Изобретение относится к машиностроению и может быть использовано в порошковой металлургии при изготовлении составных изделий.
Целью изобретения является упрощение процесса изготовления заклепки за счет одностороннего прессования.
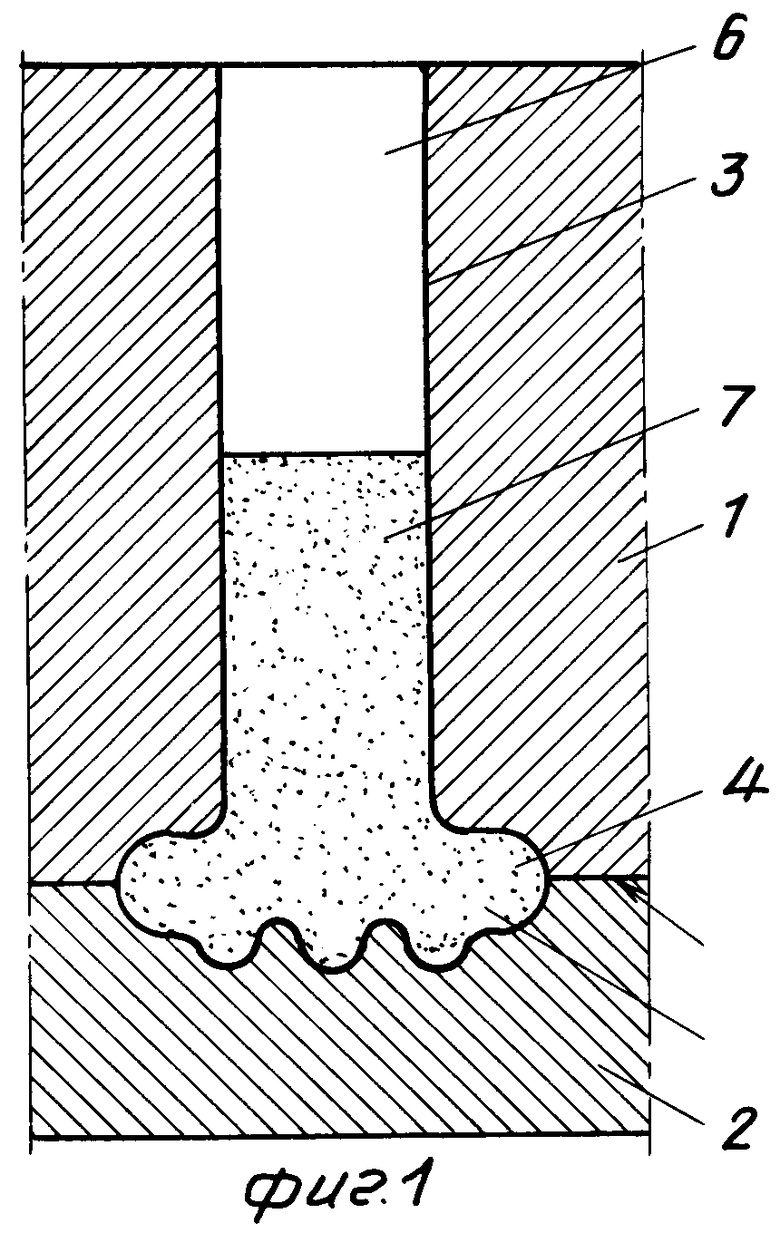
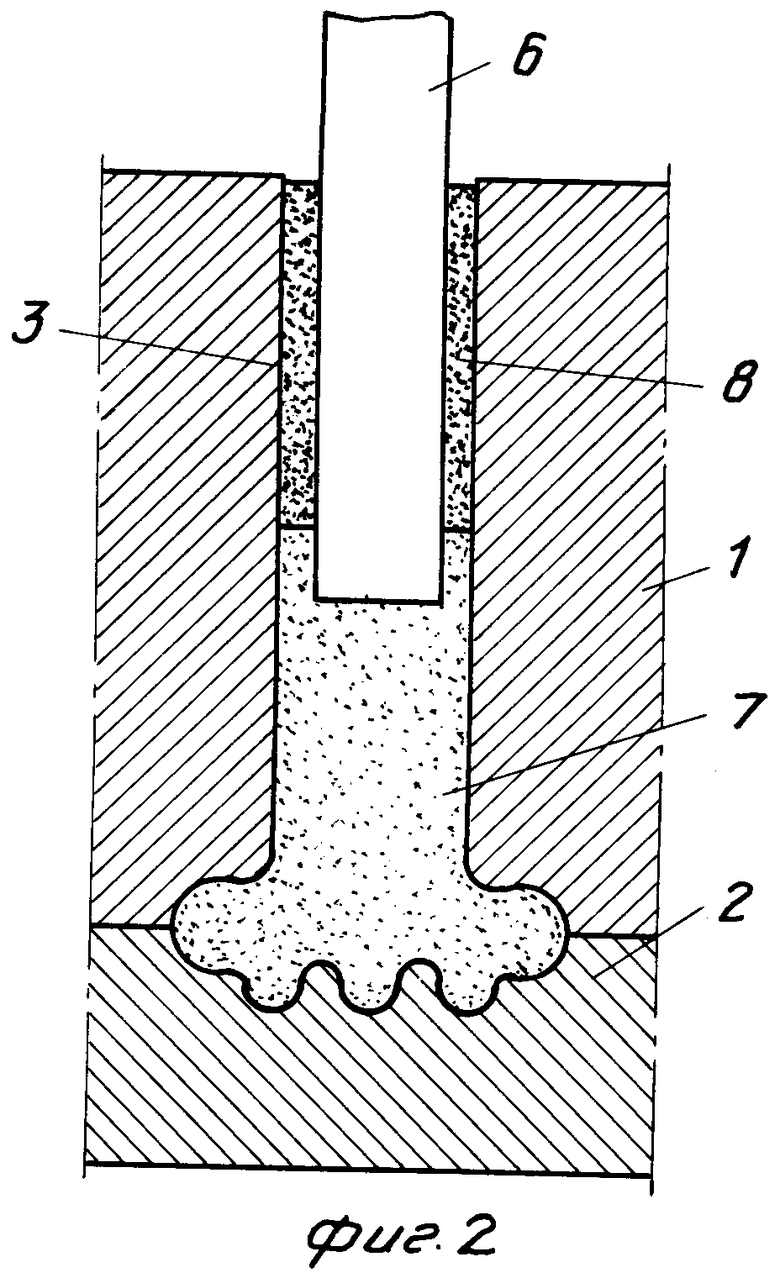
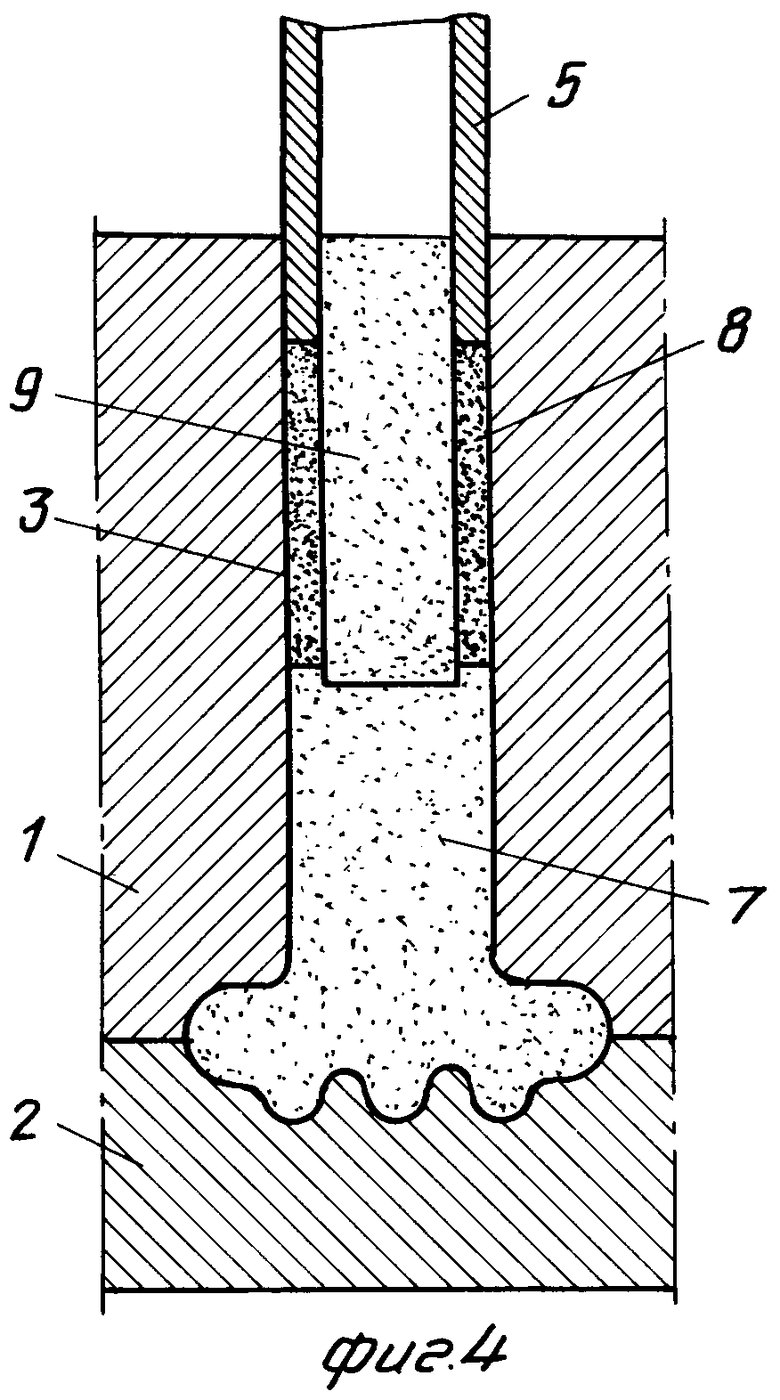
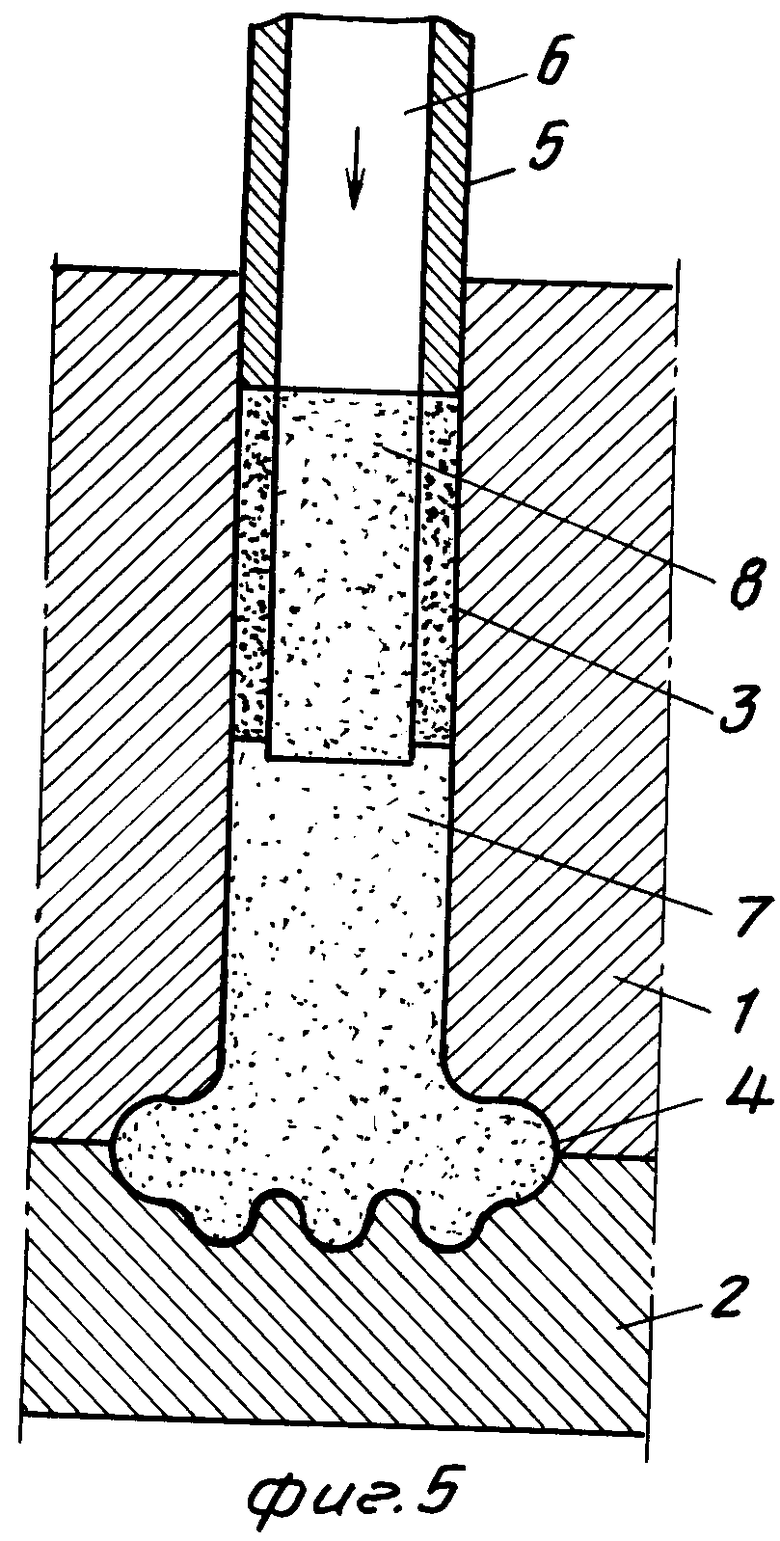
На фиг.1 представлен первый этап прессования; на фиг.2 - второй и третий этапы; на фиг.3 - четвертый; на фиг.4 - промежуточный; на фиг.5 - пятый; на фиг.6 - шестой этапы прессования; на фиг.7 - окончательный этап прессования.
