Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу устанавливают в трубном отверстии, фиксируют ее от возможного осевого перемещения с последующим закреплением в трубной решетке путем приложения нормального к внутренней поверхности трубы давления, например механической вальцовкой (см. Дорошенко ПА. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с. ).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести неравномерное остаточное давление по длине вальцовочного пояска и, как следствие, относительно низкие служебные характеристики вальцовочных соединений. Для устранения данного недостатка прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика к образующей внутренней поверхности трубы, а значит, короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата.
Известен также способ закрепления труб в трубных решетках, включающий формирование на внутренней поверхности трубы внутреннего кольцевого утолщения, установку трубы в отверстие трубной решетки, выполненное с расположением на его поверхности кольцевых канавок, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия роликами механической вальцовки (RU, N 2095180, C1, 10.11.97, B 21 D 39/06) - прототип.
Известный способ имеет тот недостаток, что увеличивая в целом толщину стенок трубы, на стадии закрепления трубы не изменяет направленности течения ее материала, а значит и последовательности заполнения объемов кольцевых канавок. В результате объем наружной кольцевой канавки (считая от лицевой поверхности трубной решетки), заполняется весьма недостаточно. Стремление улучшить заполняемость наружной кольцевой канавки отверстия трубной решетки материалом трубы приводит к подрезанию ее стенок роликами вальцовки.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который при наличии конусности роликов механической вальцовки обеспечивал бы достаточное заполнение объемов обеих кольцевых канавок отверстия трубной решетки без подрезания стенок трубы.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем формирование на внутренней поверхности трубы внутреннего кольцевого утолщения, установку трубы в отверстие трубной решетки, выполненное с расположением на его поверхности кольцевых канавок, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия роликами механической вальцовки, согласно изобретению внутреннее кольцевое утолщение формируют у торца трубы, а для приложения сжимающего усилия используют механическую вальцовку, длина роликов которой превышает ширину кольцевого утолщения.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающих повышенными характеристиками прочности и плотности.
Это объясняется тем, что, во-первых, формируя локальное утолщение у торца трубы с заданными геометрическими размерами по ширине, достигают определенного упрочнения материала трубы. Во-вторых, осуществляя закрепление трубы в отверстии трубной решетки, первоначально прикладывают сжимающее усилие к поверхности утолщения. Как следствие такого приложения деформирующего усилия, наблюдается внедрение упрочненного материала утолщения в стенку трубы и раздача последней по местоположению внешней кольцевой канавки. Последующее раскатывание трубы осуществляется в условиях одновременного приложения деформирующего усилия по всей длине ролика, что гарантирует заполняемость кольцевых канавок трубного отверстия без подрезания стенок трубы. Последнему способствует и тот факт, что упрочненный материал кольцевого выступа в процессе раскатки трубы препятствует осевому истечению обрабатываемого материала в направлении лицевой поверхности трубной решетки. На образование качественного вальцовочного соединения направлена и калибровка внешнего диаметра трубы по внутреннему диаметру обоймы при формировании внутреннего кольцевого утолщения.
