Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу устанавливают в трубном отверстии, фиксируют ее от возможного осевого перемещения с последующим закреплением в трубной решетке путем приложения нормального к внутренней поверхности трубы давления, например, механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов.- Ленинград: Судостроение, 1972, 143 с.).
К главному недостаткам известного способа закрепления труб в трубных решетках следует отнести:
неравномерное остаточное давление по длине вальцовочного пояска и, как следствие, относительно низкие служебные характеристики вальцовочных соединений. Для устранения данного недостатка прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика к образующей внутренней поверхности трубы, а значит, короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата;
закрепление трубы сопровождается ее скручиванием, что отрицательно сказывается на коррозионной стойкости вальцовочного соединения.
Известен также способ закрепления труб в трубных решетках, включающий установку трубы одним концом в трубное отверстие решетки, выполненное с кольцевыми канавками, с расположением торца трубы над лицевой поверхностью трубной решетки, фиксацию трубы от возможного перемещения, сварку ее с трубной решеткой и образование вальцовочного соединения с трубной решеткой путем развальцовки трубы (см. ОСТ 26-02-1015-85. Крепление труб в трубных решетках. - М.: Министерство химического и нефтяного машиностроения, 1985 г. - прототип).
Недостатками известного способа закрепления труб в трубных решетках является незаполняемость объемов кольцевых канавок трубного отверстия материалом трубы и возможность разрушения сварного шва при его раскатывании в процессе образования вальцовочного соединения из-за наличия исходного одностороннего зазора между соединяемыми элементами.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы, не удорожая технологический процесс, обеспечивал бы качественное заполнение объемов кольцевых канавок, устранял возможность разрушения сварного шва при его раскатывании и гарантировал бы повышенные служебные характеристики вальцовочных соединений.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку трубы одним концом в трубное отверстие решетки, выполненное с кольцевыми канавками, с расположением торца трубы над лицевой поверхностью трубной решетки, фиксацию трубы от возможного перемещения, сварку ее с трубной решеткой и образование вальцовочного соединения с трубной решеткой путем развальцовки трубы, согласно изобретению, предварительно производят калибровку конца трубы по внешнему диаметру и последующее профилирование калиброванного участка, установку трубы в трубное отверстие осуществляют с минимальным зазором, располагая ее профилированный участок напротив кольцевых канавок трубного отверстия, а развальцовку трубы ведут в две стадии, первую из которых осуществляют перед сваркой трубы с трубной решеткой путем заполнения материалом трубы кольцевых канавок трубного отверстия.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения, не удорожая технологический процесс и обеспечивая качественное заполнение объемов кольцевых канавок, а также устраняя возможность разрушения сварного шва при его раскатывании и гарантируя повышенные служебные характеристики вальцовочных соединений.
Это объясняется тем, что новый технологический процесс, основанный на предлагаемом изобретении, строго увязан с диаметром трубного отверстия. Так, по известному диаметру трубного отверстия предварительно производят калибровку конца трубы жестким пуансоном, обеспечивая односторонний зазор между трубой и стенками трубного отверстия не более 0,025 мм. При этом длина калиброванного участка трубы превышает ширину вальцовочного пояска. Таким образом, операция калибровки внешнего диаметра конца трубы позволяет устранить возможность разрушения сварного шва при образовании вальцовочного соединения.
Гарантирование повышенных служебных характеристик достигается как качественным заполнением объемов кольцевых канавок материалом трубы, так и формированием поля сжимающих остаточных напряжений в трубе на отрезке длины между сварным швом и ближайшей кольцевой канавкой.
С целью гарантированного заполнения объемов кольцевых канавок осуществляют профилирование калиброванного участка трубы операцией обжима. В результате профилирования достигают упрочнение материала трубы с повышением жесткости в ее обжатом участке. Выполнение первой стадии развальцовки трубы сопровождается заполнением ее материалом кольцевых канавок трубного отверстия, что устраняет уже на начальном этапе закрепления трубы ее скручивание.