Устройство для изготовления шипа содержит состоящую из двух частей форму, которая имеет матрицы 1 и 2. Матрица 1 имеет сквозное отверстие 3 для изготовления корпуса и наконечника шипа. Полости матриц имеют расширенную часть 4 для образования основания шипа в области, противоположной узкой части шипа. Устройство имеет пуансоны 5 и 6.
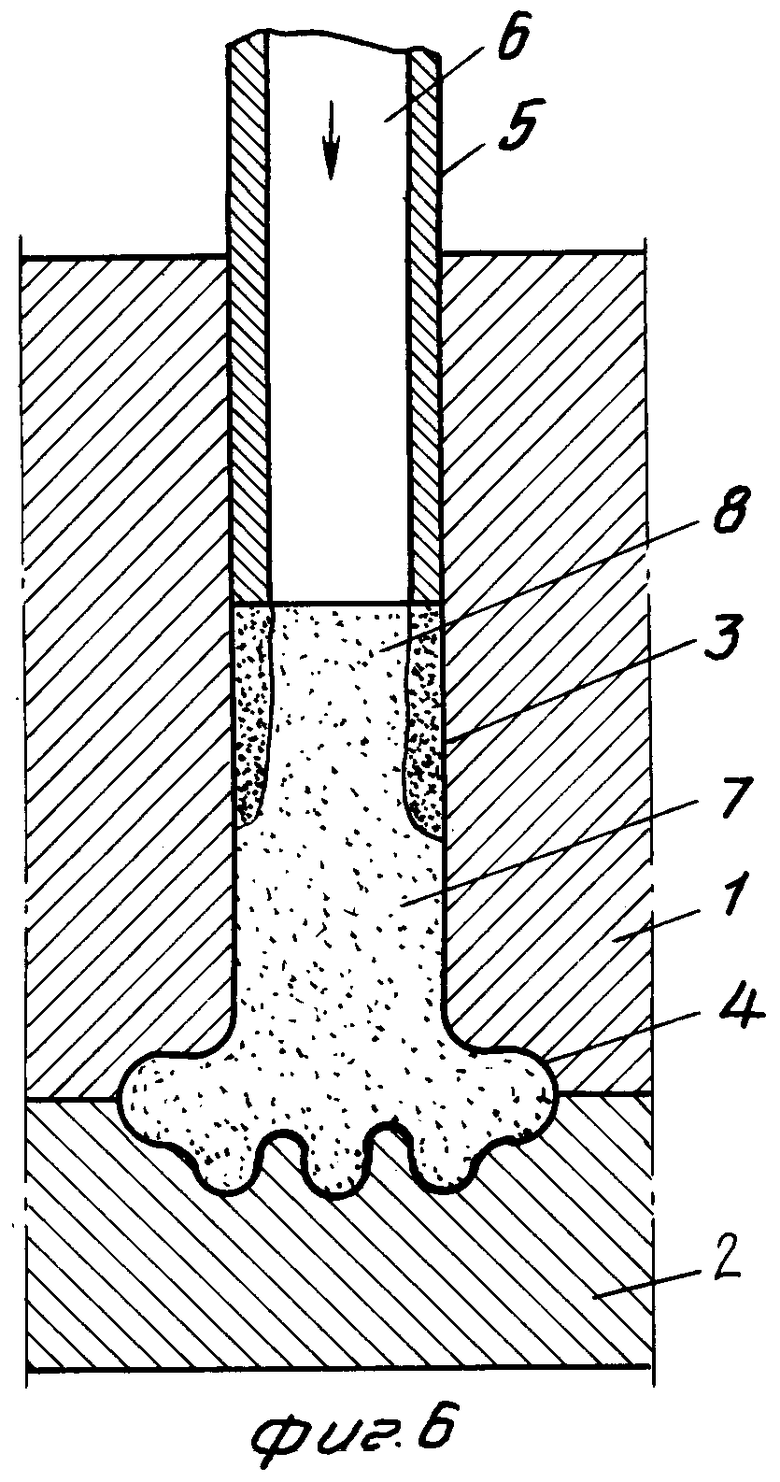
П р и м е р. На первом этапе прессования (фиг.1) матрицы 1 и 2 формы прилегают друг к