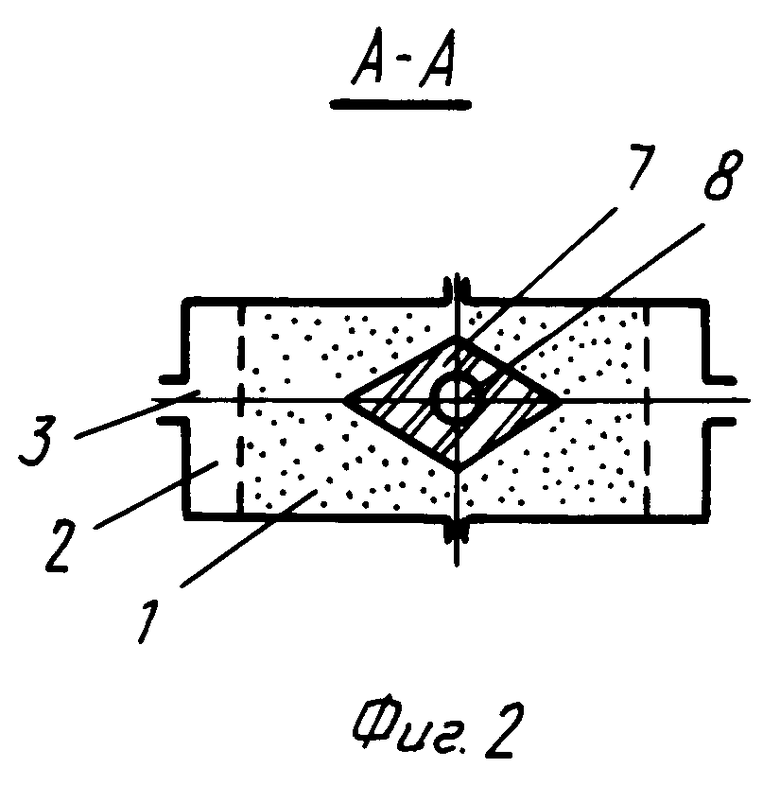
На фиг. 1 представлена схема кристаллизатора разрез; на фиг. 2 - кристаллизатор, поперечный разрез.
Кристаллизатор выполнен, например, в виде двух пластинчатых вертикально замкнутых транспортеров, облицованных песком 1 и снабженных фильтрами 2 для вакуумирования песка 1. Фильтры клапанами 3 подключаются к вакуум-системе (не показана) на участке кристаллизатора, формующем отливку 4. Песок 1 подается в кристаллизатор по песководам 5 с использованием, например, уплотнения вращающимися шнеками 6. Протяжная модель 7 своим внешним контуром при вертикальной протяжке песчаной облицовки движущегося кристаллизатора сверху вниз (см.фиг.1) формует рабочую полость кристаллизатора. Внутри модели выполнен металлопровод 8, по которому в рабочую полость кристаллизатора заливают металл. Протяжная модель 7 при движении кристаллизатора остается неподвижной, однако ее выполняют с возможностью извлечения из кристаллизатора.
Способ реализуют следующим образом. При движении кристаллизатора производят его облицовку песком 1, который вакуумируют через фильтры 2, подключаемые через клапаны 4. Песок подают по песководам 5, уплотняя его известным способом, например при помощи шнеков 6. Во время движения кристаллизатора песководы 5 и протяжная модель 7 остаются неподвижными. В металлопровод 8 постоянно заливают металл и он остается заполненным в процессе литья. Облицовка из песка 1, сдвигаясь по стенке модели, контактирует с металлом, который прижимается под действием перепада давления, вызываемого вакуумированием облицовки. На поверхность металла в металлопроводе 8 действуют атмосферное давление, а на границе металл - песок - разрежение, соответствующее применяемому при ВПФ (50-30 кПа). Этот перепад давления (аналогично ВПФ) уплотняет песчаную облицовку. Однако, если при ВПФ песок герметизируют синтетической пленкой, то в предложенном решении песок вакуумируемого участка кристаллизатора герметизируют формующей стенкой модели 7, а затем жидким металлом и коркой непрерывной отливки 4. Вакуумируют лишь участок облицовки кристаллизатора, контактирующий с жидким металлом и непрочной коркой отливки. При образовании прочной корки отливки вакуумирование прекращают.
Для подачи первого металла в начале заливки кристаллизатор перекрывают перпендикулярно оси отливки, затем подают песок и после насыпки облицовочного слоя подают металл. Завершают технологический процесс непрерывного литья тем, что песком облицовки засыпают верхний конец отливки. В процессе литья поверхность модели 7, контактирующая с металлом, нагревается и на ней по мере движения металла не успевает намораживаться корка. Модель 7 изготовляют из керамического огнеупорного материала с низкой теплопроводностью, либо предварительно нагревают перед началом литья. На фиг. 2 показано получение отливки 8, имеющей в сечении форму ромба.
Предложенным способом можно получать отливки в кристаллизаторах с вертикальной и горизонтальной технологической осью. Песчаная облицовка кристаллизатора повышает его износостойкость при литье из высокотемпературных сплавов, а также при получении толстостенного профиля. Способ позволяет осуществить быструю смену протяжной модели и переналадку кристаллизатора на различные профили, что делает его пригодным для литья мелких партий заготовок. Вакуумирование облицовки кристаллизатора предотвращает появление газовых дефектов в отливке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМИРУЕМЫХ ФОРМАХ | 1992 |
|
RU2014940C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
Сущность изобретения: кристаллизатор облицован огнеупорным наполнителем, вакуумируемым через встроенные фильтры. Способ включает формовку протяжной моделью в облицовке рабочей полости и заливку металла, которую производят одновременно с формовкой рабочей полости. Металл заливают через металлопровод, расположенный внутри протяжной модели. 2 ил.
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ, включающий нанесение облицовки на кристаллизатор в виде конвейера, заливку металла и выдержку для затвердевания, отличающийся тем, что облицовку наносят методом вакуумной формовки путем засыпки песка на конвейер, формовки рабочей полости посредством протяжной модели и создания в песке рабочего разрежения, а заливку металла производят одновременно с формовкой рабочей полости, причем металл заливают через металлопровод, расположенный в протяжной модели.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
