Изобретение относится к области обработки металлов давлением, и, в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформированная материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу устанавливают в трубном отверстии, фиксируют ее от возможного осевого перемещения с последующим закреплением в трубной решетке путем приложения нормального к внутренней поверхности трубы давления, например механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов. - Л.: Судостроение, 1972, 143 с. ).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести неравномерное остаточное давление по длине вальцовочного пояска и, как следствие, относительно низкие служебные характеристики вальцовочных соединений. Для устранения данного недостатка прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика к образующей внутренней поверхности трубы, а значит короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата.
Известен также способ закрепления труб в трубных решетках, включающий установку подготовленной к обработке трубы в разъемную по образующей матрицу, фиксацию трубы от осевого перемещения, размещение в ней ступенчатого пуансона, формирование на внешней поверхности конца трубы кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее на своей поверхности кольцевые канавки прямоугольного поперечного сечения, с совмещением кольцевых выступов трубы с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения к внутренней поверхности трубы сжимающего усилия (RU N 2109589 С1, B 21 D 39/06, 27.04.98)- прототип.
Недостатком известного способа (особенно для трубных пучков ремонтного варианта) является возможность формирования кольцевых выступов с различными внешними диаметрами, например внешний диаметр внутреннего кольцевого выступа может иметь меньшие геометрические размеры, чем внешний диаметр наружного (если рассматривать относительно лицевой поверхности трубной решетки) кольцевого выступа. Последнее приводит к различным механическим свойствам материала трубы по местоположению кольцевых выступов и может влиять на прочностные характеристики вальцовочного соединения.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение равных по внешнему диаметру кольцевых выступов, а следовательно, гарантировал бы повышенные характеристики прочности вальцовочных соединений.