другу с образованием расширяющейся в нижней части полости. На первом этапе форму заполняют первым материалом 7, из которого формируют корпус и фланец изготавливаемого шипа. На фиг.2 изображена второй и третий этапы прессования. В полость верхней матрицы 1 вводят пуансон 6, с помощью которого первый материал 7 для изготовления шипа, введенный в форму на первом этапе, прессуют в направлении второй матрицы 2 формы. Между пуансоном 6 и матрицей 1 образуется зазор круговой формы, куда помещают второй порошковый материал 8. Из этого материала образуется круговая износоустойчивая часть на наконечнике шипа. Четвертый этап способа изготовления показан на фиг. 3. На втором этапе другой пуансон 5, который находится на пуансоне 6 и соосен ему, вводится в полость матрицы 1 и им осуществляется промежуточная запрессовка незаполненного объема шипа с помощью пуансонов 5 и 6 одновременно. После завершения промежуточной запрессовки (фиг.4) проводят следующий пятый этап прессования. На этом этапе пуансон 6, находящийся внутри пуансона 5, извлекают из формы. Форму заполняют третьим материалом 9, в то же время пуансон 5 сохраняет положение, показанное на фиг.4. С помощью третьего материала 9 пространство, остающееся внутри второго материала 8 и пуансона 5, заполняется в желаемой степени. На пятом этапе прессования осуществляется запрессовка материалов 7,8 и 9 до желаемой плотности. На фиг.6 показан этап прессования, на котором шип приобретает окончательную форму и плотность.
В качестве первого материала 7 предпочтительно использовать различные ферритовые, керамические или эквивалентные спекающиеся порошкообразные вещества.