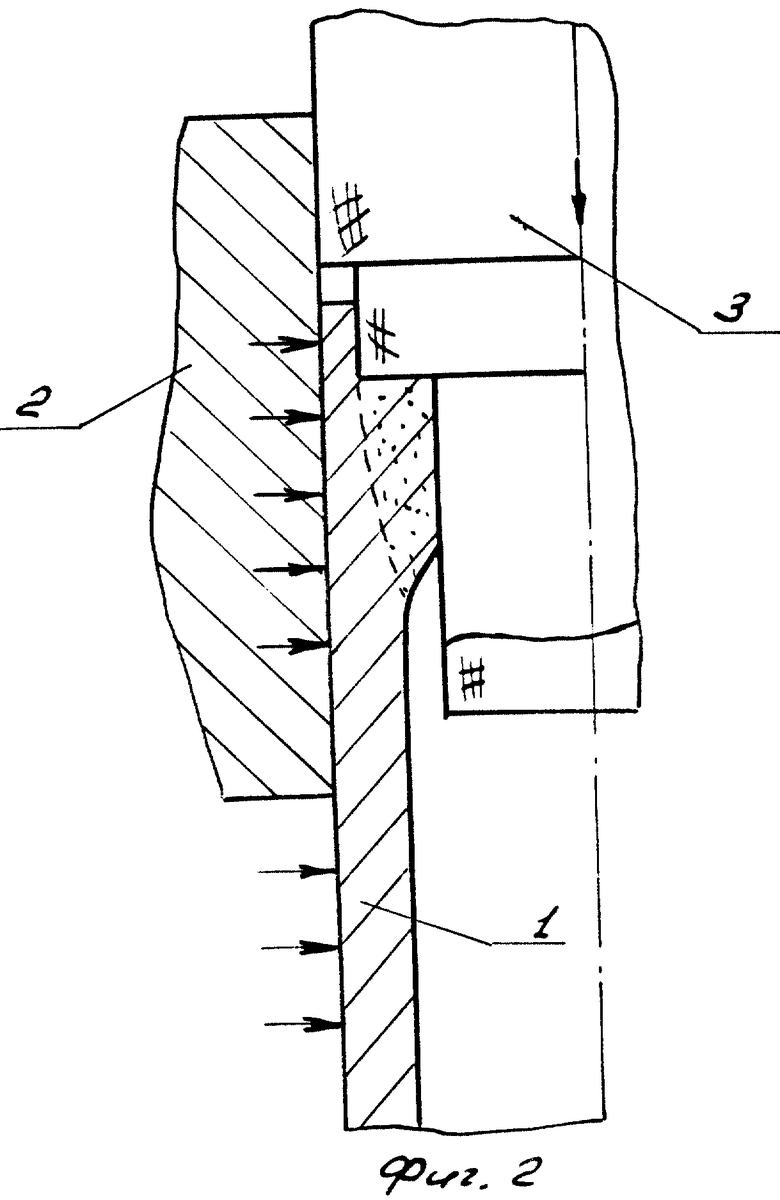
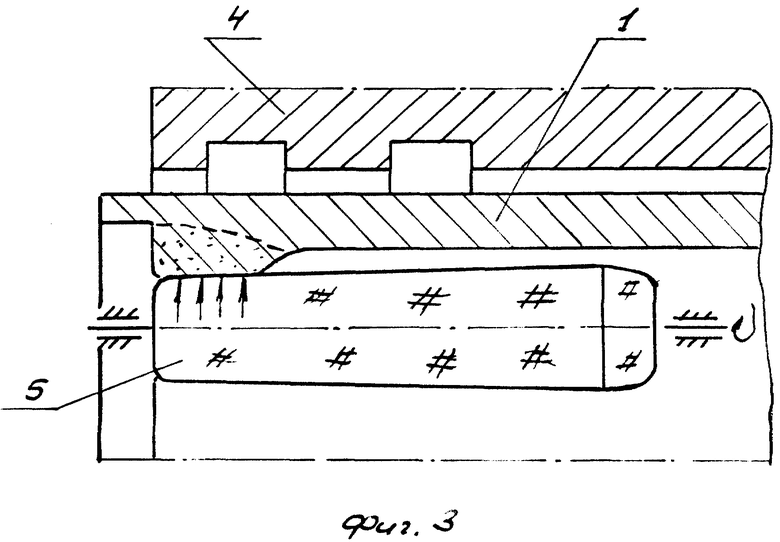
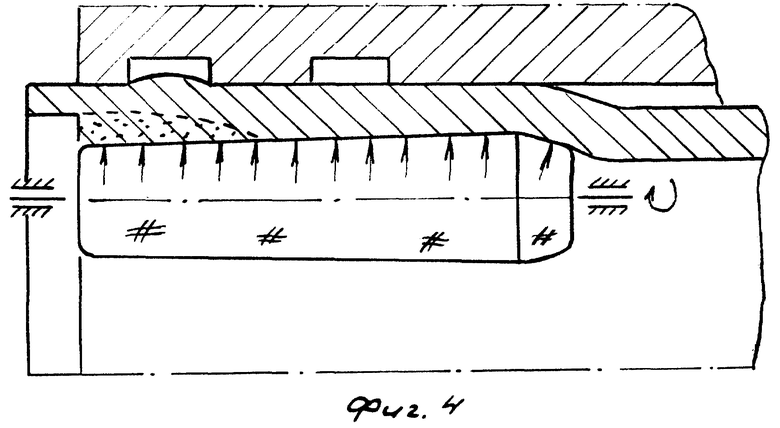
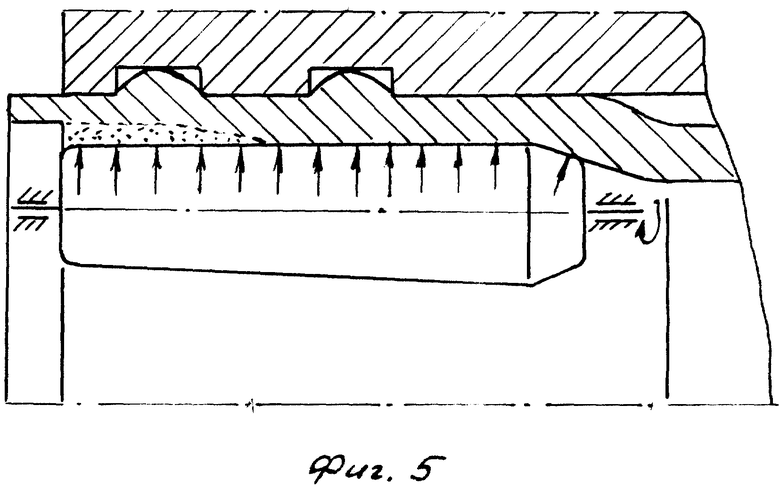
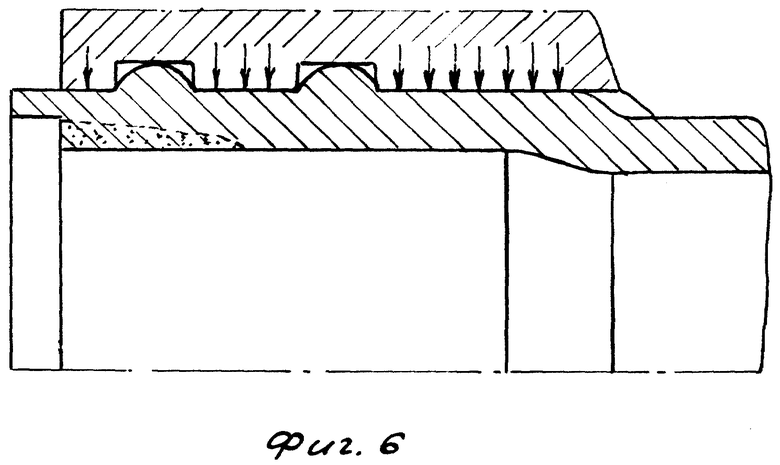
Сущность изобретения поясняется чертежами, где на фиг. 1 показана теплообменная труба в технологической оснастке перед формированием внутреннего кольцевого утолщения; на фиг. 2 - стадия окончания формирования кольцевого утолщения на внутренней поверхности трубы; на фиг. 3 - исходное положение трубы в трубном отверстии перед выполнением операции ее закрепления роликами механической вальцовки; на фиг. 4 - завершение стадии привальцовки трубы к стенкам трубного отверстия; на фиг. 5 - завершение стадии развальцовки (совместной деформации трубы и трубного отверстия); на фиг. 6 - вальцовочное соединение.
Вариант осуществления изобретения состоит в следующем.
Теплообменную трубу 1, прошедшую операции правки, отрезки в меру и поверхностной зачистки внешних поверхностей концов, размещают в толстостенной стальной обойме 2 из закаленного материала, имеющей диаметр отверстия, выполненный с наименьшим зазором по отношению к внешнему диаметру трубы 1.
Трубу 1 фиксируют от возможного перемещения приложением радиального давления к внешней ее поверхности за пределами обоймы 2 (показано стрелками).
