Изобретение относится к обработке металлов давлением и может быть использовано в радиоэлектронике при изготовлении контактов с вращающимся контактным элементом.
Известно устройство для изготовления трубчатых деталей с винтовыми гофрами [1], которое не обеспечивает образования точных винтовых многозаходных канавок высокого качества на тонкостенных трубках с наружным диаметром 1 мм и менее, для создания точной винтовой несамотормозящейся пары с резьбовой частью входящего в трубку стержня.
Поставленная цель достигается тем, что заготовка трубки устанавливается на винт-шаблон соответствующего диаметра и параметров резьбы (винт-шаблон примерно на один шаг длиннее заготовки трубки) и в сборе прижимным винтом воздействуя на совмещенные торцы цилиндрической части винта-шаблона и необрабатываемого конца заготовки по направляющей подаются к установленным под определенным углом и с зазором, равным внутреннему диаметру вдавливаемой на трубке канавки, имеющим необходимую форму профиля вальцовочным роликам, проходя через которые на определенной длине на конце трубки выдавливаются необходимые многозаходные несамотормозящиеся винтовые канавки. Причем профиль канавок подбирается с таким расчетом, чтобы периметр среднего диаметра трубки до формовки был равен или незначительно меньше периметра средней линии сечения с формованными резьбовыми канавками трубки, что исключает возможность выпучивания на участке, где выдавливаются винтовые канавки.
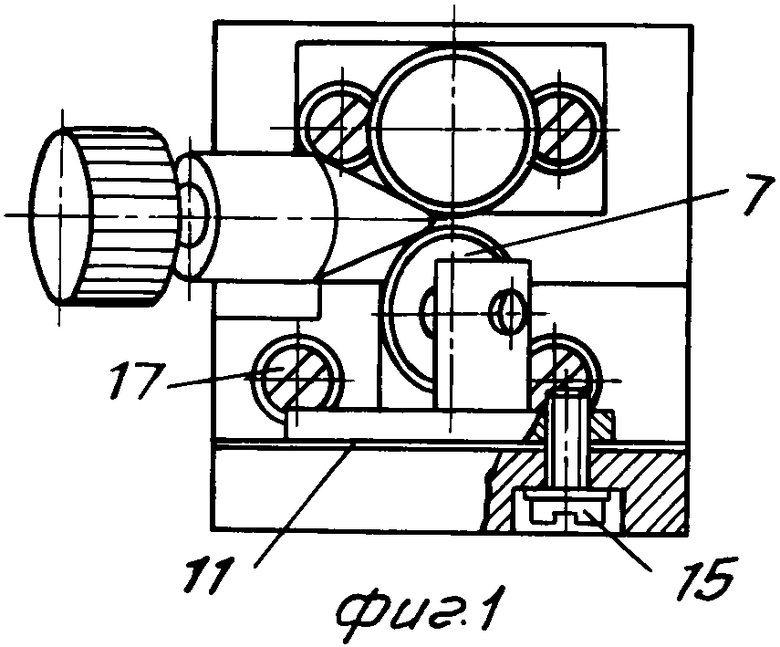
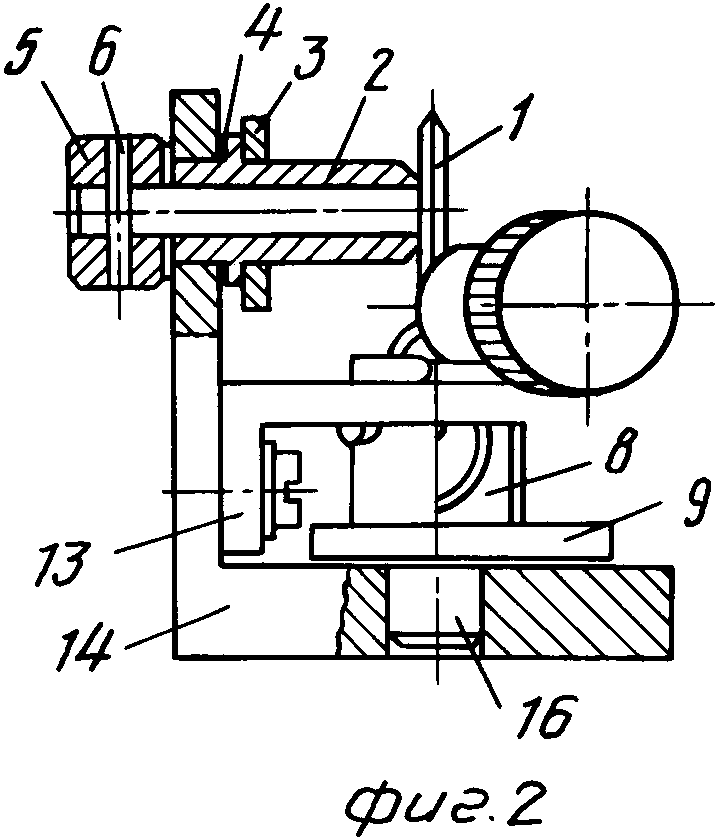
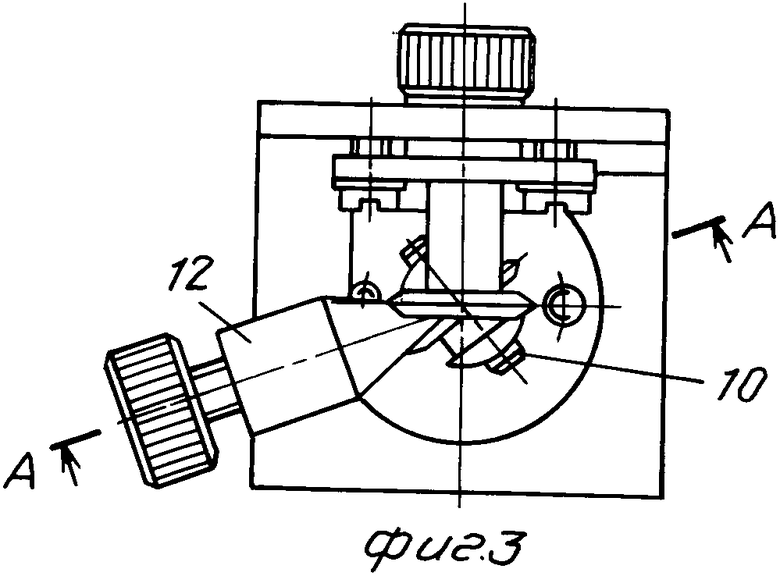
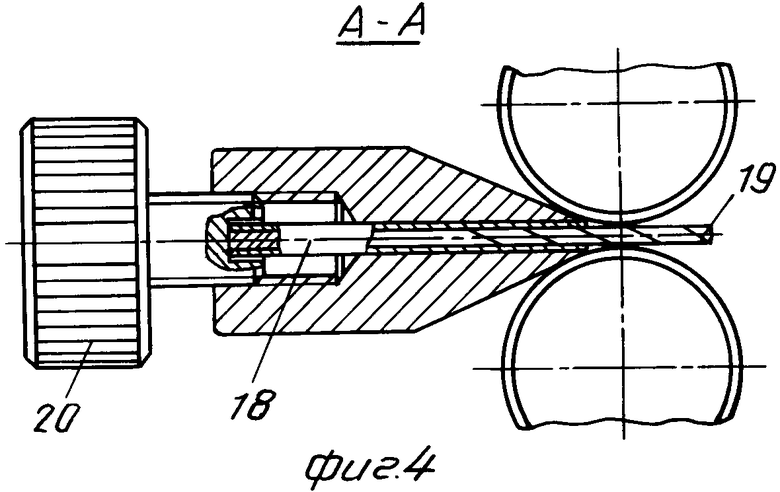
На фиг. 1 изображено устройство для вальцовки винтовых канавок; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, план; на фиг. 4 - разрез А-А на фиг. 3.
