Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу одним из концов устанавливают в трубное отверстие, фиксируют ее от возможного осевого перемещения, приваривают торец трубы к лицевой поверхности трубной решетки с последующей развальцовкой трубы путем приложения сжимающего к ее внутренней поверхности усилия, например, механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с.).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующих пары соединяемых элементов, являются свариваемыми.
Известен также способ закрепления труб в трубных решетках, включающий установку подготовленной к обработке трубы одним концом в разъемную по образующей матрицу, выполненную с кольцевым канавками трапециевидного поперечного сечения, фиксацию трубы от возможного перемещения, размещение в ней ступенчатого пуансона, перемещение пуансона в осевом направлении с формированием на внешней поверхности конца трубы кольцевых выступов, последующую установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками прямоугольного поперечного сечения с совмещением кольцевых выступов трубы с упомянутыми кольцевыми канавками трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия (RU 2096118 C1, 20.11.1997, B 21 D 39/06 - прототип).
Недостатками известного способа являются ограниченная возможность по набору толщины стенки трубы в профилированной законцовке, а также большие по величине деформирующие усилия, что отрицательно сказывается на стойкости технологической оснастки.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение кольцевых выступов на внешней поверхности концов трубы с требуемыми геометрическими размерами толщины стенки в законцовке при условии высокой стойкости технологической оснастки.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку подготовленной к обработке трубы одним концом в разъемную по образующей матрицу, выполненную с кольцевыми канавками трапециевидного поперечного сечения, фиксацию трубы от возможного перемещения, размещение в ней ступенчатого пуансона, перемещение пуансона в осевом направлении с формированием на внешней поверхности конца трубы кольцевых выступов, последующую установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками прямоугольного поперечного сечения, с совмещением кольцевых выступов трубы с упомянутыми кольцевыми канавками трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия, согласно изобретению, для формирования на конце трубы кольцевых выступов используют плавающую матрицу, фиксацию трубы от возможного перемещения после установки одного из ее концов в матрицу осуществляют с помощью прижима, при этом упомянутую установку производят с получением зазора между рабочими торцами матрицы и прижима, а формирование кольцевых выступов осуществляют в условиях создания сжимающих напряжений на внешней поверхности трубы в указанном зазоре, для чего рабочие торцы матрицы и прижима выполняют в виде конических поверхностей с образующими, расположенными из условия обеспечения выдавливания материала трубы в зазор и последующего отделения расположенного в зазоре избыточного материала от внешней поверхности трубы.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать теплообменные трубы с профилированными законцовками требуемых геометрических размеров по толщине стенки при обеспечении высокой стойкости технологической оснастки.
Это объясняется тем, что, используя эффект переменной жесткости трубы на длине, подвергаемой профилированию, создают условия преимущественного пластического деформирования материала трубы в зазоре между матрицей и прижимом. Имеющая место раздача трубы обусловит тот факт, что уже при частичном заполнении материалом трубы внешней кольцевой канавки плавающей матрицы последняя своим рабочим торцем, выполненным в виде конической поверхности, будет воздействовать на обрабатываемый материал, формируя поле сжимающих напряжений на внешней поверхности трубы в зазоре. Как следствие, пластическое сжатие материала трубы на конических поверхностях рабочих торцев прижима и плавающей матрицы практически устраняет его течение в зазор между элементами технологической оснастки ниже прижима и активные силы трения способствуют набору толщины стенки законцовки.
