Изобретение относится к порошковой металлургии, в частности к способам изготовления износостойких в условиях абразивной эрозии, изделий из порошковых сталей, например пустотообразователей силикатного кирпича, распылителей мазутных форсунок и других деталей, применяющихся в машиностроении, энергетике и строительной индустрии.
Целью изобретения является повышение износостойкости при абразивной эроэии при одновременном сокращении длительности технологического цикла.
Это достигается тем, что в способе, включающем приготовление шихты, прессование, спекание, повторное прессование, первичную цементацию, повторное спекание, повторную цементацию закалку и от - пуск операции, первичную цементацию, повторное спекание и повторную цементацию проводят в восстановительной газовой среде, при этом первичную цементацию
осуществляют в углеродсодержащей саже- образующей атмосфере в течение 0,4 - 2,0 ч при температуре образования железоуглеродистой эвтектики, повторное спекание - в безуглеродистой атмосфере при температуре на 450 - 600° С ниже температуры первичной цементации, а вторичную цементацию - в безсажистой углеродсодержащей атмосфере в течение 4 - 7 ч.
Способ осуществляют следующим образом.
Изготавливают шихту из порошковых материалов на основе железа, из которой прессуют заготовки, после чего их спекают для получения металлического контакта между порошковыми частицами и повторно прессуют для получения высокоплотных заготовок. В дальнейшем заготовки подвергают первичной цементации в газовой углеродсодержащей сажеобразующей атмосфере в течение 0,4 - 2,0 ч при температуре образования железоуглеродистой эвтектики.
Выдержка заготовок внутри указанных временных пределов позволяет получить заготовки из порошковых материалов на основе железа с равномерно расположенными на их поверхности износостойкими оплавленными карбидными включениями при уменьшении продолжительности первичной цементации.
Затем производят повторное спекание цементированных заготовок в восстановительной безуглеродистой газовой атмосфере при температуре на 450 - 600° С ниже температуры первичной цементации в течение 0,5 - 1 ч. Проведение повторного спека- ния цементированных заготовок в указанных температурно-временных интервалах обеспечивает достаточно высокую диффузионную подвижность углерода в железе. Вследствие сравнительно высокой диффузионной подвижности углерода при одновременной низкой скорости диффузии железа происходит перераспределение углерода в зоне оплавленных карбидов, при- водящее к изменению их формы с многоугольной до более износостойкой округлой формы. При этом из-за весьма низкой диффузионной подвижности атомов железа в указанных температурно-временных интервалах не происходит образование грубой цементитной сетки, снижающей абразивную износостойкость изделий. К тому же процесс образования грубой цементитной сетки на стадии промежуточного спекания подавляется из-за наличия восстановительной безуглеродистой атмосферы, например диссоциированного аммиака или водорода.
Проведение повторного спекания внутри указанного временного интервала обеспечивает повышение абразивной износостойкости изделий при рациональной продолжительно5 сти технологической операции.
Далее заготовки подвергают вторичной цементации в безсажистой углеродсодержащей атмосфере в течение 4 - 7 ч.
Наличие безсажистой углеродсодержа0 щей атмосферы интенсифицирует процесс вторичной цементации, та как улучшает адсорбцию и последующую абсорбцию углерода порошковыми материалами на основе железа. Это приводит к получению качест15 венных цементированных слоев с повышенной износостойкостью в условиях абразивного износа.
Проведение вторичной цементации внутри указанных временных пределов по0 зволяет получить износостойкие поверхности порошковых заготовок, оптимально отвечающие правилу Шарли: мелкодисперсные карбиды вторичной цементации окружают крупные оплавленные карбидные
5 части, полученные на операции первичной цементации.
Пример 1 (по известному способу). Образцы, изготовленные по известному способу, имеют химический состав, аналогичный
0 химическому составу заготовок, приведенных в примерах 2 - 4. Из приготовленной шихты прессуют, спекают, повторно прессуют образцы по технологическим режимам, аналогичным приведенным в примерах 2-4. Затем
5 заготовки подвергают цементации в твердом карбюризаторе в течение 4 ч. промежуточному спеканию при 1100° С в течение 1 ч, повторной цементации в твердом карбюризаторе в течение 9 ч. Закалку и отпуск про0 водят по режимам, аналогичным режимам в примерах 2-4.