Операция сварки трубы с лицевой поверхностью трубной решетки формирует термические напряжения, вызывающие сжатие трубы на длине между сварным швом и ближайшей кольцевой канавкой, что предопределяет создание дополнительных сжимающих напряжений на контактной поверхности соединяемых элементов.
Тогда вторая стадия развальцовки трубы, выполняемая в строгих деформационных рамках для трубы, фиксирует состояние соединяемых элементов после первой стадии развальцовки трубы и сварки.
Сущность изобретения поясняется чертежами, где на фиг. 1 (слева) показана теплообменная труба, калиброванным концом установленная в технологической оснастке для выполнения операции обжима; на фиг. 1 (справа) - окончание операции обжима калиброванного участка трубы; на фиг. 2 - труба в отверстии трубной решетки перед выполнением первой стадии развальцовки; на фиг. 3 - окончание первой стадии развальцовки трубы; на фиг. 4 - труба в отверстии трубной решетки после выполнения операции сварки и перед выполнением второй стадии развальцовки; на фиг. 5 - окончание второй стадии развальцовки трубы; на фиг. 6 - комбинированное вальцовочное соединение.
Вариант осуществления изобретения состоит в следующем.
Теплообменную трубу 1, например из стали 10, прошедшую подготовительные операции на концах (правка, резка в меру, зачистка внешних поверхностей до металлического блеска, калибровка внешнего диаметра трубы в соответствии с диаметром трубного отверстия), подвергают обжиму, создавая профилированный участок с криволинейной образующей, обращенной к оси трубы. Для чего трубу калиброванным концом размещают в контейнере 2 (со стороны его донной поверхности) и фиксируют от возможного перемещения радиальным давлением за пределами технологической оснастки (на фиг. 1 слева радиальное давление показано стрелками). Со стороны торца трубы в зазор между внутренней поверхностью контейнера и ее внешней поверхностью устанавливают кольцо 3 из упругого материала, например полиуретана. Над кольцом с минимальными зазорами по отношению к сопрягаемым поверхностям размещают втулочный пуансон 4, а в отверстие трубы вводят ступенчатый стержень 5 (фиг. 1 слева).
Воздействуя осевым усилием на втулочный пуансон (фиг. 1 - справа), вызывают сжатие упругого материала кольца, приводящее к изменению площади его поперечного сечения и, как следствие, деформации трубы в радиальном направлении. Наличие ступени на стержне позволяет локализовать деформацию, обеспечивая упрочнение материала трубы в очаге деформации и утолщение стенки, повышая тем самым жесткость обжатого участка трубы.
Аналогичную операцию обжима производят и на втором калиброванном конце трубы.
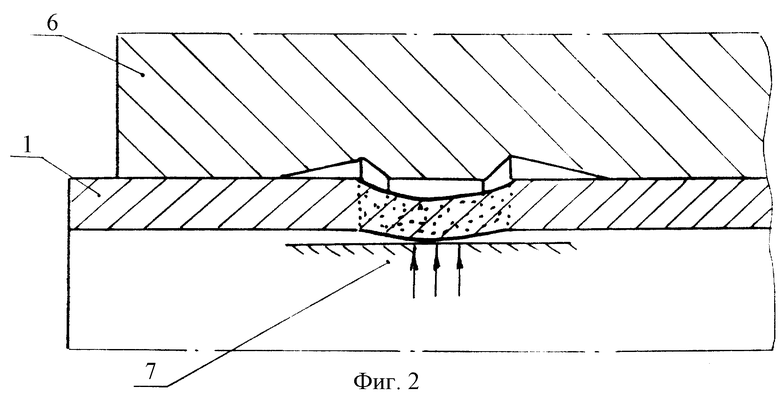
Затем трубу профилированным концом устанавливают (фиг. 2) в отверстии трубной решетки 6, имеющем две кольцевые канавки с треугольным поперечным сечением и тупыми углами профиля, обращенными навстречу друг другу. Кроме того, со стороны лицевой поверхности по периметру трубного отверстия выполнена кольцевая выемка под углом 45o с длиной катета, равной толщине стенки трубы.
