Изобретение относится к переработке пластмасс и может быть использовано при литье реактопластов под давлением.
Известен способ изготовления изделий из реактопластов, включающий пластикацию материала в литьевой машине и впрыск его через обогреваемые каналы литниковой системы, содержащее участки, нагретые выше температуры оформляющих полостей формы, в обогреваемые оформляющие полости формы [1]
Недостатками этого способа являются низкая производительность, связанная с тем, что первая и последняя элементарные дозы материала, вошедшие в оформляющие полости формы, имеют одинаковое время жизнеспособности, что приводит к необходимости выдержки в форме под давлением, как минимум столько же, сколько длится впрыск для потери жизнеспособности последней элементарной дозой материала, вошедшей в оформляющие полости формы, и низкое качество из-за коробления при неравномерном по сечению отверждении.
Наиболее близким к предлагаемому по достигаемому эффекту является способ изготовления изделий из реактопластов, включающий пластикацию материала в литьевой машине и впрыск его через обогреваемые литниковые каналы, содержащие участки, нагретые выше температуры оформляющих полостей формы, в обогреваемые оформляющие полости формы, причем участки литниковых каналов, нагретые выше температуры оформляющих полостей формы, выполнены с плоскощелевым сечением [2]
Этот способ позволяет несколько снизить брак изделий по дефектам формы за счет меньшей разницы температур по сечению изделий, что позволяет несколько сократить разницу по времени отверждения изделия по его толщине и ширине, но не по длине, где эта разница полностью сохраняется. Таким образом, этот способ сохраняет в несколько сниженном виде все недостатки предыдущего.
Наиболее близким к предлагаемому устройству для осуществления способа является литьевая форма, содержащая подвижную и неподвижную полуформы с системами обогрева, оформляющие гнезда, плиту выталкивания, теплоизолированный от остальных частей формы литниковый блок с независимой системой обогрева, размещенной у поверхности литниковых каналов, систему контроля и регулирования температуры [2]
Эта форма реализует наиболее близкий к предлагаемому способ и сохраняет все его недостатки.
Цель изобретения повышение производительности и качества готовых изделий.
Цель достигается тем, что в способе изготовления изделий из реактопластов, включающем пластикацию материала в литьевой машине и впрыск его через обогреваемые литниковые каналы, содержащие участки, нагретые выше температуры оформляющих полостей формы, в обогреваемые оформляющие полости формы, согласно изобретению за время впрыска температуру и/или длину нагретых выше температур оформляющих полостей формы участков литниковых каналов увеличивают, а по окончании впрыска указанные параметры приводят к исходным значениям.
Цель достигается также тем, что в литьевой форме, содержащей подвижную и неподвижную полуформы с системами обогрева, оформляющие гнезда, плиту выталкивания, теплоизолированный от остальных частей формы литниковый блок с независимой системой, размещенной у поверхности литниковых каналов, систему контроля и регулирования температуры, согласно изобретению система обогрева выполнена в виде комплекта автономных омических нагревательных элементов из углерод-углеродной композиции, а литниковый блок снабжен системой охлаждения поверхности литниковых каналов.
Следует отметить, что только нагревательные элементы из углерод-углеродной композиции позволяют обеспечить необходимую скорость нагрева каналов литниковой системы и тем самым реализовать предлагаемый способ, с помощью которого возможна реализация режима нагрева реактопласта, при котором каждая вошедшая в оформляющие полости формы доза материала имеет время жизнеспособности, равное времени от момента попадания этой дозы в оформляющие полости формы до момента окончания их заполнения, что позволяет получать изделия, отвержденные одновременно по всему сечению, к моменту завершения впрыска, что повышает качество изделий и производительностю, которая повышается за счет исключения из цикла времени выдержки изделия под давлением и ускоренного приведения литникового блока в состояние, когда его температурное поле соответствует начальному значению цикла изготовления изделия, то есть принудительного охлаждения от максимального до минимального значения температуры участков литниковых каналов блока за время раскрытия формы, удаления изделия и смыкания формы.
Изобретением предусмотрено выполнение системы охлаждения в виде установленных на плите выталкивания источника хладагента и пучков волокон из углерод-углеродной композиции, одни торцы которых закреплены у поверхности литниковых каналов, а другие расположены с возможностью периодического взаимодействия с источником хладагента.
Следует отметить, что углерод-углеродные волокна обладают анизотропной теплопроводностью, которая по оси волокна в четыре и более раз выше, чем перпендикулярно ей. Это позволяет охлаждать поверхность литниковых каналов литникового блока до первоначальной температуры быстрее за время выталкивания изделия и смыкания формы, что повышает надежность работы формы за счет исключения возможности заклинивания литников отливки при температурной усадке каналов литникового блока.
Предлагаемым изобретением предусмотрено также выполнение литьевой формы с системой контроля и регулировки температуры, содержащей узел управления, соединенный с матричным дешифратором, ко входу которого подключены термопары формы, а к выходу измерительный усилитель, соединенный посредством блока коррекции с нагревательными элементами системы обогрева, причем матричный дешифратор выполнен в виде двух линейных дешифраторов, выходы одного из которых подключены к входу инверторов, соединенных с горизонтальными шинами, а выходы другого с вертикальными шинами, схемы совпадения выполнены в виде соединенного с термопарами герконового реле, транзистора, соединенного эмиттером с вертикальной шиной, а базой через резистор подключенного к горизонтальной шине, причем количество термопар в форме равно количеству автономных нагревательных элементов.