Устройство для выдавливания винтовых канавок на малогабаритных тонкостенных металлических трубках содержит ролик 1, установленный в опорной втулке 2, которая крепится фланцем 3, а положение ролика регулируется прокладками 4 и фиксируется ручкой 5, закрепляемой штифтом 6. Второй ролик 7 установлен на стойках 8 фланца 9 и вращается на оси 10. Вертикальное положение оси регулируется прокладками 11.
Направляющая 12 с кронштейном 13 и узлы роликов крепятся к корпусу 14, имеющему форму угольника. Причем фланец 9 крепится при помощи винтов 15, устанавливаемых в концентричные к оси фланца дуговые пазы корпуса и обеспечивающих угловое регулирование ролика 7 относительно ролика 1 вращением шейки 16 фланца в отверстии корпуса. Регулировка направляющей производится посредством перемещения кронштейна с последующей фиксацией винтами 17. Заготовка трубки 18 и винт-шаблон 19 прижимным винтом 20 подаются к роликам для вальцовки канавок.
Выдавливание винтовых канавок на малогабаритных металлических трубках производится в следующей последовательности.
После регулировки взаимного расположения роликов 1, 7 и направляющей 12 в зависимости от диаметра и шага винтовых канавок, выдавливаемых на малогабаритных трубках, заготовка трубки 18 надевается на винт-шаблон 19 и они вместе устанавливаются в отверстие направляющей. Так как винт-шаблон длиннее заготовки примерно на один шаг винта, то при установке в отверстие направляющей концевые канавки шаблона ориентируются так, чтобы в них вошли острые наружные выступы роликов и, совмещая левые торцы заготовки и шаблона (фиг. 4) винтом 20, они вместе подаются вперед и на правом конце трубки, копируя винтовую канавку винта-шаблона выдавливаются винтовые канавки на нужной длине.
Использование предложенного способа и устройства выдавливания винтовых канавок на тонкостенных малогабаритных металлических трубках обеспечивает образование внутренних винтовых канавок с высоким качеством и точностью, надежно взаимодействующих с многозаходным винтом с соответствующими винтовыми выступами. Устройство просто по конструкции и в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контакт | 1987 |
|
SU1540043A1 |
| Способ навивки малогабаритных винтовых цилиндрических пружин | 1990 |
|
SU1830300A1 |
| Способ обвязки проводов жгута гибкой нитью | 1990 |
|
SU1780205A1 |
| Контактное устройство для коммутации измерительной аппаратуры к микросхемам в корпусах с планарными отформованными выводами | 1983 |
|
SU1325383A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2160174C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2165325C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169630C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
Использование: в области радиоэлектроники и приборостроения, например при изготовлении малогабаритных контактов с вращающимся контактным элементом. Цель изобретения - обеспечение возможности вальцовки многозаходных несамотормозящихся винтовых канавок ограниченной длины, упрощение технологии и повышение точности и качества вальцованных канавок. Способ и устройство отличаются тем, что заготовка трубки надевается на винт-шаблон, длина которого превышает длину заготовки на один шаг винта, винт-шаблон имеет цилиндрический и винтовой участки, конец цилиндрической части шаблона и торец заготовки совмещаются и винтовым участком шаблона вперед устанавливаются в направляющую, ориентировав так, чтобы острые выступы вальцовочных роликов попали в винтовые канавки выступающей части шаблона и в этом положении подаются к роликам до соприкосновения конца заготовки с роликами, а дальше прижимным винтом шаблон и заготовка вдавливаются вперед на необходимую для образования винтовых канавок на конце заготовки длину. Вальцовочные ролики имеют профиль, идентичный сечению канавки в перпендикулярной к винтовой канавке плоскости, и установлены под углом величиной в двухкратный угол подъема винтовых канавок и с зазором на величину внутреннего диаметра винтовых канавок. Направляющая ось отверстия, которая проходит через совмещенную вертикальную ось вальцовочных роликов и строго по середине зазора между роликами, наклонена относительно плоскости каждого вальцовочного ролика на величину угла подъема винтовой линии, разделив угол между плоскостями вальцовочных роликов на две равные части. В устройстве предусмотрены все необходимые элементы для регулировки величины зазоров, углового расположения и необходимого совмещения осей. 2 с.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 0 |
|
SU239185A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
