Изобретение относится к литьевым этажным формам для изготовления изделий из полимерных материалов.
Известна литьевая форма для безоблойного прессования, содержащая матрицы, оформляющие полости, расположенные соосно в два этажа, подвижные знаки, пальцы для съема загрузочной камеры и пальцы для толкания подвижных знаков [1] Однако такое конструктивное решение ведет к росту габаритных размеров формы из-за наличия системы толкателей, а также не позволяет увеличить ее гнездность по высоте.
Ближайшей к предложенному изобретению является известная литьевая форма, содержащая кольцевой литниковый канал, концентрично расположенные кольцевую матрицу и дорн с этажно расположенными формообразующими гнездами, связанными между собой кольцевыми разводящими литниковыми каналами [2] Отлитые в этой форме изделия связаны между собой литниками, поэтому требуется их последующая отрезка, что увеличивает непроизводительные расходы материала и трудозатраты на изготовление изделий.
Техническим результатом изобретения является сокращение непроизводительных расходов и упрощение технологии изготовления полимерных изделий.
Для достижения указанного технического результата в этажной литьевой форме, содержащей кольцевой литниковый канал, центрично расположенные цилиндрический корпус и дорн с этажно расположенными формообразующими гнездами, связанными между собой кольцевыми разводящими литниковыми каналами, корпус выполнен в виде набора наружных колец матриц, стянутых по высоте с помощью опорной и прижимной матриц, дорн выполнен в виде набора внутренних кольцевых матриц, стянутых по высоте с помощью верхней и нижней запирающих матриц, причем формообразующие гнезда выполнены в зоне сопряжения наружных, внутренних, нижней запирающей, верхней запирающей, опорной и прижимной матриц.
Опорная и нижняя запирающая матрицы выполнены с коническими смежными поверхностями для образования литникового канала в процессе заполнения формы.
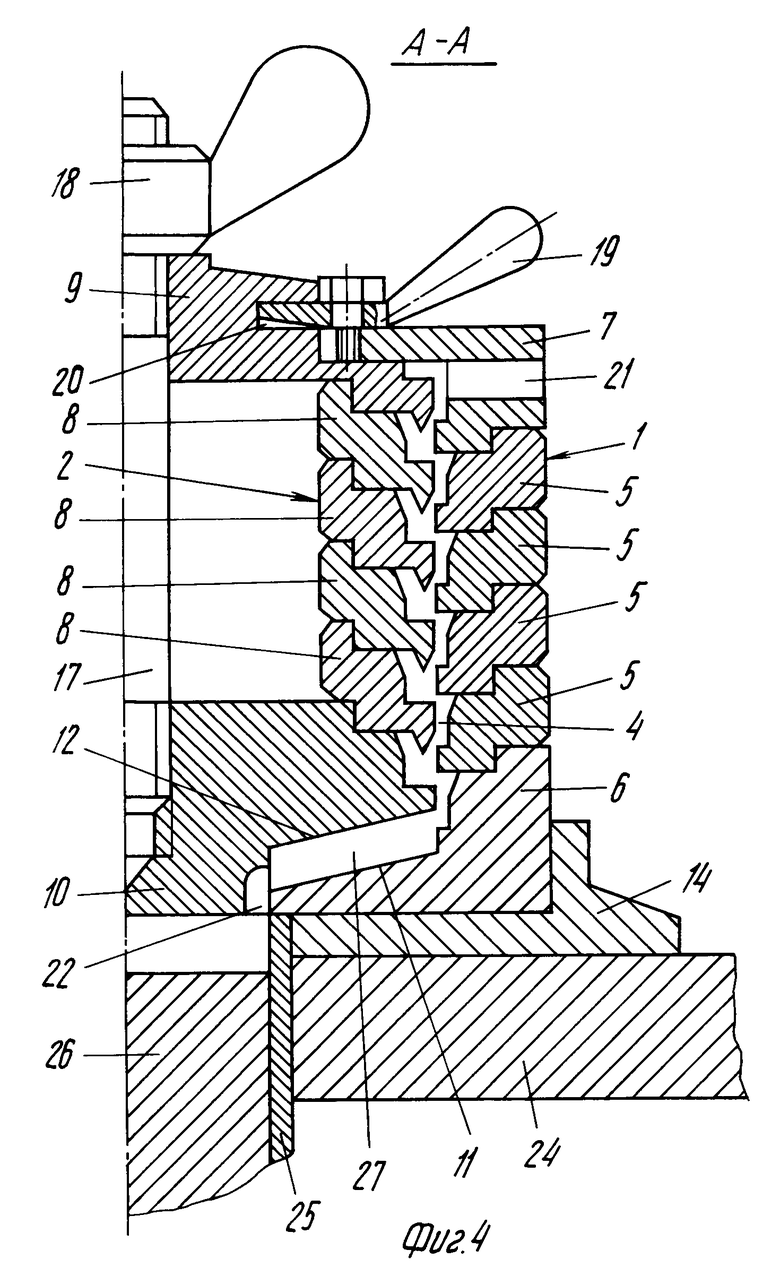
На фиг. 1 изображена описываемая литьевая форма в закрытом положении; на фиг. 2 то же, вид сверху; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 сечение А-А на фиг. 2 в открытом положении формы.