В качестве первого материала можно также использовать различные смеси или добавки, благодаря которым повышается совместимость основания шипа с резиной и скользящие свойства шипа в резине покрышки. Такими материалами могут быть сплавы с карбидом вольфрама, тантала или титана. В качестве третьего материала предпочтительно использовать тот же, что и первый материал. В качестве третьего материала можно использовать материал или сплав, благодаря которому повышается прочность и/или сопротивление изгибу шипа. Благодаря использованию такого материала можно существенно уменьшить опасность поломки шипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установленный во втулке шип | 1988 |
|
SU1718716A3 |
| Фиксированный или установленный во втулке шип | 1989 |
|
SU1713430A3 |
| Установленный во втулке шип | 1988 |
|
SU1685260A3 |
| Автомобильная шина | 1988 |
|
SU1628846A3 |
| Стандартный шип для шины автомобиля | 1988 |
|
SU1795944A3 |
| Шип, оснащенный втулкой | 1989 |
|
SU1782215A3 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| Шип | 1988 |
|
SU1787119A3 |
| СИСТЕМА ПОДАЧИ ЭЛЕКТРОЛИТИЧЕСКОЙ ЖИДКОСТИ В РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ ЭЛЕКТРОЛИЗНОЙ УСТАНОВКЕ | 1992 |
|
