Изобретение относится к металлургии, конкретнее к непрерывному литью заготовок.
Известен кристаллизатор для непрерывного литья заготовок, содержащий состыкованные между собой охлаждаемые рабочие стенки, в стыках которых установлены пластины. (авт. св. СССР N 1447546, кл. В 22 D 11/04, 1988).
Недостатком этого кристаллизатора является низкая стойкость стенок. Это объясняется наличием в месте их стыка пластин, расположенных в рабочей полости кристаллизатора. Вследствие проникновения жидкого металла в зазор между охлаждаемыми рабочими стенками и пластинами происходит зависание оболочки слитка в процессе его вытягивания из кристаллизатора, что вызывает образование дефектов на рабочих стенках кристаллизатора и поверхности слитка, а также приводит к нарушению нормального процесса литья. Кроме этого, конструкция известного кристаллизатора не предусматривает в угловых зонах состыковки рабочих стен кристаллизатора переходных участков, обеспечивающих силового замыкания рабочих стен, что приводит к деформации их во внутрь рабочей полости кристаллизатора.
Известен также кристаллизатор для формирования слитка, содержащий охлаждаемые рабочие стенки с выступами (ребрами), которые состыкованы между собой с образованием в угловых зонах кристаллизатора переходных участков, сочленяющих рабочие стенки по поверхности одной грани выступа, а другая грань выступа образует рабочую поверхность кристаллизатора (авт. св. СССР N 923727, кл. В 22 D 11/04, 1982).
Недостатком этого кристаллизатора является низкая стойкость выступов (ребер) на рабочих поверхностях, так как первые порции жидкого металла, попавшие в зазор, нарушают теплоотвод от выступов, кристаллизуются в зазоре и при вытягивании слитка из кристаллизатора разрушают его рабочие стенки.
Кроме того, известный кристаллизатор сложен в изготовлении особенно в конусном исполнении и ремонте поскольку необходимо обеспечить точную стыковку двух выступов, имеющихся на каждой рабочей стенке. После ремонта (строжки рабочих стен) восстановить прежние размеры полости данного кристаллизатора невозможно. Это приводит к необходимости (после очередного ремонта рабочих стен) отливать заготовки с измененными, по отношению к первоначальным размерам, что требует дополнительных затрат времени на корректировку технологии разливки и прокатки готовых изделий или необходимо устанавливать в период состыковки стен пластины определенной толщины, что вызывает отмеченные выше недостатки.
Наиболее близким к предлагаемому по технической сущности является кристаллизатор с криволинейной полостью и способом восстановления внутренних размеров этой полостью, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу "паз-выступ" посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков.
Недостатком этого кристаллизатора является низкая стойкость его рабочих стенок. Это связано с тем, что в период ремонта известного кристаллизатора его настройка и регулирование, с целью восстановления первоначальных размеров, осуществляется подбором прокладок различной толщины, выполненных на всю длину стенки кристаллизатора. Это приводит к нарушению жесткости рабочих стен в период эксплуатации кристаллизатора. В связи с этим в процессе разливки жидкий металл проникает в зазор между стенками, кристаллизуется там и деформирует поверхность стенок, что вызывает их преждевременный ремонт. Кроме этого, известный кристаллизатор сложен в изготовлении, эксплуатации и ремонте, особенно при настройке конусности стенок, поскольку выполнен из рабочих стенок, имеющих разливочное поперечное сечение. Это не позволяет их унифицировать и требует выполнения дополнительных работ.
Анализ работы и эксплуатации кристаллизаторов показал, что для повышения их стойкости необходимо обеспечить ремонт рабочих стенок с последующим восстановлением первоначального размера и конусности рабочей полости за счет компенсации снятого рабочего слоя установкой прокладок определенного размера, расположенных вне рабочей полости кристаллизатора.
Это позволяет повысить эксплуатационную стойкость кристаллизатора, стабилизировать технологию непрерывного литья и прокатку готовых изделий.