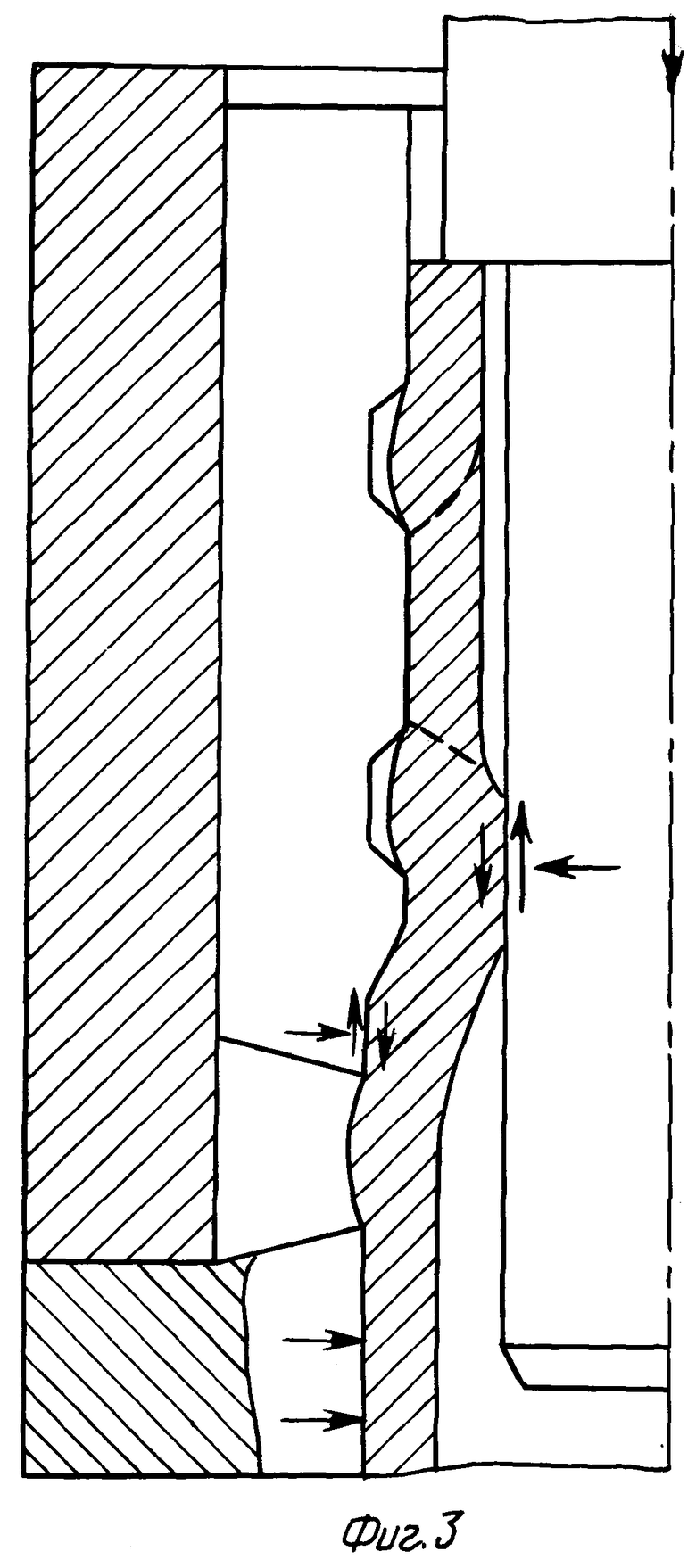
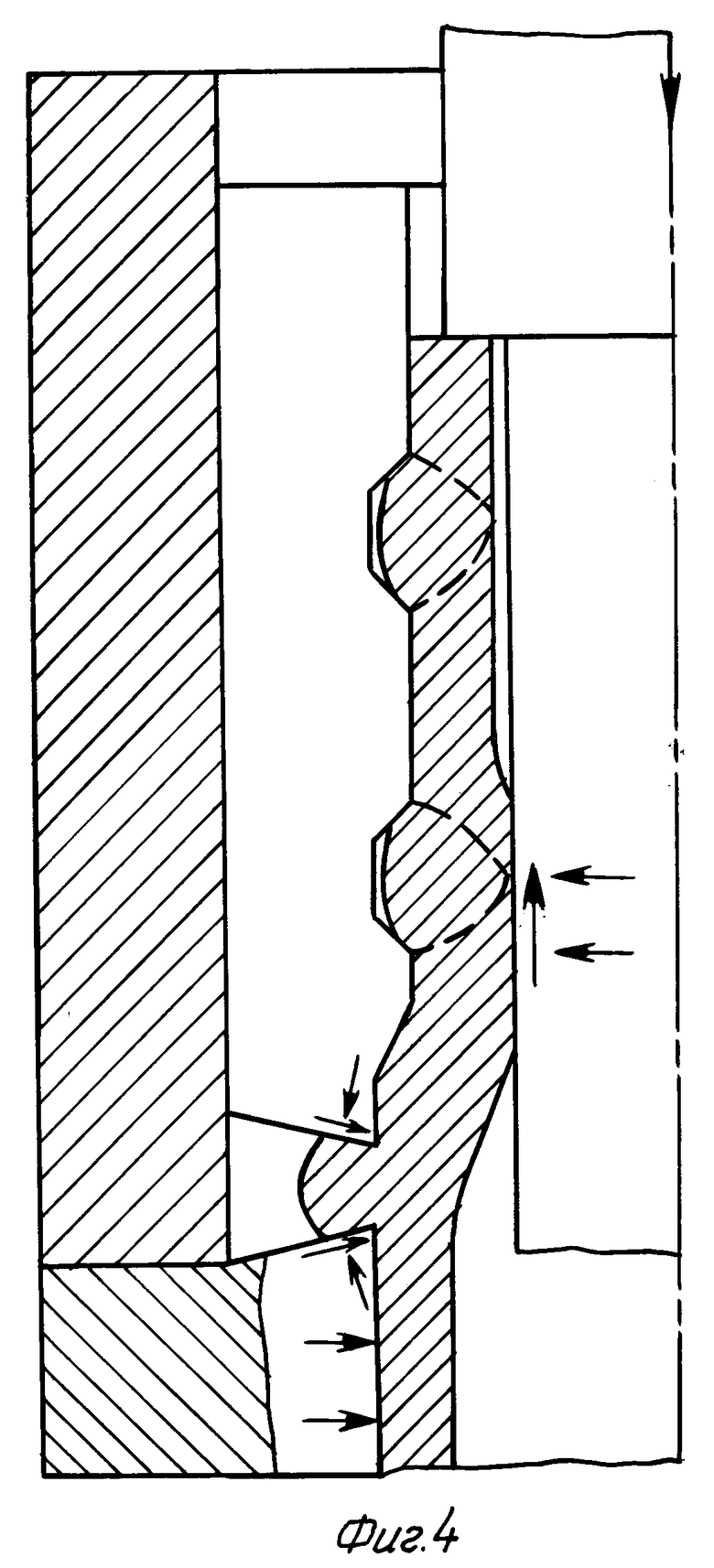
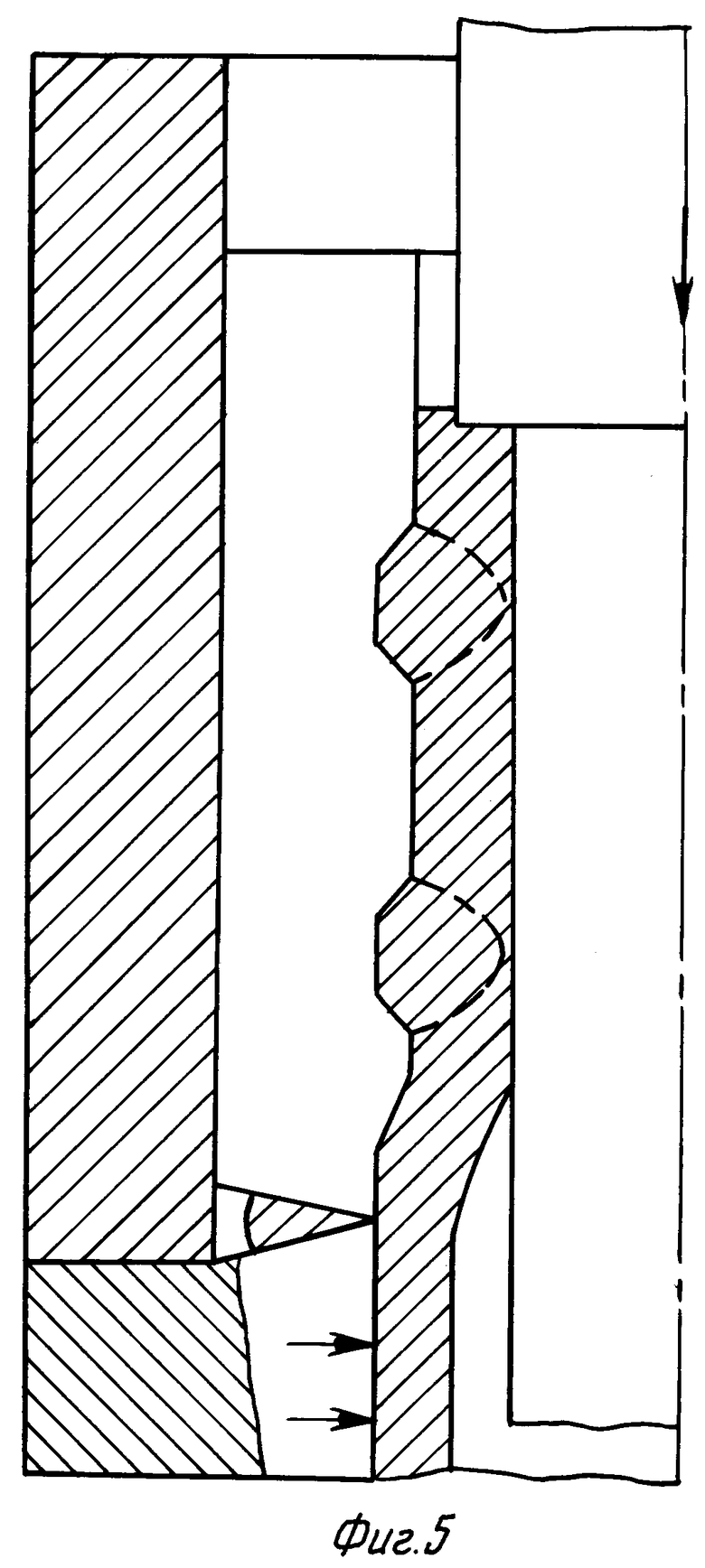
Сущность изобретения поясняется чертежами, где на фиг. 1 показана теплообменная труба (одним из ее обжатых концов), расположенная в технологической оснастке, перед формированием кольцевых выступов на внешней поверхности; на фиг. 2 - стадия осевого сжатия трубы, вызывающая частичное заполнение ее материалом внешней кольцевой канавки матрицы и ее раздачу в зазоре между прижимом и матрицей; на фиг. 3 - стадия заполнения объемов кольцевых канавок матрицы в условиях наложения сжимающих напряжений на внешнюю поверхность трубы в зазоре между прижимом и матрицей; на фиг. 4 - завершающая стадия заполнения объемов кольцевых канавок материалом трубы; на фиг. 5 - стадия калибровки кольцевых выступов на внешней поверхности конца трубы и отделение от нее облоя.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины, зачистка поверхности концов до металлического блеска и их обжим на определенный диаметр.
Далее на обжатом конце трубы 1 размещают (фиг. 1) разъемную по образующей матрицу 2, имеющую две кольцевые канавки (внешнюю и внутреннюю, считая от ее свободного торца) трапециевидного поперечного сечения. На внешней поверхности матрицы 2 устанавливают по посадке движения толстостенную обойму 3 из закаленной стали, например, стали У 8 А. Трубу 1 фиксируют прижимом 4, так что между его рабочим торцем и рабочим торцем матрицы 2 имеет место зазор. Величина последнего определяется потребной толщиной стенки в законцовке и условием приложения минимального усилия, вызывающего раздачу трубы 1 по местоположению указанного зазора. Рабочие торцы матрицы 2 и прижима 4 выполнены в виде конических поверхностей с углом конусности α с образующими, наклоненными в сторону от зазора.