Такая конструкция схемы контроля и регулировки температуры позволяет реализовать динамический режим нагрева реактопласта с высокой степенью точности за счет наивысшей из всех известных систем скорости опроса термопар, что позволяет стабилизировать и повысить качество готовых изделий, а также снизить энергоемкость за счет того, что при работе данной системы в любой период времени ток потребляет только одна схема совпадения.
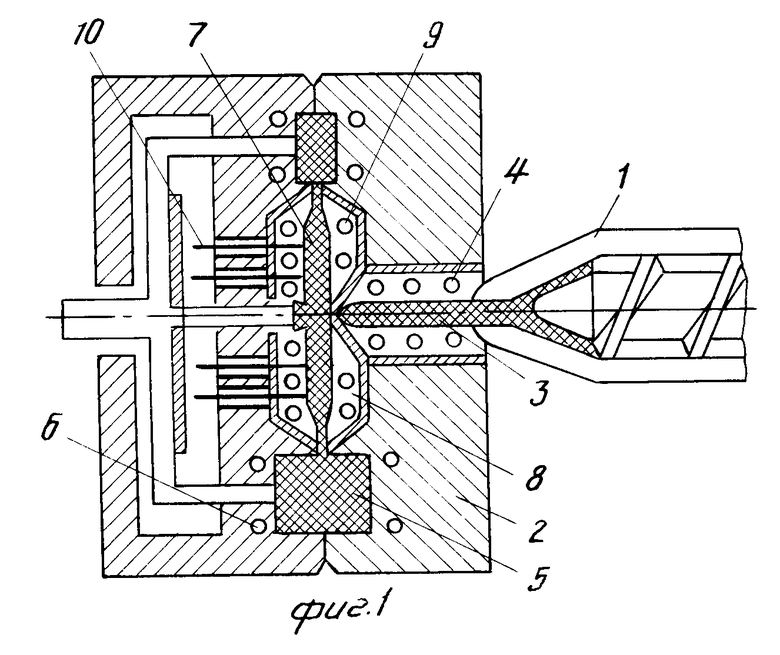
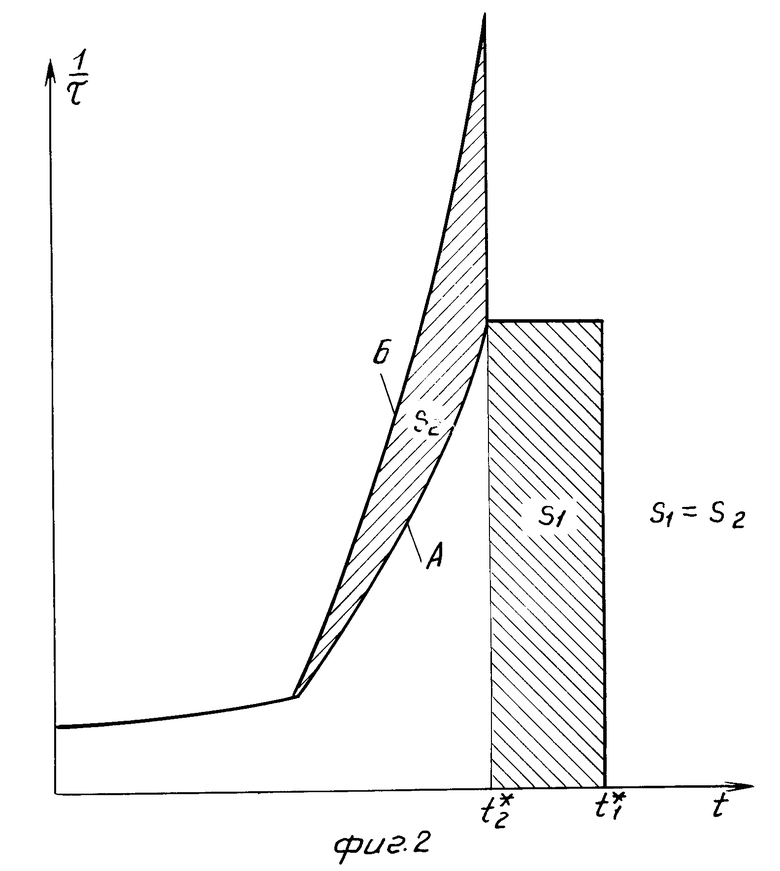