RU2095474C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ В ЭЛЕКТРОЛИЗЕРЕ, ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ВОДОРОДА И КИСЛОРОДА (ВАРИАНТЫ) И ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ВОДОРОДА | 1993 |
|
RU2102535C1 |
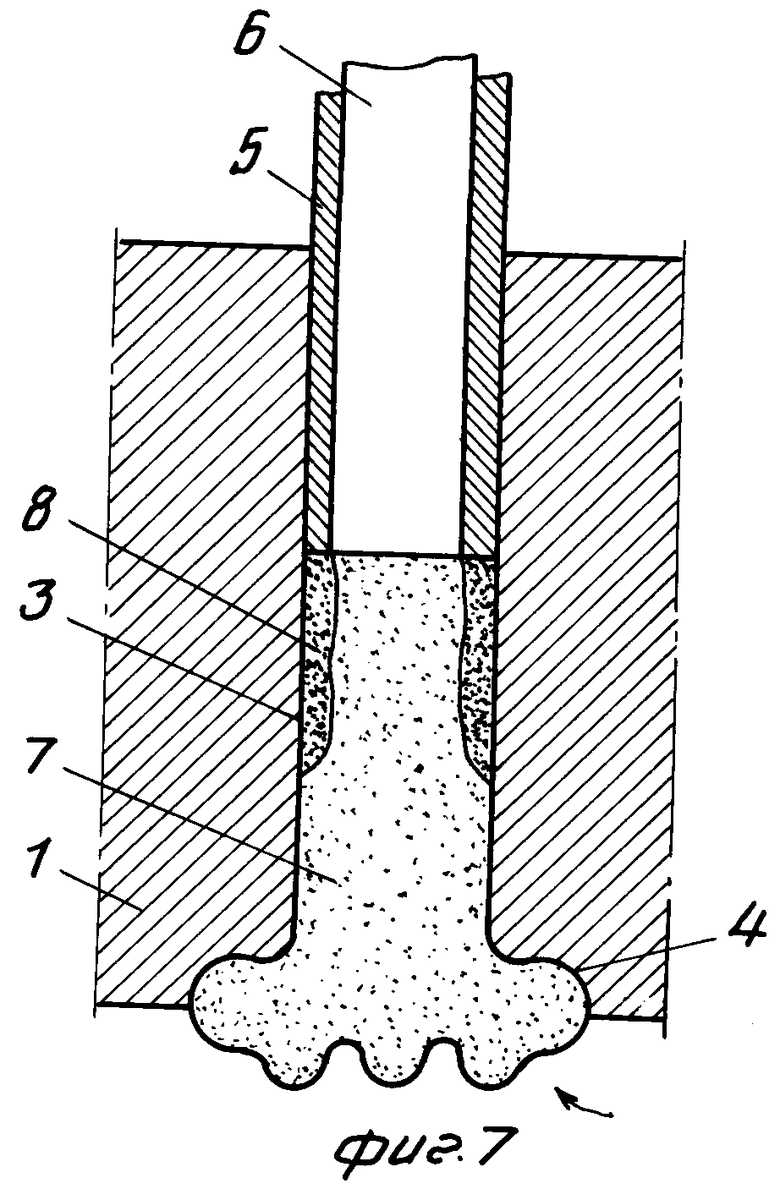
Существо изобретения заключается в том, что способ изготовления заклепки для фиксированного шипа или для установленного во втулке шипа с твердым наконечником и основанием круглой формы предусматривает загрузку первого материала 7 в матричную полость, образованную состыкованными матрицами 1 и 2. Из этого материала формируют корпус и фланец шипа. Затем проводят загрузку второго материала, который прессуют пуансоном 5 в зазоре, образующемся между стенкой матрицы 1 и пуансоном 6. Пуансон 6 извлекают, в образовавшуюся полость помещают третий порошковый материал и осуществляют совместную подпрессовку всех частей изготавливаемого шипа из трех материалов. Способ обеспечивает получение шипа, сочетающего высокие характеристики совместимости с резиной покрышки, прочности и сопротивления изгибу. 8 з.п. ф-лы, 7 ил.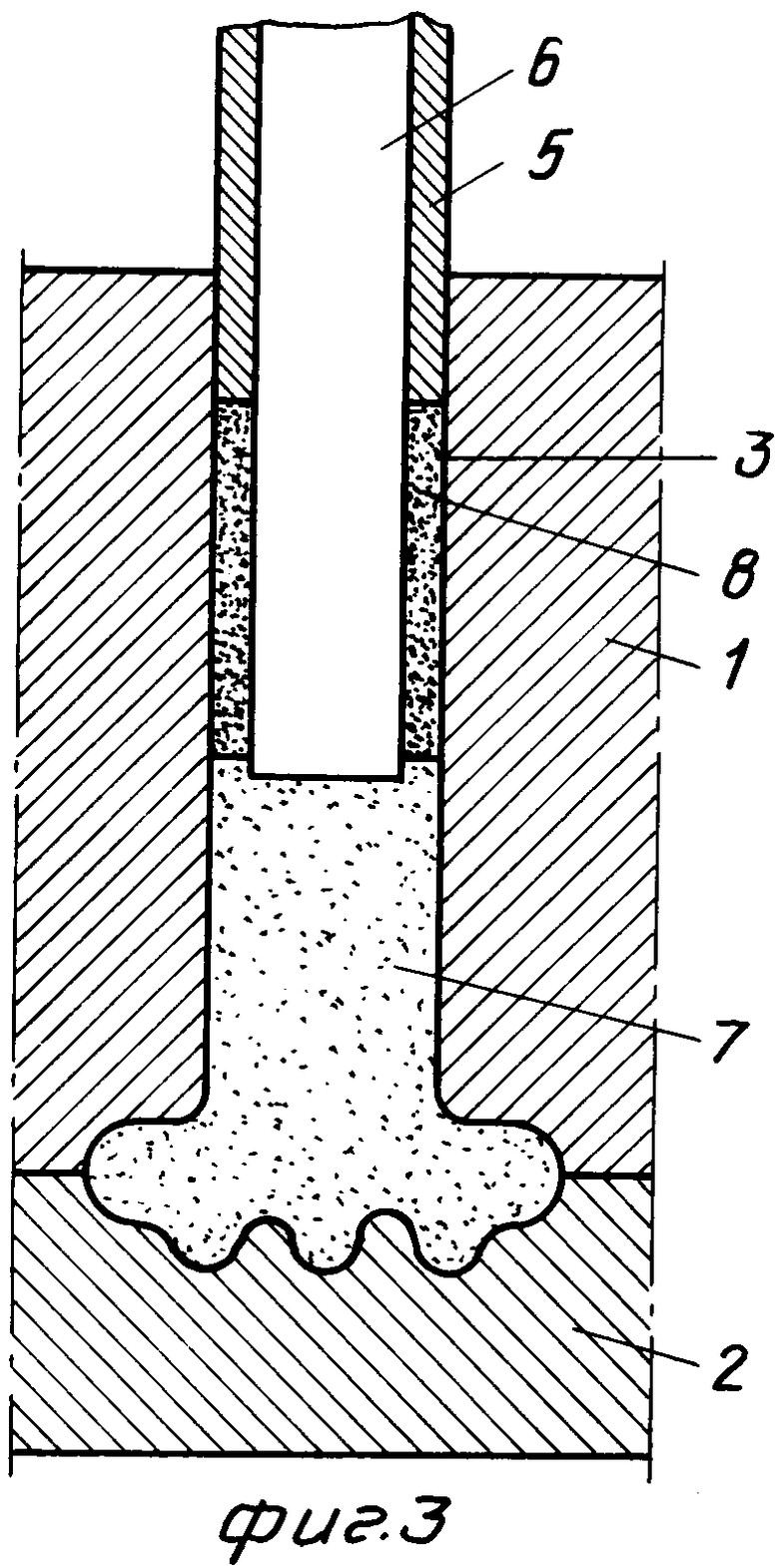
| Универсальный пробочный кран для регулирования проточной однотрубной или двухтрубной систем центрального отопления | 1949 |
|
SU82907A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