В отверстие трубы 1 вводят ступенчатый пуансон 5, имеющий малую ступень с диаметром, обеспечивающим гарантированный зазор (по требуемой величине утолщения стенки законцовки) между ним и внутренним диаметром трубы 1. Большая же ступень пуансона 5 выполнена с диаметром, равным среднему диаметру трубы 1.
Прикладывая усилие к ступенчатому пуансону 5 (фиг. 2), вызывают его осевое перемещение и, как следствие, первоначальную раздачу трубы 1 до диаметра, равного диаметру матрицы 2, с последующим выдавливанием обрабатываемого материала в объем внешней канавки матрицы 2 (поверхность сдвига показана пунктирной линией) и зазор между матрицей 2 и прижимом 4. Даже частичное заполнение объема внешней кольцевой канавки матрицы 2 в следующий момент (фиг. 3) предопределяет совместность ее движения с трубой 1 и пуансоном 5. На контактных поверхностях элементов технологической оснастки с трубой 1 возникают активные силы трения, способствующие заполнению объемов кольцевых канавок.
Следует подчеркнуть, что предварительное выдавливание материала трубы 1 в зазор между матрицей 2 и прижимом 4 позволяет управлять пластическим течением обрабатываемого материала в зазоре между малой ступенью пуансона 5 и стенками матрицы 2. С одной стороны, практически это выдавливание предотвращает пластическое течение обрабатываемого материала ниже конической поверхности прижима 4, а, с другой стороны, позволяет улучшить его течение в сторону внутренней кольцевой канавки посредством наложения поля сжимающих напряжений при сжатии обрабатываемого материала между коническими поверхностями рабочих торцев матрицы 2 и прижима 4 (фиг. 4).
Завершающей стадией профилирования конца трубы 1 является стадия калибровки (фиг. 5), когда имеет место выдавливание большой ступенью пуансона 5 обрабатываемого материала в кольцевые канавки матрицы 2 при ее неподвижном состоянии. Одновременно с этим реализуется отделение облоя (избыточного материала) от внешней поверхности трубы 1.
Подобную операцию профилирования выполняют и на втором конце трубы 1.
Закрепление трубы 1 в отверстии трубной решетки следует производить в соответствии с технологией, изложенной, например, в статье "Новый механизм закрепления труб в трубных решетках". - Химическое и нефтегазовое машиностроение, 1998, N 9-10, стр. 64-66.
Одним из главных этапов этой технологии является принятие мер, обеспечивающих строгое расположение кольцевых выступов трубы 1 напротив кольцевых канавок трубной решетки.
Прикладывая сжимающее усилие к внутренней поверхности трубы 1, например, роликами механической вальцовки, производят раскатывание ее внутреннего диаметра, последовательно реализуя стадии привальцовки (введение кольцевых выступов в кольцевые канавки) и контролируемой развальцовки - совместной радиальной деформации соединяемых элементов.
Снятие деформирующего трубу 1 усилия приводит к формированию на контактных поверхностях кольцевых выступов и кольцевых канавок, а также вне их остаточного радиального давления, гарантирующего требуемые характеристики плотности.
Вальцовочное соединение обладает сочетанием таких повышенных характеристик, как прочность (определяется механическими свойствами материала трубы по местоположению кольцевых выступов), плотность (определяется величиной остаточною радиального давления на контактных поверхностях) и коррозионная стойкость, определяемая величиной утолщения стенки трубы.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках толщиной 80 мм из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр 25 мм, толщина стенки 2,5 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке: диаметры кольцевых выступов составляли 25 мм при внутреннем диаметре законцовки, равном 18,4 мм.
Профилирование концов трубы выполняли в технологической оснастке на горизонтальном гидравлическом прессе двойного действия при усилиях не более 0,2 мН.