В отверстие трубы 1 вводят пуансон 3, имеющий три ступени, причем между малой ступенью пуансона 3 и внутренней поверхностью трубы 1 формируется односторонний зазор заданной величины. Средняя - рабочая ступень пуансона 3 - имеет диаметр, не превышающий среднего диаметра трубы 1. Большая же ступень пуансона 3, выполненная по посадке движения по отношению к внутреннему диаметру обоймы 2, обеспечивает симметрию названного выше зазора и, как следствие, устойчивость процесса деформирования трубы 1 (фиг. 1).
Далее, прикладывая осевое усилие к торцу пуансона 3, вызывают его перемещение в направлении трубы 1. Развиваемые давления под торцом рабочей ступени пуансона 3 первоначально вызывают раздачу трубы 1 и калибровку ее внешнего диаметра по диаметру отверстия в обойме 2. Возрастающее давление на поверхности контакта торцев трубы 1 и пуансона 3 приводит к пластическому сдвигу материала трубы 1 в осевом направлении и выборке имеющегося одностороннего зазора. Таким образом, на внутренней поверхности трубы 1, у ее торца, формируется кольцевое утолщение. Локальная пластическая деформация материала трубы 1 в направлении текстуры, определяемой технологией ее получения, обуславливает некоторое упрочнение обрабатываемого материала в кольцевом утолщении (фиг. 2).
Аналогичную операцию по формированию кольцевого утолщения выполняют и на втором конце трубы 1.
Затем трубу 1 устанавливают в отверстие трубной решетки 4, фиксируют от возможного перемещения и в отверстие трубы 1 вводят механическую вальцовку, содержащую конические ролики 5. Следует подчеркнуть, что длина ролика 5 превышает длину кольцевого утолщения трубы 1, так что первоначальный их контакт (на фиг. 3 - показан стрелками) имеет место по поверхности ролика 5, определяемой минимальным его диаметром. Избирательная раскатка внутреннего диаметра трубы 1 вызывает увеличение ее внешнего диаметра по местоположению наружной кольцевой канавки трубного отверстия. В результате к моменту окончания стадии привальцовки (приближения трубы 1 к поверхности отверстия трубной решетки 4) наблюдается полный контакт поверхности конического ролика 5 с внутренней поверхностью трубы 1 (фиг. 4) и частичное заполнение внешней кольцевой канавки трубного отверстия материалом трубы 1.
Стадия развальцовки (фиг. 5) характеризуется совместной деформацией соединяемых элементов при радиальных перемещениях ролика 5, не вызывающего подрезания стенок трубы 1.
Соединение (фиг. 6), получаемое механической вальцовкой, не имеет присущего ей в традиционном исполнении недостатка - истечения материала трубы в направлении оси, что объясняется избирательностью раскатки внутреннего диаметра трубы 1, вызывающей опережающее (по отношению к внутренней кольцевой канавке) заполнение объема внешней кольцевой канавки трубного отверстия, и упрочнением обрабатываемого материала при формировании кольцевого утолщения.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб в трубных решетках из стали 16 ГС толщиной 60 мм. Исходные геометрические размеры трубы составляли: внешний диаметр 25 мм, толщина стенки 2, 5 мм и длина 3000 мм.
Обойма из стали Х12Ф (в закаленном состоянии) имела внутренний диаметр, равный 25, 015 мм, и наружный диаметр 90 мм. Обойма являлась частью технологической оснастки специального гидравлического пресса двойного действия, развивающего максимальное усилие в 0,6 мН.
Ступенчатый пуансон, изготовленный также из стали Х12М, имел диаметр средней ступени 22,5 мм, диаметр малой ступени 18,7мм.
Деформирующее усилие для выполнения внутренних кольцевых утолщений не превышало 0,25 МН.
Отверстия трубной решетки выполняли диаметром 25,15 мм.
Закрепление труб в трубных решетках проводили отечественными вальцовками на стенде фирмы "Индреско" при крутящем моменте на веретене, превышающим крутящий момент для труб без внутреннего кольцевого утолщения.