В отверстие трубы вводят механическую вальцовку, рабочая поверхность одного из роликов 7 которой условно показана линией.
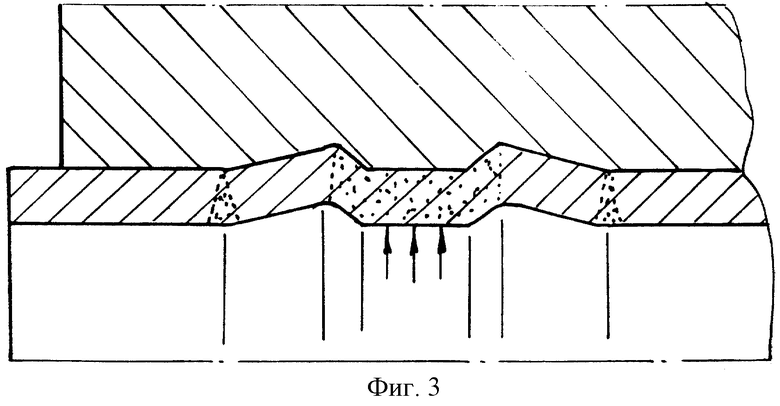
Сообщая роликам вальцовки вращательное движение с одновременным радиальным перемещением, осуществляют воздействие на обжатый участок трубы, имеющий минимальный диаметр. Повышенная жесткость обжатого участка трубы в сочетании с консольным расположением необжатых ее участков по отношению к внешним кромкам кольцевых канавок обуславливают тот факт, что уже на первой стадии развальцовки трубы наблюдается заполнение ее материалом объемов кольцевых канавок (фиг. 3). Обжатый участок трубы, а также локальные очаги пластической деформации трубы условно затемнены.
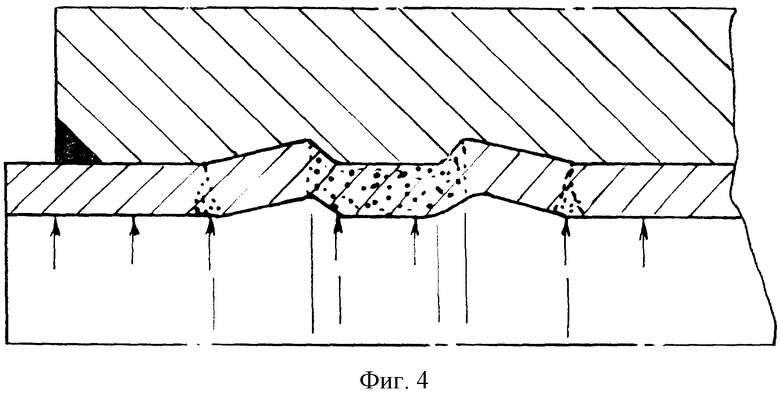
Затем по стандартной технологии выполняют операцию сварки трубы с лицевой поверхностью трубной решетки (фиг. 4). Нагрев материала трубы при сварке с последующим его охлаждением вызывают появление сжимающих термических напряжений на длине от торца трубы до ближайшей кольцевой канавки. В отверстие трубы вводят вальцовку большего диаметра и осуществляют вторую стадию развальцовки трубы.
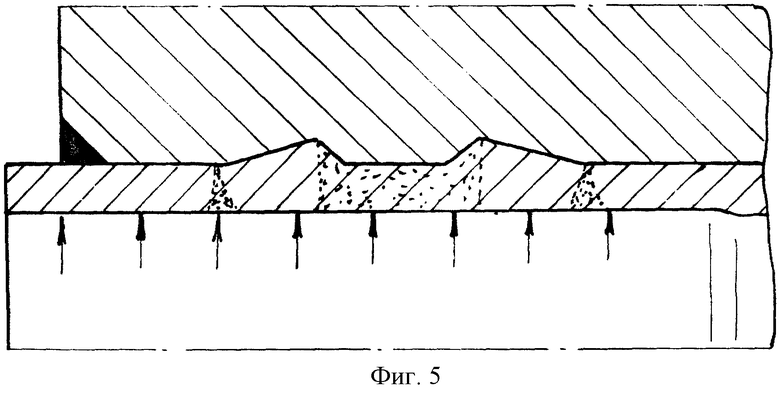
Строго регламентируемая деформация соединяемых элементов в радиальном направлении производится без относительного сдвига сварного шва, что устраняет возможность его разрушения (фиг 5).