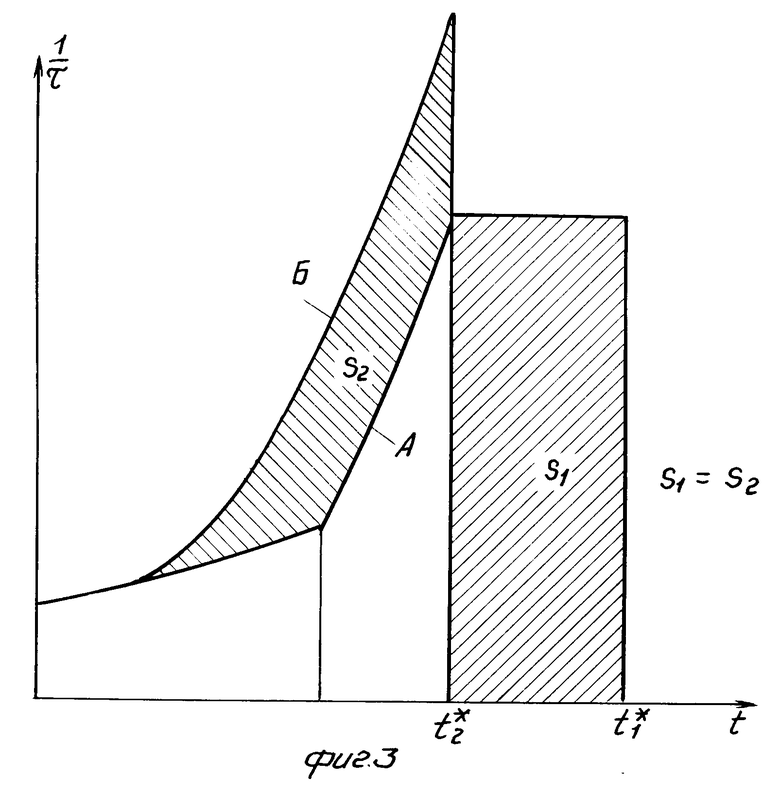
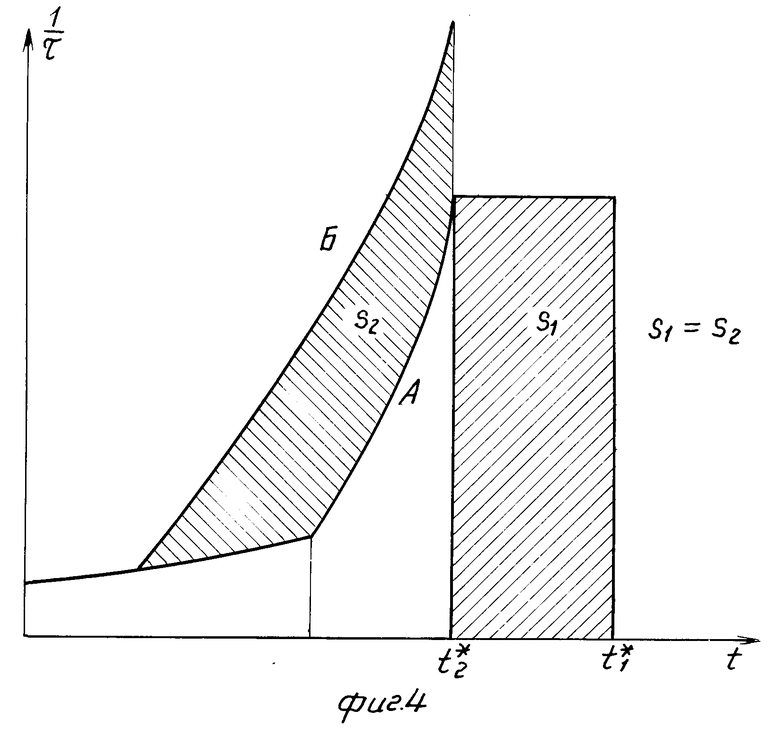
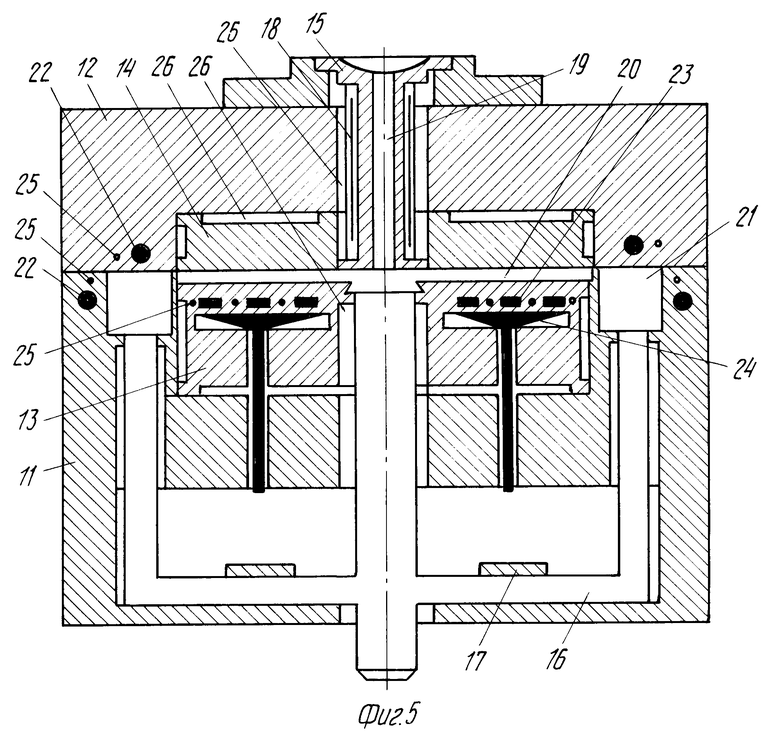
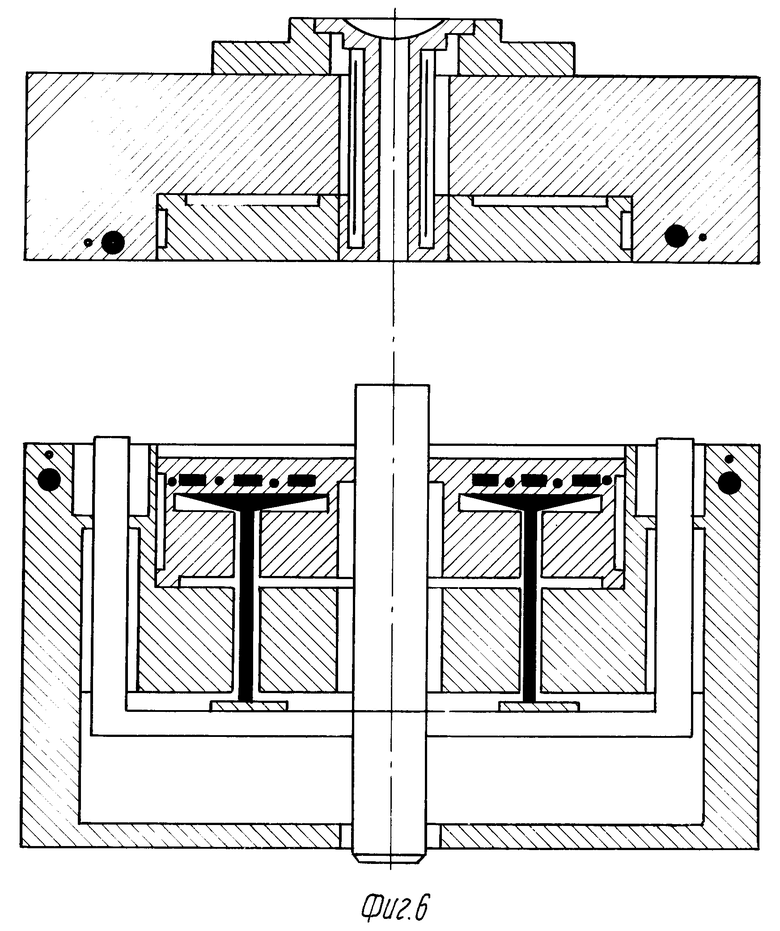
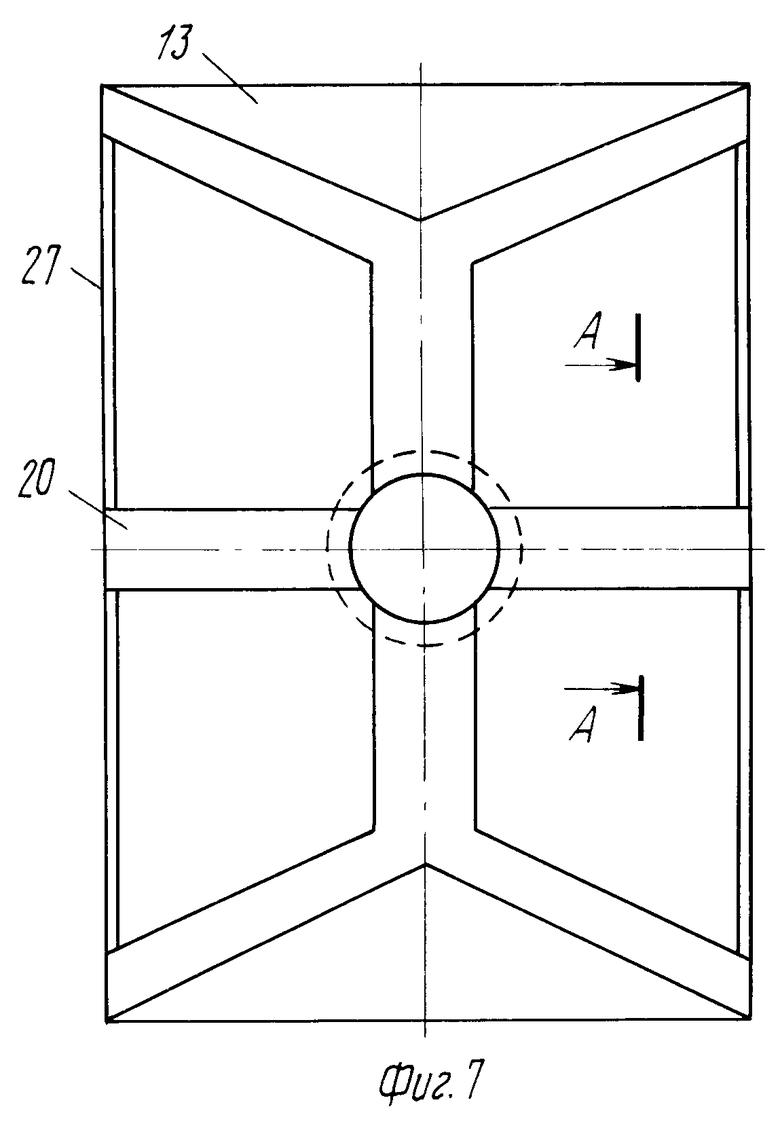
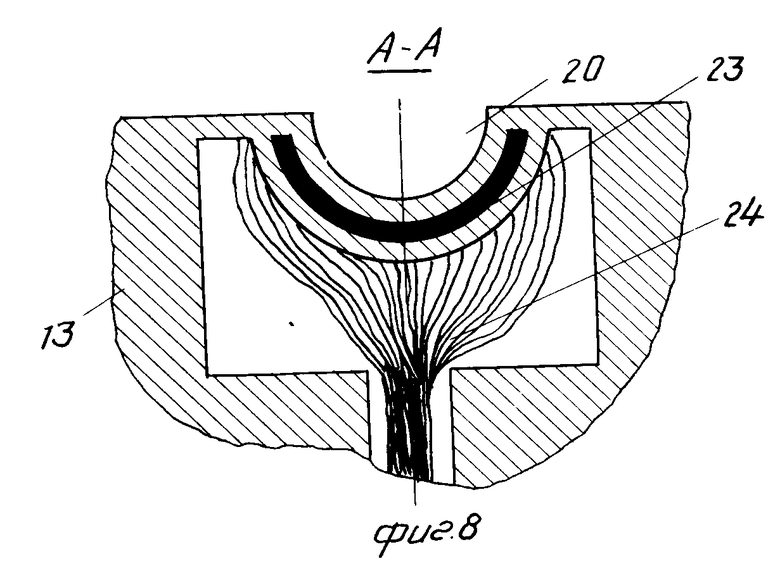
На фиг. 1 представлена схема осуществления способа; на фиг.2 график определения времени жизнеспособности реактопласта для первой и последней элементарных доз, вошедших в оформляющие полости формы, при динамическом увеличении температуры участка литникового канала, нагретого выше температуры оформляющих полостей формы; на фиг.3 то же, при динамическом увеличении длины этого участка; на фиг.4 то же, при одновременном динамическом увеличении длины и температуры этого участка; на фиг.5 разрез литьевой формы в сомкнутом состоянии; на фиг.6 то же, в разомкнутом состоянии; на фиг.7 литниковый блок, вид в плане; на фиг.8 разрез А-А на фиг.7; на фиг.9 блок-схема системы контроля и регулировки температуры; на фиг.10 схема матричного дешифратора; на фиг. 11 схема блока управления; на фиг.12 схема совпадения матричного дешифратора.