Примеры 2-4. Изготавливают шихту для заготовок составных частей изделия пустотообразователь силикатного кирпи5 ча из порошковой композиции состава, мас.%: Сг 9, Fe остальное, путем смешивания в конусном смесителе, прессуют при давлении 600 МПа. спекают при 1280° С в течение 2 ч в атмосфере диссоциированного
0 аммиака, повторно прессуют усилием 1600 МПа. В дальнейшем заготовки подвергают первичной цементации в углеродсодержащей сажеобразующей атмосфере при температуре образования железоуглеродистой
5 эвтектики 1150° С, в течение 0,4 - 2 ч. Заготовки спекают при 550 - 700° С в восстановительной безуглеродистой атмосфере - диссоциированном аммиаке в течение 0.5 - 1 ч и затем подвергают вторичной цемента- ции в безсажистой углеродсодержащей атмосфере при 1050° С в течение 4 - 7 ч закалке (950° С, 1 ч масло) и отпуску (180° С, 2 ч).
После чистовой шлифовки заготовки подвергают испытаниям на абразивную износостойкость, которую проводят на установке известной конструкции Хрущева Х4-Б. Образцы в виде цилиндра истирают торцом об абразивную шкурку, натянутую на плоскую сторону диска диаметром 250 мм, вращающегося со скоростью 60 об/мин.
Сравнительную износостойкость определяют по соотношению величин обычного изнашивания испытываемого материала и эталонного материала:
с- ДО -А
ДСх /
где АСэ и рз - потеря массы и плотность эталона:
AGx и р - потеря массы и плотность исследуемого материала.
В качестве эталона применяют сталь 45 в нормализованном состоянии твердостью 2000 МПа.
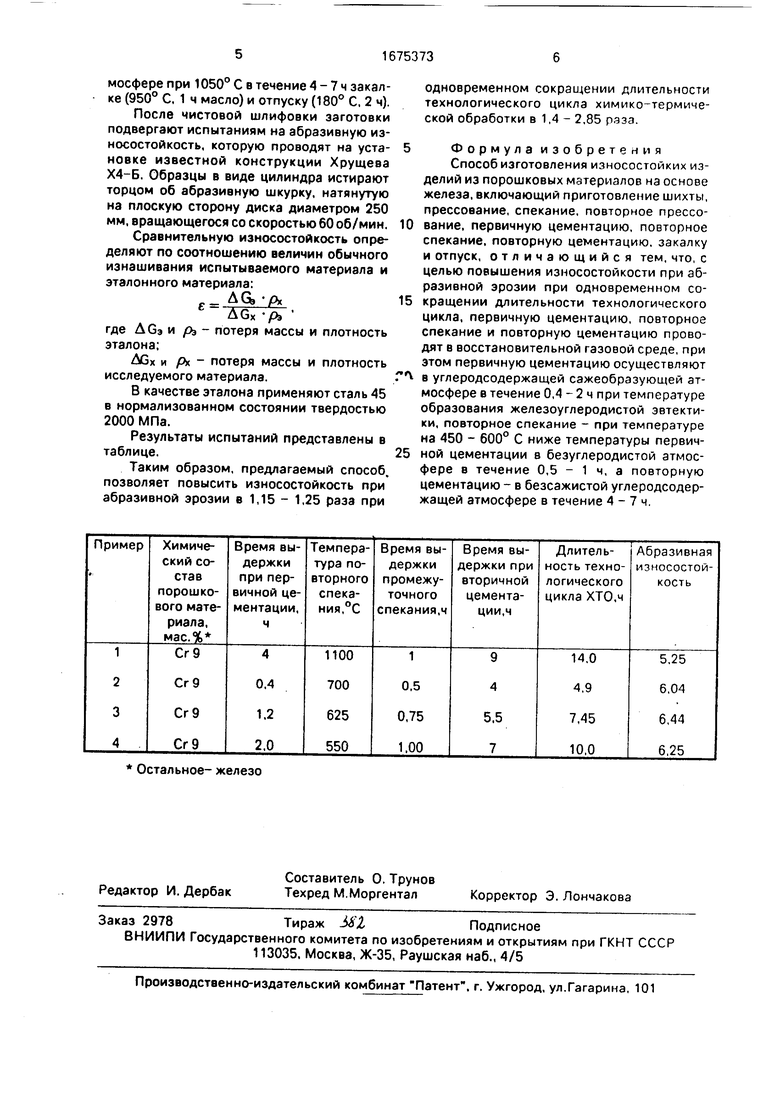
Результаты испытаний представлены в таблице.