Трубные отверстия изготавливались с диаметрами, равными 25, 15 мм. Кольцевые канавки трубных отверстий прямоугольного поперечного сечения имели: основание 3 мм, глубину 0,5 мм. Расстояние между канавками 10 мм.
Начальный зазор между торцами матрицы и прижима составлял 10 мм, что обеспечивало выпучивание трубы на стадии ее осевого сжатия до диаметра, равного 25, 8 мм. Угол конусности рабочих поверхностей торцев матрицы и прижима выбирался из условия минимизации осевого усилия и составлял 45o.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У 8 А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету.
Кольцевые выступы трапециевидного поперечного сечения имели: большое основание трапеции 3,0 мм и малое ее основание 2,8 мм.
Для производства кольцевых выступов использовался тот же гидравлический пресс двойного действия при усилиях, не превышающих 0, 29 мН.
Закрепление труб в трубных решетках производилось вальцовками отечественного производства на вальцовочном стенде фирмы "Индреско" (США).
Установлено, что образование вальцовочных соединений с использованием профилированных законцовок, обладающих управляемой по величине толщиной стенки, в сочетании с оптимальным остаточным давлением на контактных поверхностях обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений; устраняет какую-либо дефектность, влияющую на эксплуатацию трубного пучка.
Испытаниями на выдергивание трубы из трубной решетки подтверждены повышенные прочностные характеристики вальцовочных соединений.
Плотность соединений в сочетании с высокой коррозионной стойкостью обеспечили 100%-ную их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169631C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2205719C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Трубу устанавливают одним концом в плавающую матрицу, выполненную с разъемом по образующей и кольцевыми канавками трапециевидного поперечного сечения. Трубу фиксируют от возможного перемещения с помощью прижима. Рабочие торцы матрицы и прижима имеют форму конических поверхностей. При установке трубы в матрицу между рабочим торцом последней и рабочим торцом прижима образуют зазор. В трубе размещают ступенчатый пуансон, при перемещении которого в осевом направлении на внешней поверхности конца трубы формируют кольцевые выступы. При этом на внешней поверхности трубы в указанном зазоре создают сжимающие напряжения, для чего образующие