На схеме фиг. 1 представлены литьевая машина 1 и форма 2, содержащая литниковые каналы 3, нагретые до температуры пластикации элементами (нагревателями) 4, оформляющие полости 5, обогреваемые элементами (нагревателями) 6, литниковые каналы 7, расположенные в теплоизолированном блоке 8, в котором установлены автономные нагревательные элементы (нагреватели) 9 и система 10 охлаждения.
Способ осуществляют следующим образом.
Пластицированный при заданной температуре в литьевой машине 1 материал впрыскивают через каналы 3 и 7 в оформляющие полости 5 формы 2. При этом нагревателями 4 поддерживают температуру материала в канале 3 равной температуре пластикации, что позволяет использовать этот материал после завершения впрыска при следующем цикле формования, нагревателями 6 поддерживают заданную температуру оформляющих полостей 5 формы 2, обеспечивающую отверждение в них изделий. Каналы 7 литникового блока 8 нагреты элементами 9 до заданной температуры на некотором участке, примыкающем к полостям 5, выше их температуры, на остальной части не ниже температуры пластикации. За время впрыска, изменяя мощность, подаваемую на нагреватели 9, температуру и/или длину участка, нагретого выше температуры оформляющих полостей 5 формы 2, увеличивают таким образом, чтобы время жизнеспособности каждой элементарной дозы материала, вошедшей в оформляющие полости 5 формы 2, определенное по модифицированному критерию Бейли
I(τ)  1
1
(1) где τ время жизнеспособности материала в условиях постоянной температуры, с;
t* время жизнеспособности материала при режиме изменения температуры T(t), с, было равно времени от момента попадания в оформляющие полости формы до момента завершения впрыска. Это позволяет получать изделия, отвержденные к моменту завершения впрыска одновременно по всему объему отливки. После этого форму раскрывают, извлекая готовое изделие, а системой 10 охлаждения доводят температуру канала 7 до первоначального значения, затем форму 2 смыкают, и цикл повторяется.
Указанная последовательность операций позволяет исключить время выдержки изделия под давлением, за счет чего повысить производительность, а также повысить качество изделий за счет одновременного отверждения материала во всем объеме полостей формы, что исключает образование брака по дефектам формы.
Достижение эффекта выравнивания времени жизнеспособности изображено в виде графических решений уравнения (1) на фиг.2, 3 и 4 для каждого возможного варианта, а именно для динамического изменения температуры при неизменной длине участка, нагретого выше температуры оформляющих полостей формы, для динамического изменения длины этого участка при постоянной температуре и для одновременного динамического изменения длины и температуры этого участка соответственно. На каждом графике кривая А характеризует режим нагрева первой элементарной дозы материала, вошедшей в оформляющие полости формы, а кривая Б для последней. Несовпадающие интегральные площади S1 и S2 в любом случае равны. Кривые нагрева остальных доз материала будут находиться между кривыми А и Б и образовывать сплошное поле.
П р и м е р 1. Литьевой фенопласт марки ГЛФ пластифицируют в литьевой машине при температуре 108оС и впрыскивают за 5,1 с в оформляющие полости формы для изготовления изделий "диск для стандартных испытаний". Температуру каналов литникового блока за время впрыска при неизменной длине перегретого участка повышают со 190 до 235оС, температуру остальных участков поддерживают равной 108оС, температуру оформляющих полостей формы равной 185оС. Время жизнеспособности каждой элементарной дозы материала при неизменной длине перегретого участка определяют графически аналогично графику на фиг.2. После завершения впрыска форму раскрывают и удаляют готовое изделие, после чего форму смыкают. За время размыкания, удаления изделия и смыкания формы температуру перегретого участка снижают с 235 до 190оС, затем цикл повторяется. Получены изделия без дефектов.
П р и м е р 2. Аминопласт КФА-4ЛГ пластицируют в литьевой машине при температуре 95оС и впрыскивают за 9 с в оформляющие полости формы для изготовления изделий "корпус пускателя". Температура каналов литникового блока на 65% от общей длины со стороны, примыкающей к оформляющим полостям формы, на момент начала впрыска составляет 169оС, на остальной длине каналы литникового блока нагреты так же, как и остальные литниковые каналы до 95оС. Температура оформляющих гнезд формы равна 155оС. За время впрыска длину участка канала литникового блока, нагретого до 169оС, увеличивают до 100% После впрыска форму раскрывают, удаляют изделия и смыкают форму. За это время длину участка канала литникового блока, нагретого до 169оС, уменьшают до исходной величины. Время жизнеспособности каждой элементарной дозы материала при увеличении длины перегретого участка и неизменной его температуре определяют графически аналогично графику на фиг.3. Получены изделия без дефектов.
П р и м е р 3. Литьевой фенопласт марки 020-210-75 пластифицируют в литьевой машине при температуре 120оС и впрыскивают за 2,8 с в оформляющие полости формы для изготовления изделий "вкладыш. Температура каналов литникового блока на 44% от общей длины со стороны, примыкающей к гнездам формы, составляет 195оС, на остальной длине каналов 120оС. Температура оформляющих гнезд формы равна 185оС. За время впрыска температуру перегретых участков каналов литникового блока увеличивают до 250оС с одновременным увеличением длины перегретого участка до 100% длины каналов литникового блока. После завершения впрыска форму раскрывают. За время раскрытия формы, удаления изделия и смыкания формы значения температуры и длины перегретого участка каналов литникового блока приводят в первоначальное состояние. Время жизнеспособности каждой элементарной дозы материала при увеличении температуры и длины перегретого участка определяют графически аналогично графику на фиг.4. Получены изделия без дефектов.
Форма для реализации способа (фиг.5-8) содержит подвижную 11 и неподвижную 12 полуформы, в которых закреплены литниковый блок 13 и его крышка 14 соответственно. В неподвижной полуформе 12 смонтирована центральная литниковая втулка 15, а в подвижной полуформе 11 смонтирована плита 16 выталкивания с закрепленным на ней источником 17 хладагента. Центральная литниковая втулка 15 снабжена нагревателем 18 и выполнена с центральным литниковым каналом 19, сообщенным через каналы 20 литникового блока 13 с оформляющими полостями 21, выполненными в подвижной полуформе 11. Полуформы 11 и 12 снабжены нагревателями 22, а литниковый блок 13 комплектом автономных омических нагревателей 23 из углерод-углеродной композиции и системой охлаждения, выполненной в виде пучков 24 из углерод-углеродных волокон, торцом закрепленных у поверхности литниковых каналов 20, а другим торцом с возможностью взаимодействия с источником 17 хладагента при раскрытии формы. В полуформах 11 и 12, блоке 13 и втулке 15 установлены термопары 25, число которых равно числу независимых нагревательных элементов (нагревателей) 18, 22 и 23. Литниковый блок 13 с крышкой 14 и центральная литниковая втулка 15 выполнены теплоизолированными от остальных частей формы, например, воздушными зазорами 26. На поверхности литникового блока 13 выполнены выпары 27 для удаления влаги и летучих, выделяющихся при разогреве перерабатываемого реактопласта.
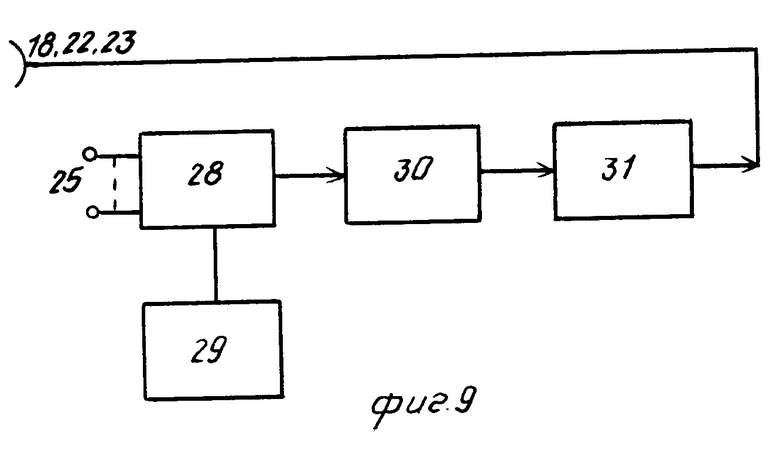
Термопары 25 соединены (фиг.9) со входом матричного дешифратора 28, соединенного с узлом 29 управления и измерительным усилителем 30, выход которого соединен через блок 31 коррекции с нагревательными элементами 18, 22 и 23. Все перечисленное выше составляет вместе систему контроля и регулировки температуры.
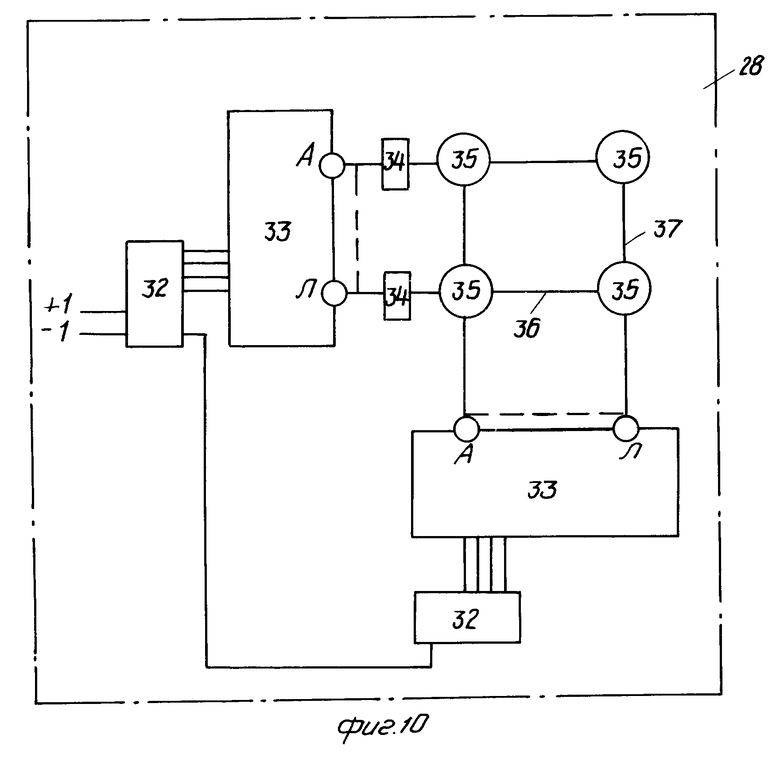
Электронный матричный дешифратор 28 содержит два реверсивных двоично-десятичных счетчика 32, соединенных последовательно, два соединенных с ними линейных дешифратора 33, инверторы 34 и схема 35 совпадения, установленные на пересечении горизонтальных шин 36, к которым через инверторы 34 подсоединены выходы одного из линейных дешифраторов 33, с вертикальной шиной 37, к которой подсоединены выходы второго линейного дешифратора 33.
