Изобретение относится к машиностроению, преимущественно к технологии изготовления пресс-форм, работающих в условиях интенсивного абразивного износа, и может быть использовано при изготовлении пресс-форм, например, для штамповки силикатных изделий.
Известен способ производства пресс-форм, включающий изготовление их из углеродистой стали и двустороннее плакирование легированными сталями.
Известен также способ производства пресс-форм, заключающийся в изготовлении их из стали 20Х и упрочнение самофлюсующимися твердыми сплавами типа СНГН и ПГ - ХН80СР4.
Наиболее близким к предлагаемому по технической сути и достигаемому результату является способ химико-термической обработки пресс-форм из среднеуглеродистых сталей, включающий цементацию при температуре 900...950оС, объемную закалку с температуры 800...820оС и низкотемпературный отпуск.
Недостатками данного способа являются небольшая глубина упрочненного слоя, неравномерное (сеточное) расположение карбидов при недостаточном их количестве.
Цель изобретения - повышение эксплуатационной долговечности.
Цель достигается тем, что в способе химико-термической обработки пресс-форм, включающем цементацию, закалку и низкотемпературный отпуск, цементацию проводят при плавном понижении температуры от 1050 до 820оС со скоростью 15-20 град/ч.
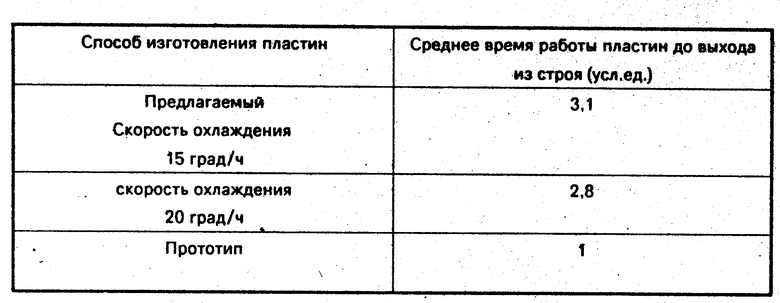
Согласно предлагаемому способу пластины изготавливают из стали 40 и подвергают цементации. Цементацию проводят в древесно-угольном карбюризаторе в закрытых цементационных ящиках с плавным понижением температуры от 1050 до 820оС со скоростью 15-20 град/ч. После цементации пластины подвергают объемной закалке при температуре 800±10оС и отпуску при 180±10оС в течение 2 ч.
Испытания проводились прессованием силикатного кирпича из стандартной известково-песчаной смеси на механическом прессе Р-152. Результаты сравнительных испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ КРЕМНИСТЫХ СТАЛЕЙ | 1991 |
|
RU2016137C1 |
| Способ упрочнения деталей из титановых сплавов | 1988 |
|
SU1534094A1 |
| Способ химико-термической обработки деталей из низкоуглеродистых легированных сталей | 1990 |
|
SU1786181A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1987 |
|
SU1544824A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1987 |
|
SU1534073A1 |
| Способ изготовления износостойких изделий из порошковых материалов на основе железа | 1989 |
|
SU1675373A1 |
| Способ изготовления спеченных изделий на основе железа | 1982 |
|
SU1079360A1 |
| Инструмент ударного действия | 1989 |
|
SU1662829A1 |
| Породоразрушающий элемент | 1989 |
|
SU1653946A1 |
| Способ комбинированной обработки стальных деталей | 1980 |
|
SU907074A1 |
Использование: в машиностроении и других отраслях промышленности. Сущность изобретения состоит в том, что элементы пресс-форм подвергают цементации при плавном понижении температуры от 1050 до 820°С со скоростью 15 - 20 град/ч. , после чего закаливают и проводят низкотемпературный отпуск. Обработка пресс-форм по предлагаемому способу обеспечивает повышение их эксплуатационной стойкости. 1 табл.
СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭЛЕМЕНТОВ ПРЕСС-ФОРМ, включающий цементацию, закалку и низкотемпературный отпуск, отличающийся тем, что, с целью повышения эксплуатационной долговечности, цементацию проводят при плавном понижении температуры от 1050 до 820oС со скоростью 15 - 20 град. /ч.
| Защитные покрытия на металлах | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