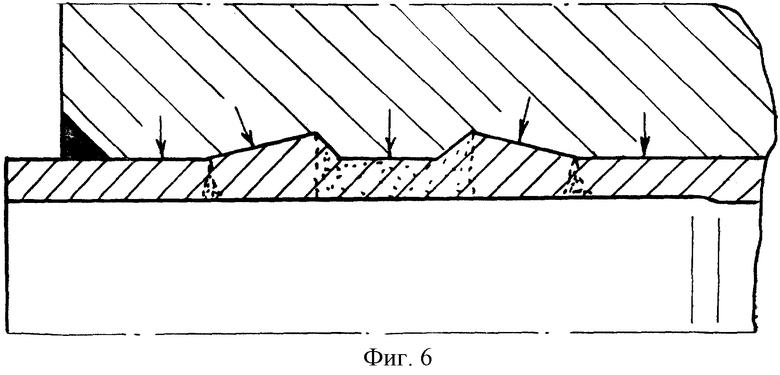
Полученное комбинированное вальцовочное соединение характеризуется наличием прогнозируемых кольцевых плотностей с контролируемыми деформациями элементов соединения при устранении причин разрушения сварного шва (фиг. 6).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 10) труб в трубных решетках из стали 16 ГС толщиной 60 мм.
На лицевой поверхности трубной решетки по периметру отверстий выполнялись кольцевые выемки треугольного поперечного сечения, имевшие следующие геометрические размеры: 2,5 Х 2,5 мм.
Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм и длина 3000 мм.
Технологическая оснастка для выполнения калибровки и локального обжима конца трубы изготавливалась из стали Х12М, имевшей твердость после закалки HRC = 56-58 ед., по 7-му квалитету точности.
Обжим труб производили полиуретаном марки СКУ-7Л на гидравлической установке двойного действия при усилиях 0,15-0,17 МН, обеспечивающих уменьшение внешнего диаметра трубы до 23,8 мм.
Отверстия трубной решетки выполняли диаметром 25 мм с двумя кольцевыми канавками. Кольцевые канавки с треугольным поперечным сечением имели геометрические размеры: ширину - 6,0 мм, высоту - 0,3 мм, основание треугольника делилось на отрезки 1:2.
Операцию сварки трубы с лицевой поверхностью трубной решетки выполняли плавящимся электродом в защитной среде на режимах стандартной технологии.
Формирование комбинированного вальцовочного соединения осуществляли за два перехода отечественными вальцовками на стенде фирмы "Индреско" (США).