Исследования характеристик прочности и плотности полученных вальцовочных соединений выявили их повышенные значения по отношению к вальцовочным соединениям, полученным по традиционной технологии. При этом отмечаются улучшенные характеристики коррозионной стойкости.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2168385C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2156669C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2163850C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177853C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159688C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. На внутренней поверхности трубы, прилегающей к ее торцу, формируют внутреннее кольцевое утолщение. Трубу устанавливают в отверстие трубной решетки, имеющее на поверхности кольцевые канавки, и фиксируют от возможного перемещения. Затем к внутренней поверхности трубы прикладывают сжимающее усилие роликами механической вальцовки, обеспечивая закрепление трубы. Длина роликов превышает ширину внутреннего кольцевого утолщения. В результате обеспечивается достаточное заполнение объемов кольцевых канавок трубной решетки без подрезания стенок трубы при наличии конусности роликов механической вальцовки. 6 ил.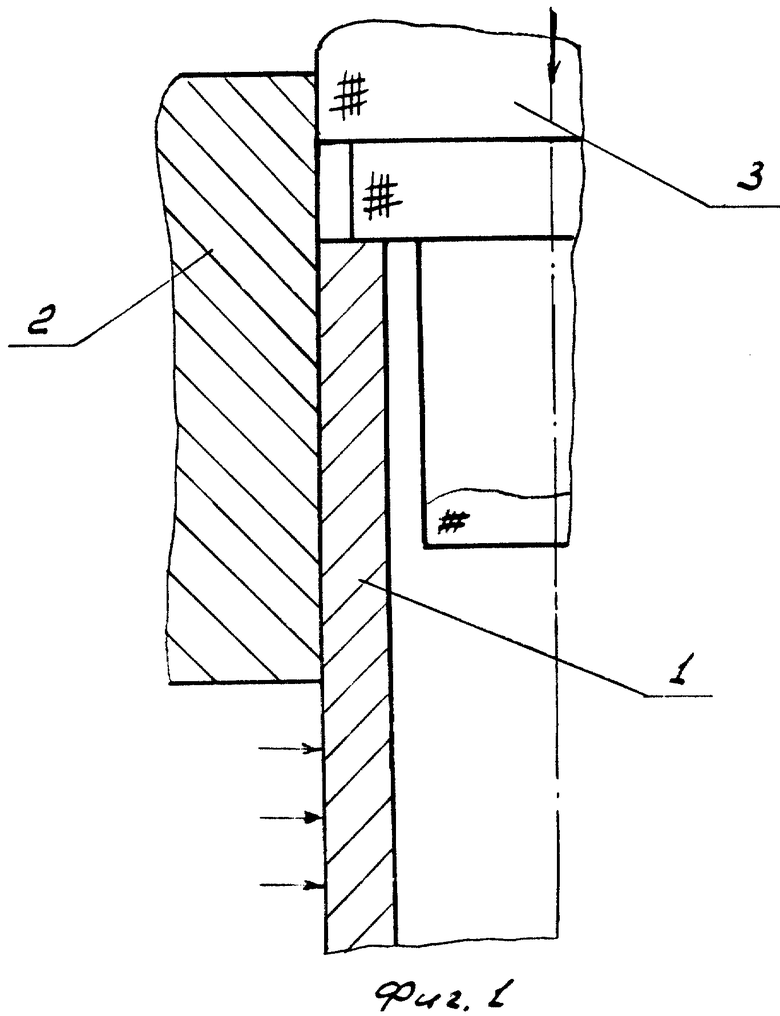
Способ закрепления труб в трубных решетках, включающий формирование на внутренней поверхности трубы внутреннего кольцевого утолщения, установку трубы в отверстие трубной решетки, выполненное с расположением на его поверхности кольцевых канавок, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия роликами механической вальцовки, отличающийся тем, что внутреннее кольцевое утолщение формируют у торца трубы, а для приложения сжимающего усилия используют механическую вальцовку, длина роликов которой превышает ширину кольцевого утолщения.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1996 |
|
RU2095180C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| Способ соединения трубы с трубной решеткой | 1985 |
|
SU1323177A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| УПРАВЛЯЕМЫЙ ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2012 |
|
RU2475949C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| US 4413395, 08.11.1983. | |||