Литьевая форма содержит концентрично расположенные цилиндрический корпус 1 и дорн 2 с этажно расположенными формообразующими гнездами 3, связанными между собой кольцевыми разводящими литниковыми каналами 4. Цилиндрический корпус 1 выполнен в виде набора наружных кольцевых матриц 5, стянутых по высоте с помощью опорной 6 и прижимной 7 матриц. Дорн 2 выполнен в виде набора внутренних кольцевых матриц 8, стянутых по высоте с помощью верхней 9 и нижней 10 запирающих матриц.
Формообразующие гнезда 3 выполнены в зоне сопряжения наружных 5, внутренних 8, нижней запирающей 10, верхней запирающей 9, опорной 6 и прижимной 7 матриц.
Опорная 6 и нижняя запирающая 10 матрицы выполнены с коническими смежными поверхностями 11 и 12 для образования литникового канала в процессе заполнения формы. Прижимная пластина 7 снабжена петлями 13. Для запирания формы на опорном элементе 14, на котором устанавливаются детали формы, шарнирно смонтированы шпильки 15 с гайками-барашками 16. Внутренние кольцевые матрицы 8 стягиваются с помощью шпильки 17 и гайки-барашка 18.
Дорн 2 выполнен с возможностью перемещения вдоль оси формы, при этом запирающие матрицы 9 и 10 играют роль центрирующих элементов. Для фиксации наружных матриц 5 имеется замок 19, закрепленный на прижимной матрице 7 и взаимодействующий с пазом 20 в верхней запирающей матрице 9. В прижимной матрице 7 предусмотрены выпоры 21 для удаления излишков материала, а в матрице 10 пазы 22.
Формообразующие гнезда 3, кроме верхнего и нижнего, образованы формующими канавками, выполненными в зоне сопряжения внутренних 8 и наружных 5 кольцевых матриц. Нижнее гнездо образовано формующими канавками, выполненными в зоне сопряжения опорной 6 и нижней запирающей 10 матриц и нижнего торца первой пары кольцевых матриц 8 и 5. Верхнее формообразующее гнездо образовано формующими канавками, выполненными на сопряженных поверхностях последней (верхней) пары кольцевых матриц 8 и 5 и нижнего торца матриц 9 и 7.
Форма работает следующим образом.
Перед началом работы форма с помощью крепежных элементов 23 фиксируется на опорной плите 24 соосно с инжекционным цилиндром 25.
В открытую форму (фиг. 4, наборный дорн в верхнем положении) из инжекционного цилиндра 25 поршнем 26 подается полимерный материал, который через пазы 22 в нижней запирающей матрице 10 поступает в образованный поверхностями 12 и 11 литниковый канал 27, а в случае появления излишков удаляется через выпоры 21 в прижимной матрице 7. При движении дорна 2 вниз формуемый материал распределяется через разводящие литниковые каналы 4 по гнездам 3 с образованием отдельных изделий. После заданного технологического цикла производится разборка формы на отдельные детали, удаление готовых изделий и облоя, образующегося в пазах 22 нижней матрицы 10.
Этажность литьевой формы определяется в зависимости от скорости заполнения ее полимерным материалом при фиксированном времени начала полимеризации, а для медленно твердеющего она практически не ограничена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| ЛИТЬЕВАЯ ФОРМА | 1988 |
|
RU2017619C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ КЕРАМИЧЕСКИХ ИМПЛАНТАТОВ | 1993 |
|
RU2089130C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1987 |
|
SU1482809A2 |
| Литьевая форма для полимерных изделий с резьбой | 1981 |
|
SU1014730A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |


Использование: изготовление литьем изделий из полимерного материала. Сущность: корпус формы выполнен в виде набора наружных кольцевых матриц 5, стянутых по высоте с помощью опорной 6 и прижимной 7 матриц. Дорн выполнен в виде набора кольцевых матриц 8, стянутых по высоте с помощью верхней 9 и нижней 10 запирающих матриц. Формообразующие гнезда 3 выполнены на сопряженных поверхностях матриц. Опорная 6 и запирающая 10 матрицы выполнены с коническими смежными поверхностями для образования литникового канала в процессе заполнения форм.1 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления бесконечных приводных ремней | 1982 |
|
SU1070020A1 |
| Солесос | 1922 |
|
SU29A1 |