Исследования характеристик прочности и плотности полученных комбинированных вальцовочных соединений выявили их повышенные значения по отношению к вальцовочным соединениям, полученным по традиционной технологии. При этом отмечаются (устранением явлений подрезания стенки трубы и ее скручивания) существенно улучшенные характеристики коррозионной стойкости. Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177851C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177853C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Трубу одним концом устанавливают в трубное отверстие решетки, выполненное с кольцевыми канавками. Торец трубы располагают над лицевой поверхностью трубной решетки, фиксируют трубу от возможного перемещения, сваривают с трубной решеткой и образуют вальцовочное соединение с трубной решеткой путем развальцовки трубы. Предварительно производят калибровку конца трубы по внешнему диаметру и последующее профилирование калиброванного участка. Трубу устанавливают в трубное отверстие с минимальным зазором, располагая ее профилированный участок напротив кольцевых канавок трубного отверстия. Развальцовку трубы ведут в две стадии. Первую стадию осуществляют перед сваркой трубы с трубной решеткой путем заполнения материалом трубы кольцевых канавок трубного отверстия. В результате обеспечивается качественное заполнение объемов кольцевых канавок и повышение служебных характеристик вальцовочного соединения. 6 ил.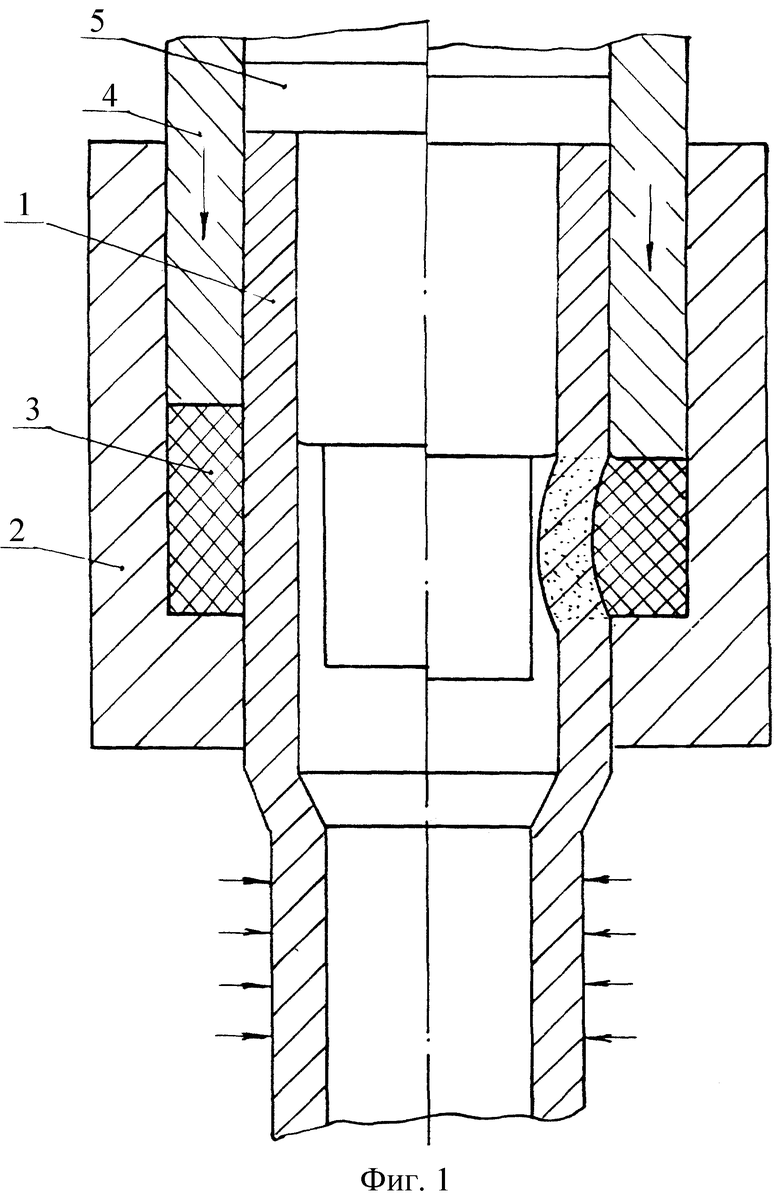
Способ закрепления труб в трубных решетках, включающий установку трубы одним концом в трубное отверстие решетки, выполненное с кольцевыми канавками, с расположением торца трубы над лицевой поверхностью трубной решетки, фиксацию трубы от возможного перемещения, сварку ее с трубной решеткой и образование вальцовочного соединения с трубной решеткой путем развальцовки трубы, отличающийся тем, что предварительно производят калибровку конца трубы по внешнему диаметру и последующее профилирование калиброванного участка, установку трубы в трубное отверстие осуществляют с минимальным зазором, располагая ее профилированный участок напротив кольцевых канавок трубного отверстия, а развальцовку трубы ведут в две стадии, первую из которых осуществляют перед сваркой трубы с трубной решеткой путем заполнения материалом трубы кольцевых канавок трубного отверстия.
| Крепление труб в трубных решетках | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| - M., 01.01.1987 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| US 4413395, 08.11.1983 | |||
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |

