Изобретение относится к области машиностроения, а именно к химико-термической обработке металлов и сплавов, и может быть использовано при борировании стальных деталей.
Известен способ диффузионного борирования деталей, включающий нанесение защитной обмазки и борсодержащего состава на насыщаемую поверхность детали с последующим индукционным нагревом до температуры насыщения и выдержкой при этой температуре.
Однако в индукторе ТВЧ производится нагрев деталей только определенного размера и формы, что значительно сужает технологические возможности способа.
Цель изобретения - интенсификация процесса борирования, повышение износостойкости деталей, а также расширение технологических возможностей способа за счет сокращения времени и обеспечения обработки деталей различной конфигурации.
Предлагаемый способ осуществляют в следующей последовательности. На обрабатываемую деталь наносится борирующий состав, затем деталь помещают в предварительно наведенную электрошлаковую ванну с температурой 1500оС и выдерживают при этой температуре. Электрошлаковая ванна наводится на флюсе на основе флюорита АНФ-6, который при погружении детали в ванну образует шлаковый гарнисаж (корочку), защищающий от размывания обмазку, а также является активатором при насыщении поверхности детали бором.
П р и м е р. Проводят борирование пробивных пуансонов. Материал пуансонов У8А, диаметр 10 мм. На упрочняемую поверхность пуансона наносится борирующая обмазка, состоящая из карбида бора и жидкого стекла (жидкое стекло перемешивается с водой в соотношении 1:5). Далее производится сушка обмазки в сушильном шкафу при 60оС в течение 10 мин или на открытом воздухе при 20оС в течение 30 мин.
После указанной подготовки пуансоны погружают в предварительно наведенную в графитовом тигле с графитовым стержнем электрошлаковую ванну. Ванна наводится на флюсе АНФ-6, состоящем из 70% СаF2 (флюорит) и 30% Al2O3, температура ванны 1500оС.
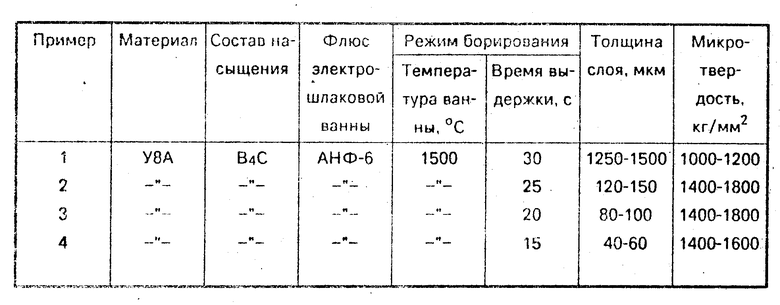
Результаты борирования в зависимости от времени выдержки в расплаве приведены в таблице.
Из таблицы видно, что при выдержке 30 с образовалась композиционная боридная структура, состоящая из высокодисперсных включений боридов Fe2B в более мягкой основе, состоящей из основного металла (У8А).
При выдержке 20 с и ниже образуются сплошные слои боридов (Fe2B) различной толщины с микротвердостью Н100 = 1400-1800 кг/мм2.
Таким образом, процесс борирования значительно сокращается, так как нагрев деталей производится в течение 30-15 с (в прототипе - несколько минут). Кроме того, процесс борирования упрощается за счет исключения предварительного нагрева.
Использование предлагаемого способа получения композиционных и сплошных боридных слоев позволяет упрочнять широкий диапазон деталей различной конфигурации за счет использования соответствующих типоразмеров тиглей, в которых наводится электрошлаковая ванна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ РАСПЛАВА ДЛЯ БОРИРОВАНИЯ | 2001 |
|
RU2215060C2 |
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ химико-термической обработки стальных изделий | 1989 |
|
SU1659527A1 |
| РАСПЛАВ ДЛЯ ЖИДКОСТНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
RU2007498C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| Способ химико-термической обработки | 1981 |
|
SU1006534A1 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
Сущность способа: на поверхность детали наносят боросодержащую обмазку, после чего проводят диффузионные борирование в расплаве электрошлаковой ванны, наведенной на флюсе АНФ-6, при 1500°С. 1 табл.
СПОСОБ ДИФФУЗИОННОГО БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ, включающий нанесение борсодержащей обмазки на поверхность детали и последующую диффузионную выдержку при температуре насыщения, отличающийся тем, что, с целью интенсификации процесса борирования, повышения износостойкости деталей, а также технологичности способа за счет сокращения времени и обеспечения обработки деталей различной конфигурации, диффузионную выдержку проводят в расплаве электрошлаковой ванны, наведенной на флюсе АНФ-6 при 1500oС.
| И.Н.Кидин и др | |||
| Электро-химико-термическая обработка металлов и сплавов | |||
| -М.: Металлургия, 1978, с.173. |