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку подготовленной к обработке трубы в разъемную по образующей матрицу, фиксацию трубы от осевого перемещения, размещение в ней ступенчатого пуансона, формирование на внешней поверхности конца трубы кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее на своей поверхности кольцевые канавки прямоугольного поперечного сечения, с совмещением кольцевых выступов трубы с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения к внутренней поверхности трубы сжимающего усилия, согласно изобретению перед формированием кольцевых выступов на трубе образуют кольцевые поперечные жесткости для предотвращения непредсказуемого течения материала трубы в осевом направлении при формировании кольцевых выступов, при этом упомянутые кольцевые жесткости образуют путем локального обжима трубы и последующей необратимой раздачи обжатых участков до исходных геометрических размеров при размещении в ней ступенчатого пуансона.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающих повышенными характеристиками прочности.
Это объясняется тем, что, используя эффект переменной жесткости трубы на длине, подвергаемой осевому сжатию, создают условия более эффективного заполнения материалом трубы свободного объема внутренней кольцевой канавки матрицы. В результате чего имеет место интенсивное упрочнение материала трубы и внешний диаметр внутреннего кольцевого выступа на трубе приобретает размеры, равные размерам внешнего диаметра наружного кольцевого выступа.
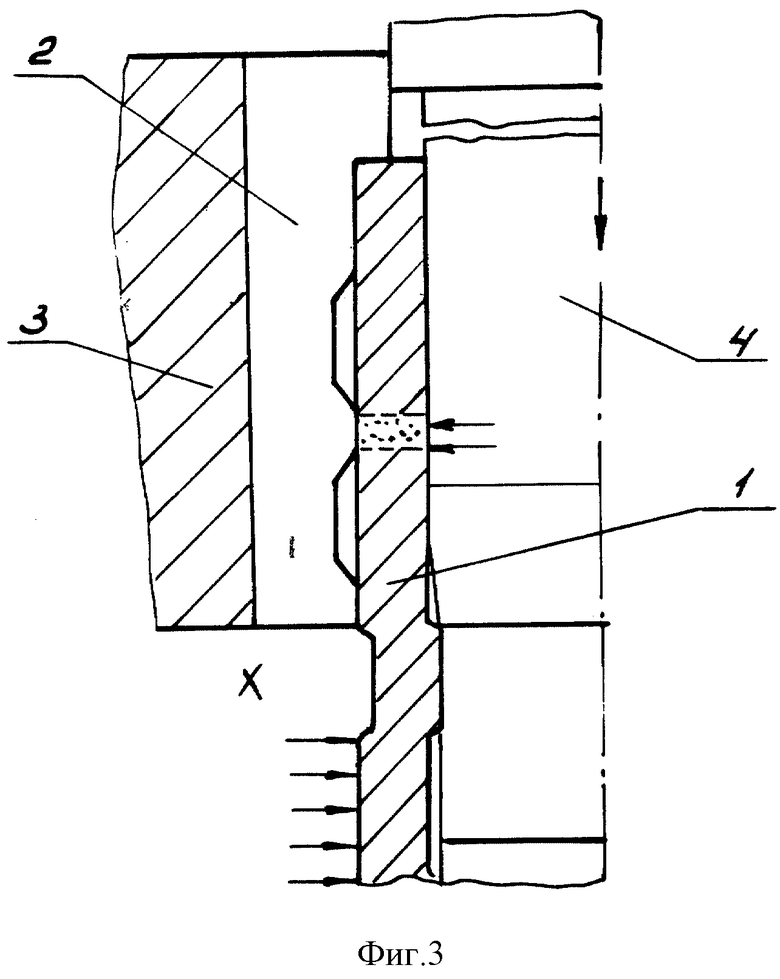
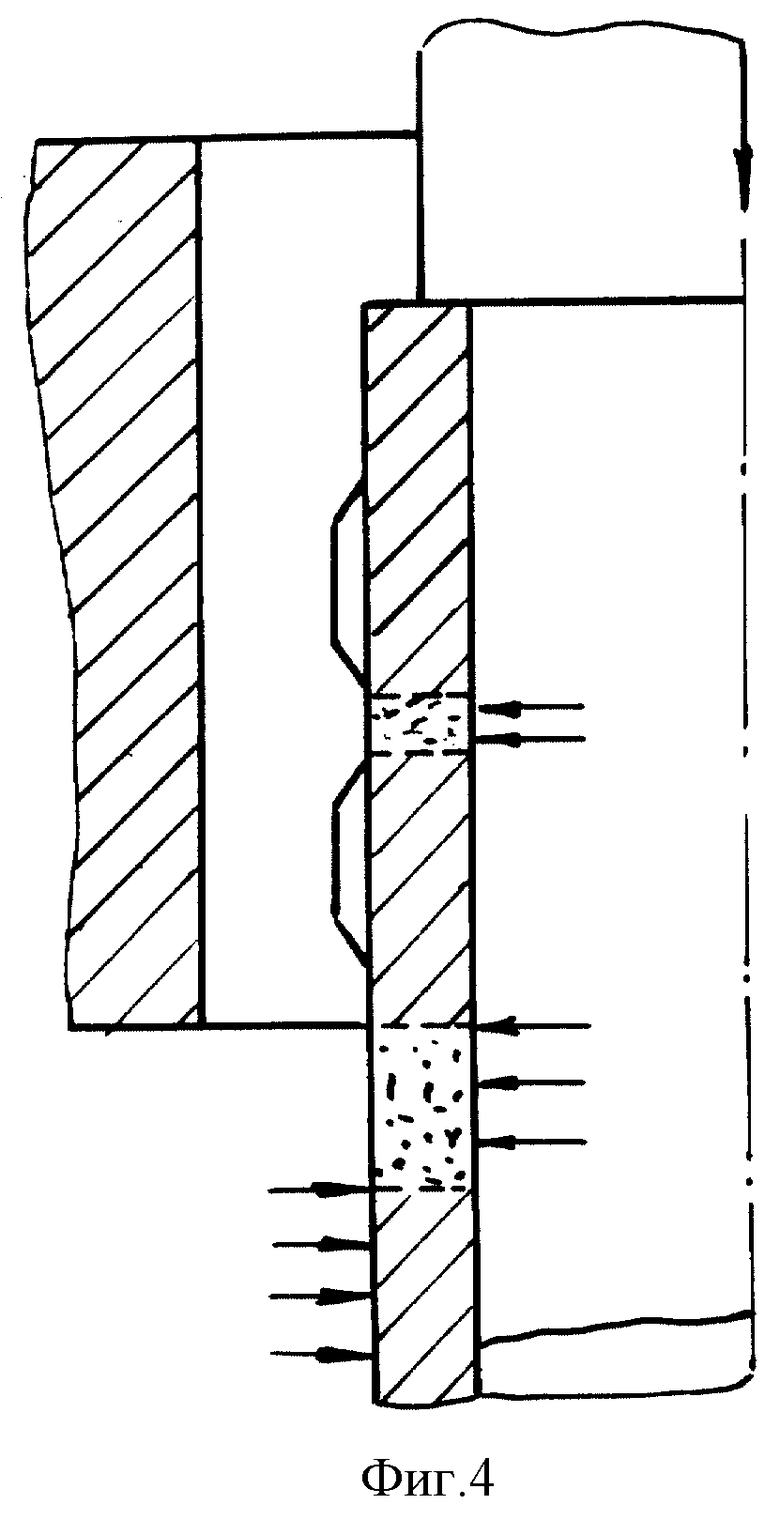
Сущность изобретения поясняется чертежами, где на фиг. 1 показана теплообменная труба с внешними силами, обеспечивающими ее локальный обжим; на фиг. 2 - теплообменная труба после осуществления ее локального обжима; на фиг. 3 - стадия размещения ступенчатого пуансона в отверстии трубы, вызвавшая необратимую раздачу одной из обжатых частей трубы; на фиг. 4 - исходное положение трубы (после раздачи обжатых ее частей) и технологической оснастки перед формированием на внешней поверхности конца трубы кольцевых выступов; на фиг. 5 - стадия окончания формирования кольцевых выступов на внешней поверхности конца трубы; на фиг. 6 - исходное положение трубы и трубной решетки перед образованием вальцовочного соединения; на фиг. 7 - вальцовочное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
Выполняют операции на теплообменной трубе с целью подготовки ее поверхности к последующему формированию кольцевых выступов: правка трубы, отрезка ее мерной длины и зачистка внешней поверхности до металлического блеска. Далее, одним из известных способов обработки металлов давлением (например, обжим разжимными сегментными пуансонами в штамповой оснастке) выполняют локальный (фиг. 1, по местоположению стрелок) обжим трубы на заданном от торца расстоянии (фиг. 2).
Затем трубу 1 фиксируют от возможного перемещения, за пределами обжатых частей, внешним радиальным давлением (на фиг. 3 показано стрелками). На выступающей части длины трубы 1 размещают разъемную по образующей матрицу 2, имеющую две кольцевые канавки трапециевидного поперечного сечения. Со стороны внешней поверхности матрицы 2 устанавливают толстостенную обойму 3 из закаленной стали. В отверстие трубы 1 устанавливают ступенчатый пуансон 4, имеющий два цилиндрических участка, сопряженных между собой коническим участком. Причем малая ступень пуансона 4 выполнена с наименьшим зазором по отношению к минимальному внутреннему диаметру трубы 1, а большая ступень - с наименьшим зазором по отношению к исходному внутреннему диаметру трубы 1. Приложение осевого усилия к торцу пуансона 4 вызывает его перемещение относительно трубы 1, что влечет за собой необратимую раздачу последней по местоположению обжатых частей (фиг. 3 и 4). Знакопеременная поперечная деформация трубы 1 приводит к упрочнению ее материала и, кроме того, обуславливает контактное давление между трубой 1 и большой ступенью пуансона 4 (на фиг. 4 показано стрелками). Таким образом, длина трубы 1, подлежащая осевому сжатию, разделена двумя кольцевыми поясками, имеющими отличные (повышенные) от исходных механические свойства.
Возрастающее осевое усилие на торце трубы 1 вызывает пластическое течение ее материала в свободные объемы кольцевых канавок матрицы 2. Наличие кольцевых поперечных жесткостей предотвращает непредсказуемое течение материала трубы 1 в осевом направлении. Отштампованные кольцевые выступы на внешней поверхности конца трубы 1 имеют равные диаметры, определяемые геометрическими размерами кольцевых канавок матрицы 2 (фиг.5).
Затем трубу 1 профилированной законцовкой вводят в отверстие трубной решетки 5, располагая кольцевые выступы напротив кольцевых канавок матрицы 2. В отверстие трубы 1 устанавливают вальцовку, имеющую три ролика, и вызывают приложение деформирующего трубу 1 усилия в радиальном направлении (на фиг. 6 показано стрелками). Реализация стадий привальцовки, когда наблюдается введение кольцевых выступов трубы 1 в кольцевые канавки матрицы 2, и развальцовки, когда имеет место совместная деформация трубы 1 и трубной решетки 5 по кольцевым выступам, формирует вальцовочное соединение, обладающее повышенными характеристиками прочности и плотности (фиг. 7).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Труба предварительно локально обжималась разжимными сегментами в штамповой оснастке до внешнего диаметра, равного 24 мм. Обжатые участки трубы длиной 7 и 15 мм располагались на расстоянии 15 и 40 мм от ее торца.
Раздачу трубы на обжатых участках ее длины осуществляли ступенчатым пуансоном, имеющим диаметры: малой ступени - 18,6 мм; средней ступени - 19,9 мм и большой ступени - 22,0 мм.
Кольцевые выступы получали холодным выдавливанием в плавающей матрице. При внешнем диаметре кольцевых выступов, равном 25 мм, высота кольцевых выступов равнялась 0,51 мм (при глубине кольцевых канавок трубного отверстия в 0,5 мм), а их основание равнялось ширине кольцевой канавки - 3,0 мм. Расстояние между выступами - 10,5 мм. Диаметр трубных отверстий составлял 25, 15 мм. Диаметр отверстия трубы после формирования кольцевых выступов составлял 18,2 мм.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету.
Формирование кольцевых выступов на трубе проводилось на специальной гидравлической машине при усилиях, не превышающих 5 Мн, что обеспечивало полное воспроизведение требуемых геометрических размеров кольцевых выступов трапециевидного поперечного сечения.
Закрепление труб в трубных решетках производилось вальцовками отечественного производства на вальцовочном стенде фирмы "Индреско" (США).
Установлено, что образование кольцевых уплотнений по всему периметру кольцевых канавок с формированием остаточного давления на контактной поверхности кольцевых выступов с кольцевыми канавками при качественном заполнении объемов кольцевых канавок обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений; значительно увеличивает межремонтный пробег трубного пучка при условии возможности неоднократного использования трубных решеток. Испытаниями на выдергивание трубы из трубной решетки установлено, что деформирующее трубу усилие ограничивается прочностью ее исходного сечения на разрыв.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2163850C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ | 1999 |
|
RU2163851C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169631C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2156669C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |




Изобретение относится к области обработки металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала. На трубе образуют кольцевые поперечные жесткости для предотвращения непредсказуемого течения материала трубы в осевом направлении при формировании кольцевых выступов. Кольцевые жесткости получают локальным обжимом трубы и последующей необратимой раздачей обжатых участков до исходных геометрических размеров. Затем трубу устанавливают в разъемную по образующей матрицу, фиксируют от осевого перемещения и формируют на внешней поверхности ее конца кольцевые выступы трапециевидного поперечного сечения. Трубу с выступами устанавливают в трубное отверстие, имеющее на своей поверхности кольцевые канавки прямоугольного поперечного сечения. Кольцевые выступы трубы совмещают с упомянутыми кольцевыми канавками отверстия. Затем к внутренней поверхности трубы прикладывают сжимающее усилие, обеспечивая закрепление трубы в трубном отверстии. В результате повышаются прочностные характеристики полученных соединений. 7 ил.
Способ закрепления труб в трубных решетках, включающий установку подготовленной к обработке трубы в разъемную по образующей матрицу, фиксацию трубы от осевого перемещения, размещение в ней ступенчатого пуансона, формирование на внешней поверхности конца трубы кольцевых выступов трапециевидного поперечного сечения, установку трубы в трубное отверстие, имеющее на своей поверхности кольцевые канавки прямоугольного поперечного сечения, с совмещением кольцевых выступов трубы с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем приложения к внутренней поверхности трубы сжимающего усилия, отличающийся тем, что перед формированием кольцевых выступов на трубе образуют кольцевые поперечные жесткости для предотвращения непредсказуемого течения материала трубы в осевом направлении при формировании кольцевых выступов, при этом упомянутые кольцевые жесткости образуют путем локального обжима трубы и последующей необратимой раздачи обжатых участков до исходных геометрических размеров при размещении в ней ступенчатого пуансона.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2078636C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| Способ соединения трубы с трубной решеткой | 1985 |
|
SU1323177A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| УПРАВЛЯЕМЫЙ ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2012 |
|
RU2475949C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