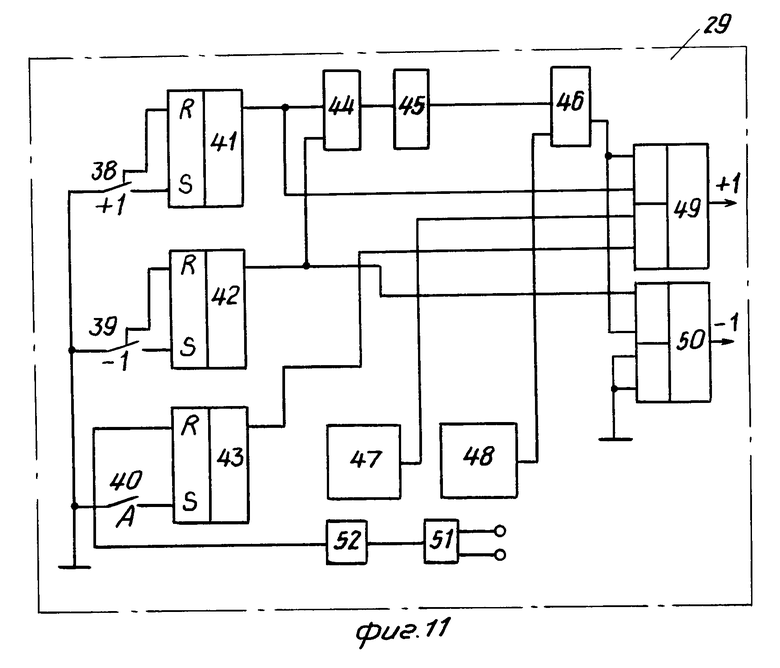
Узел 29 управления матричного дешифратора 28 содержит (фиг.11) кнопку "+1" 38, кнопку "-1" 39, кнопку "А" 40, RS-триггеры 41, 42 и 43, элемент ИЛИ 44, элемент 45 задержки, элемент 2И-НЕ 46, генераторы 47 и 48 тактовых импульсов, элементы 2И-2ИЛИ-НЕ 49 и 50, элемент 2И-НЕ 51 и инвертор 52.
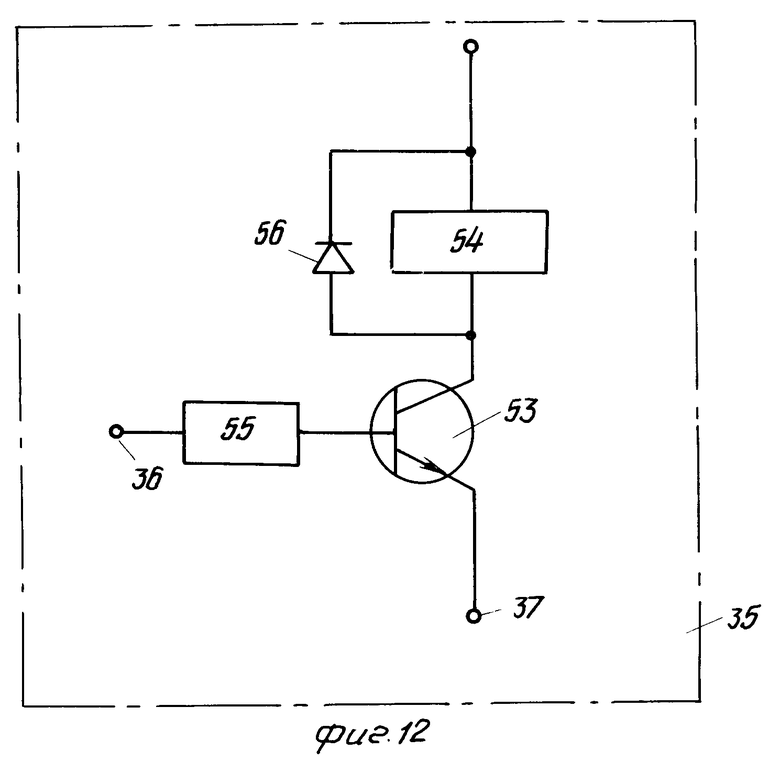
Схема 35 совпадения представляет собой (фиг. 12) транзисторный ключ (транзистор) 53, нагрузкой которого является обмотка герконового реле 54, включенного в цепь коллектора, эмиттер транзистора 53 подключен к вертикальной шине 37, а база через резистор 55 соединена с горизонтальной шиной 36. Диод 56 предназначен для защиты транзистора 53 от ЭДС самоиндукции реле 54, которое выполнено с током срабатывания меньше, чем ток второго линейного дешифратора 33 при нулевом потенциале.
Устройство работает следующим образом.