Этих преимуществ можно достигнуть посредством придания рабочим стенкам кристаллизатора и устанавливаемым в его угловых зонах прокладкам определенных форм и размеров.
Предлагаемое техническое решение не следует явным образом из известного уровня техники, так как из него не выполняется влияние существенных отличий на достижение нового технического результата.
Повышение стойкости кристаллизатора и восстановление первоначальных размеров его внутренней полости, а также улучшение качества заготовок достигается благодаря тому, что в составном кристаллизаторе для непрерывного литья заготовок, содержащем фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу "паз-выступ" посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков, предусмотрены следующие конструктивные особенности:
а) прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке;
б) прокладки выполнены с изменением их толщины в направлении к выходу металла из кристаллизатора;
в) длина прокладки, установленная со стороны верхней и нижней частей кристаллизатора, определяется по формуле:
l = (0,1÷0,2)˙L, где l - длина прокладки, мм;
L - длина кристаллизатора, мм;
г) все рабочие стенки кристаллизатора эквидистантны друг другу.
Повышение стойкости кристаллизаторов, улучшение качества литых заготовок и готового проката происходит потому, что толщина снятого слоя с торцов рабочих стенок кристаллизатора компенсируется увеличением толщины прокладки с параллельно-противоположного конца данной стенки, что обеспечивает непрерывную отливку заготовок с постоянным размером поперечного сечения. При этом устанавливается стандартная технология непрерывного литья, реализуемая в автоматическом режиме. Это обеспечивает стабилизацию процесса разливки, уменьшение зависаний оболочки слитка в кристаллизаторе, повышение качества литых заготовок и готового проката. Исключается необходимость после очередного ремонта кристаллизатора и связанного с этим изменения размеров заготовки перенастраивать технологическую ось МНЛЗ, менять режимы охлаждения, перестроить калибры прокатных станов и т.д.
Диапазон изменения коэффициентов (0,1 - 0,2) ˙ L выбран из условий эксплуатации кристаллизаторов. При этом оптимальная длина прокладки выбрана из условий экономии материала и возможности настройки верхней и нижней частей рабочих стен кристаллизатора.
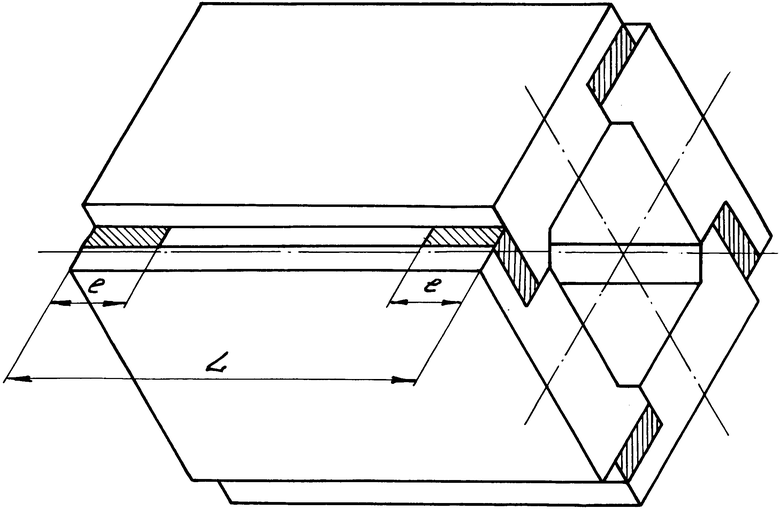
На чертеже изображен общий вид предложенного составного кристаллизатора.
Предлагаемый составной кристаллизатор состоит из рабочих стенок 1, в торцах которых установлены прокладки 2. Рабочая полость кристаллизатора образована стыковкой стенок между собой таким образом, что выступ торца одной из стенок опирается на поверхность другой стенки посредством прокладок. Параллельные стенки через прокладки жестко связаны между собой.
Составной кристаллизатор работает следующим образом.