Таким образом, предлагаемый способ, позволяет повысить износостойкость при абразивной эрозии в 1,15 - 1,25 раза при
одновременном сокращении длительности технологического цикла химико-термической обработки в 1,4 - 2,85 раза.
Формула изобретения
Способ изготовления износостойких изделий из порошковых материалов на основе железа, включающий приготовление шихты, прессование, спекание, повторное прессование, первичную цементацию, повторное спекание, повторную цементацию, закалку и отпуск, отличающийся тем, что, с целью повышения износостойкости при абразивной эрозии при одновременном сокращении длительности технологического цикла, первичную цементацию, повторное спекание и повторную цементацию проводят в восстановительной газовой среде, при этом первичную цементацию осуществляют
в углеродсодержащей сажеобразующей атмосфере в течение 0,4 - 2 ч при температуре образования железоуглеродистой эвтектики, повторное спекание - при температуре на 450 - 600° С ниже температуры первичной цементации в безуглеродистой атмосфере в течение 0,5 - 1 ч, а повторную цементацию - в безсажистой углеродсодержащей атмосфере в течение 4 - 7 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| Способ изготовления спеченных изделий из железохромистых композиций | 1982 |
|
SU1044433A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ХРОМСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2588979C1 |
| Способ получения спеченных изделий из материалов на основе железа | 1982 |
|
SU1119776A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ДЕТАЛЕЙ ИЗ СТАЛЕЙ СО СТРУКТУРОЙ МЕТАСТАБИЛЬНОГО АУСТЕНИТА | 1993 |
|
RU2082558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОПОРИСТЫХ ЗАГОТОВОК ИЗ ПОРОШКОВ ЖЕЛЕЗОНИКЕЛЕВЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ ДАЛЬНЕЙШЕГО ПРОКАТА | 2021 |
|
RU2778705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ЖЕЛЕЗНОЙ ОСНОВЕ | 1993 |
|
RU2051197C1 |
| Способ изготовления спеченныхиздЕлий HA жЕлЕзНОй OCHOBE | 1979 |
|
SU822994A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ФОСФОРСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2012 |
|
RU2494836C1 |
| Способ переработки шламовых отходов легированных сталей | 1988 |
|
SU1538997A1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления износостойких в условиях абразивной эрозии изделий из порошковых сталей, применяющихся в машиностроении, энергетике и строительной индустрии. Цель изобретения - повышение износостойкости при абразивной эрозии при одновременном сокращении длительности технологического цикла химико-термической обработки. Способ включает изготовление шихты, прессование, спекание, повторное прессование, первичную цементацию, повторное спекание, повторную цементацию, закалку и отпуск. Операции первичной цементации,повторного спекания и повторной цементации проводят в восстановительной газовой среде, при этом первичную цементацию осуществляют в углеродсодер- жащей сажеобразующей атмосфере в течение 0,4 - 2,0 ч при температуре образования железоуглеродистой эвтектики, повторное спекание - в безуглеродистой атмосфере при температуре на 450 - 500° С ниже температуры первичной цементации, а вторичную цементацию - в бессажистой уг- леродсодержащей атмосфере в течение 4 - 7 ч. Применение предлагаемого способа позволяет повысить износостойкость при абразивной эрозии в 1,15 - 1,25 раза при одновременном сокращении технологического цикла химико-термической обработки в 1,4 - 2.85 раза. 1 табл. Ё О VI СП СА) XI СО
| Способ изготовления спеченных изделий на основе железа | 1982 |
|
SU1079360A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления спеченных изделий из железохромистых композиций | 1982 |
|
SU1044433A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