конических поверхностей располагают из условия обеспечения выдавливания материала трубы в зазор и последующего отделения расположенного в зазоре избыточного материала трубы от ее внешней поверхности. Затем трубу устанавливают в отверстие трубной решетки с кольцевыми канавками прямоугольного поперечного сечения. Трубу фиксируют от возможного перемещения и закрепляют в отверстии трубной решетки приложением к внутренней поверхности трубы сжимающего усилия. В результате обеспечивается улучшение служебных характеристик полученных соединений за счет получения кольцевых выступов трубы с требуемыми геометрическими размерами. 5 ил.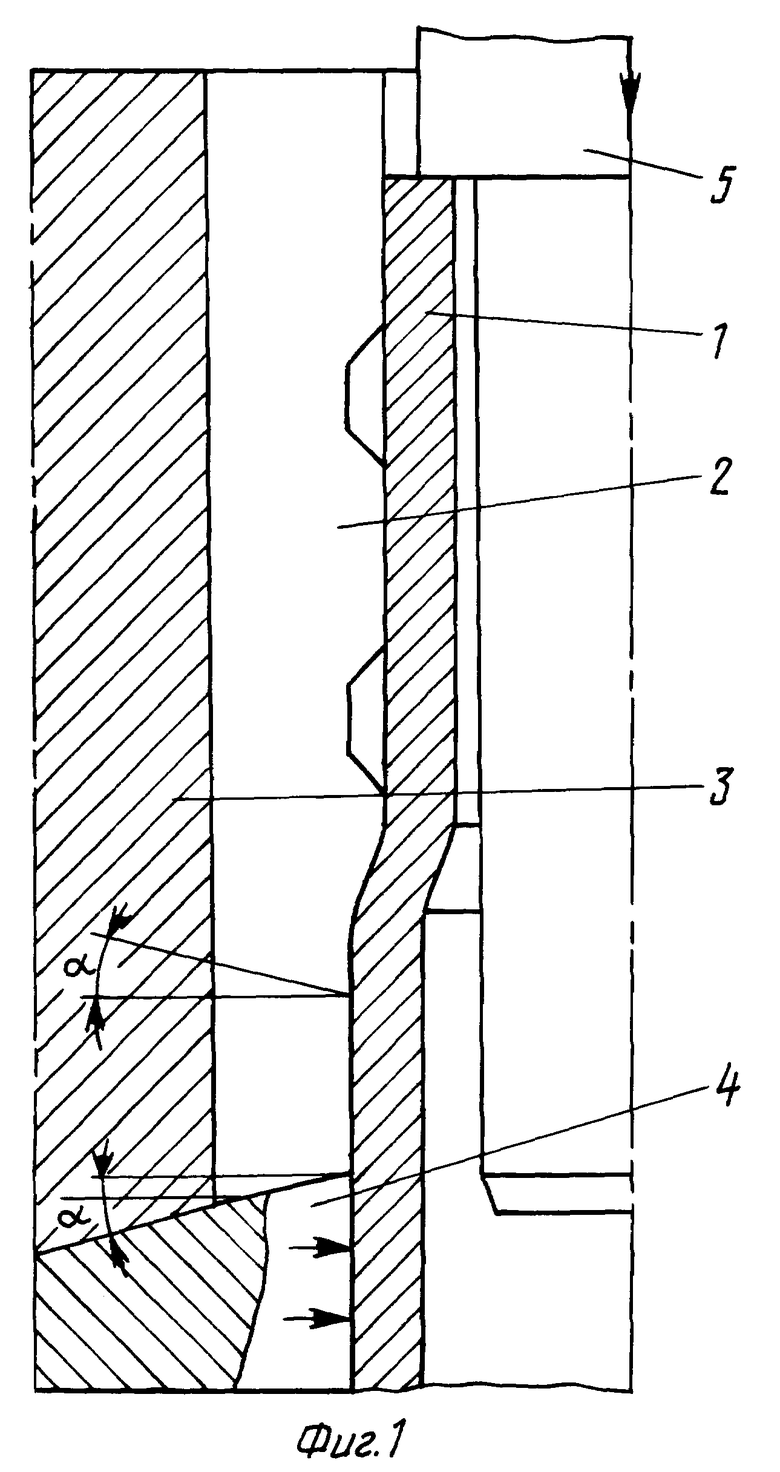
Способ закрепления труб в трубных решетках, включающий установку подготовленной к обработке трубы одним концом в разъемную по образующей матрицу, выполненную с кольцевыми канавками трапециевидного поперечного сечения, фиксацию трубы от возможного перемещения, размещение в ней ступенчатого пуансона, перемещение пуансона в осевом направлении с формированием на внешней поверхности конца трубы кольцевых выступов, последующую установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками прямоугольного поперечного сечения, с совмещением кольцевых выступов трубы с упомянутыми кольцевыми канавками трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия, отличающийся тем, что для формирования на конце трубы кольцевых выступов используют плавающую матрицу, фиксацию трубы от возможного перемещения после установки одного из ее концов в матрицу осуществляют с помощью прижима, при этом упомянутую установку производят с получением зазора между рабочими торцами матрицы и прижима, а формирование кольцевых выступов осуществляют в условиях создания сжимающих напряжений на внешней поверхности трубы в указанном зазоре, для чего рабочие торцы матрицы и прижима выполняют в виде конических поверхностей с образующими, расположенными из условия обеспечения выдавливания материала трубы в зазор и последующего отделения расположенного в зазоре избыточного материала от внешней поверхности трубы.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2096118C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1996 |
|
RU2095180C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| УПРАВЛЯЕМЫЙ ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2012 |
|
RU2475949C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