П р и м е р. Непрерывная разливка стали осуществляется в кристаллизатор сечением 300х400 мм, длиной 1000 мм, конусность рабочей полости в направлении разливки - 1% . После очередного ремонта рабочих стен (снятие слоя материала необходимой толщины) восстановление первоначальных размеров полости кристаллизатора осуществляют следующим образом:
1. Простроганные рабочие стенки кристаллизатора, укрепленные к стальным плитам, собирают и настраивают с учетом конусности рабочих стен, составляющей 1% на специальном настроечном стенде. В данном случае верх кристаллизатора с учетом 2% усадки металла от сечения устанавливают 306х408 мм. Низ кристаллизатора 303,06 х 404,08 мм.
2. После восстановления первоначального размера кристаллизатора на стенде измеряют зазоры, образовавшиеся в торцах стенок кристаллизатора после их прострожки, для компенсации изменившегося промежутка прокладками. После измерения зазоров по верху кристаллизатора толщину прокладок следовало изготовить по углам (1-4): 1 - 25,3 мм; 2 - 25,8 мм; 3 - 23,8; 4 - 24,5 мм по низу кристаллизатора - 1 - 22,3; 2 - 22,9 мм; 3 - 23,0 мм, 4 - 22,8 мм.
3. После изготовления прокладок в соответствии с измеренными размерами по толщине их вставляют в ранее образовавшиеся зазоры и жестко закрепляют четыре стенки между собой.
4. Установленные прокладки со стороны верха и низа кристаллизатора выполнены длиной, равной l = (0,1-0,2) ˙ L. Для длины кристаллизатора, равной 1000 мм, и коэффициента 0,2 длина прокладки составляет: l = 0,2 х 1000 мм = 200 мм.
5. Собранный кристаллизатор (калибр) с прокладками устанавливается в корпус, на специальном стенде кристаллизатор настраивают с целью выставки его базовых поверхностей для установки на машину непрерывного литья заготовок. После износа рабочих стен кристаллизатора его очередной ремонт и настройка повторяются в указанной последовательности. Упрощение конструкции кристаллизаторов и их унификация достигается за счет изготовления его стенок с одинаковым поперечным сечением. Упрощение регулирования конусности по длине кристаллизатора - за счет изменения толщины прокладок по низу и верху кристаллизатора, а обеспечение жесткости соединения стенок кристаллизатора - за счет замыкания и настройки рабочих стен, выполняемых на двух уровнях.
Применение предлагаемого составного кристаллизатора позволило увеличить в 1,2-2,0 раза межремонтный срок его работы.
Учитывая, что планируемое количество ремонтов составляет 4-5, то стойкость рабочих стенок возрастает в 5-10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348480C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |
| СПОСОБ ЭКСПЛУАТАЦИИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2214885C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЗМА КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1992 |
|
RU2026138C1 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1135534A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348479C2 |
В составном кристаллизаторе для непрерывного литья, содержащем охлаждаемые рабочие стенки, торцы которых состыкованы между собой с образованием в угловых зонах кристаллизатора /К/ переходных участков, предусмотрены следующие конструктивные особенности: в верхней и нижней частях в угловых зонах К установлены прокладки (П), перпендикулярно его противолежащей стенке, П выполнены с изменением их толщины в направлении к выходу металла из К, длина П, установленных со стороны верхней и нижней частей /К/, определяется по формуле l= /0,1 - 0,2/ L, мм где l - длина прокладки, мм - L - длина кристаллизатора, мм, при этом все рабочие стенки кристаллизатора эквидистантны друг другу. 1 ил.
СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу паз - выступ посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков, отличающийся тем, что рабочие стенки эквидистантны одна другой, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с уменьшением их толщины в направлении к выходу из кристаллизатора, при этом длина l прокладок определена по формуле l = (0,1 - 0,2) · L, где L - длина кристаллизатора, мм.
| Патент США N 4390057, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