Пластицированный в литьевой машине (не показана) реактопласт впрыскивают через канал 19 центральной литниковой втулки 15, нагретый элементом 18 до температуры пластикации, каналы 20 литникового блока 13, прогреваемые выше температуры оформляющих полостей 21 комплектом автономных омических нагревателей 23 из углерод-углеродной композиции, обладающей малой инерцией разогрева при увеличении температуры и/или длины перегретого участка за время впрыска, в обогреваемые элементами 22 оформляющие полости 21, к моменту заполнения которых изделие отверждается. После завершения впрыска форму раскрывают, отводя подвижную полуформу 11 совместно с блоком 13 от неподвижной полуформы 12 и крышки 14 литникового блока. При этом плита 16 выталкивания совместно с источником 17 хладагента перемещается внутрь подвижной полуформы 11, осуществляя выталкивание готовых изделий из полостей 21 и литников из каналов 20. Источник 17 хладагента взаимодействует с торцами пучков 24 из углерод-углеродных волокон, закрепленных противоположными торцами у поверхности каналов 20, которые за счет ярко выраженной анизотропии теплопроводности восстанавливают температурный режим каналов 20, охлаждая их до первоначального значения температуры за время выталкивания изделий и смыкания формы, препятствуя диссипации тепловой энергии в литниковом блоке 13, после чего форму смыкают, и цикл повторяется.
Контроль температурного режима осуществляют путем скоростного опроса термопар 25 дешифратором 28, сигнал которого через измерительный усилитель 30 поступает в блок 31 коррекции, в котором вырабатывается управляющий сигнал, передаваемый нагревателями 18, 22 и 23, которые осуществляют регулировку температуры канала 19 центральной литниковой втулки 15, оформляющих полостей формы 21 и каналов 20 литникового блока 13.
Узел 29 управления матричного дешифратора 28 системы контроля и регулирования температуры работает следующим образом.
В ручном режиме контроля при кратковременном нажатии кнопки "+1" 38 RS-триггер 41 вырабатывает импульс, который поступает на вход элемента 2И-2ИЛИ-НЕ 49 и через него на вход "+1" реверсивного счетчика 32 матричного дешифратора 28. Состояние счетчика 32 изменяется увеличением на единицу. При длительном нажатии кнопки "+1" 38 через некоторое время сигнал с элемента ИЛИ 44 и элемента 45 поступит в элемент 2И-НЕ 46, разрешит прохождение тактовых импульсов с генератора 48 на вход "+1" матричного дешифратора 28 через элемент 2И-2ИЛИ-НЕ 49 и будет увеличивать по единице состояние счетчика 32, причем количественно это увеличение будет зависеть от времени нажатия кнопки "+1" 38.
При нажатии кнопки "-1" 39 RS-триггер 42 аналогичным образом будет передавать сигнал через элемент 2И-2ИЛИ-НЕ 50 на вход "-1" счетчика 32, изменяя его состояние в сторону уменьшения. Состояние счетчиков 32 определяет номер опрашиваемой термопары 25.
В автоматическом режиме опроса термопар 25 нажатием кнопки "А" 40 RS-триггер 43 вводят в единичное состояние, что разрешает проход тактовых импульсов с генератора 47 на вход "+1" матричного дешифратора 28. При переполнении счетчиков 32 сигнал с последовательных выходов счетчиков 32 поступает на элементы 2И-HЕ 51 и инвертор 52 и сбрасывает RS-триггер 43 в нулевое состояние. Схема приходит в первоначальное состояние, когда счетчики 32 находятся в нулевом состоянии, после чего цикл повторяется. Частота импульсов генератора 47 регулируется для изменения скорости опроса термопар 25.
Непрерывная информация от термопар 25 поступает на коммутатор, в котором схемы 35 совпадения по состоянию счетчиков 32 выбирают сигнал, поступающий на вход измерительного усилителя 30, имеющего схему температурной компенсации. Усиленный и компенсированный сигнал поступает с выхода усилителя 30 на вход блока 31 коррекции, который, сравнив полученный сигнал с заданным, вырабатывает управляющий сигнал на изменение мощности тока, подаваемого на соответствующий нагревательный элемент 18, 22 или 23.
Преимуществом этой схемы системы контроля и регулирования температуры является высокая скорость опроса термопар, которая может составить до 56 точек в 1 с, и большое количество опрашиваемых точек (до 256). Эта схема упрощена по сравнению с известными, так как транзистор схемы совпадения одновременно является и узлом совпадения, и ключом. Кроме того, при произвольном выборе номера опрашиваемого канала работает только одна схема совпадения, что позволяет снизить энергоемкость системы контроля и регулирования температуры.
Использование предлагаемых способа и устройства позволяет повысить производительность и качество изделий, а устройство позволяет дополнительно повысить надежность и снизить энергоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1995 |
|
RU2099190C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 1989 |
|
RU2072304C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для исследования формуемости полимерных материалов | 1983 |
|
SU1150091A1 |
Использование: при изготовлении изделий из реактопластов. Сущность изобретения: способ изготовления изделий из реактопластов включает пластикацию материала и впрыск его через обогреваемые литниковые каналы, которые содержат участки, нагретые выше температуры оформляющих плоскостей формы, в обогреваемые оформляющие плоскости. Причем за время впрыска температуру и/или длину нагретых выше температуры оформляющих полостей формы участков литниковых каналов увеличивают, а по окончании впрыска указанные параметры приводят к исходным значениям. Форма для осуществления этого способа содержит подвижную и неподвижную полуформы с системами обогрева, оформляющие гнезда, теплоизолированный от остальных частей формы литниковый блок с независимой системой обогрева в виде комплекта автономных омических нагревательных элементов из углерод-углеродной композиции и системой охлаждения. 2 с. и 2 з.п. ф-лы, 12 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4540541, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
