Изобретение относится к оборудованию для контактной стыковой сварки и может быть использовано при сварке труб малых и средних диаметров (77-530 мм) в условиях строительства магистральных трубопроводов нефтяной и газовой промышленности.
Известны машины для сварки труб малых и средних диаметров, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия [1].
Известна машина для контактной стыковой сварки, содержащая два гидроцилиндра оплавления и осадка, расположенные симметрично относительно ее вертикальной оси, а также подвижный и неподвижный в осевом направлении механизмы зажатия, каждый из которых включает гидроцилиндр зажатия, установленный на корпусе, выполненном с опорной поверхностью для взаимодействия с частью свариваемого изделия, и два поворотных рычага, одни концы которых снабжены контактно-зажимными губками, а другие связаны с гидроцилиндром зажатия [2].
В известных решениях гидроцилиндры встроены в поворотные рычаги, а так как каждый гидроцилиндр осадки проходит через оба зажима, то с помощью такой конструкции зажатие обоих концов свариваемых труб или рельсов необходимо производить одновременно, что нетехнологично, т.к. трудно выставить равные вылеты концов труб для сварки.
Свариваемые трубы имеют допуск на диаметр (например, ± 2 мм на диаметр трубы 530 мм), то для того, чтобы зажать трубы, шток одного из гидроцилиндров осадки закрепляется с зазором, что нарушает центрирование труб.
Целью изобретения является повышение надежности машины и улучшение условий центрирования. Это достигается тем, что машина выполнена в виде двух неподвижных скобообразных корпусов с установленными на внутренних их поверхностях контактными зажимами губками. Корпуса связаны между собой двумя штоками гидропривода оплавления и осадки, расположенными вдоль продольной оси машины, симметрично относительно вертикальной оси машины.
При этом штоки гидроцилиндров служат одновременно осями для двух пар подвижных клещевых зажимов, на концах которых закреплены контактные зажимные губки.
Выполнение в машине двух неподвижных скобообразных корпусов и установление в них штоков гидроцилиндров механизма оплавления и осадки позволяет улучшить центрирование свариваемых труб, благодаря обеспечению раздельного зажатия концов свариваемых труб, что обеспечивает подвижность конструкции машины и расширяет технологические возможности сварки труб.
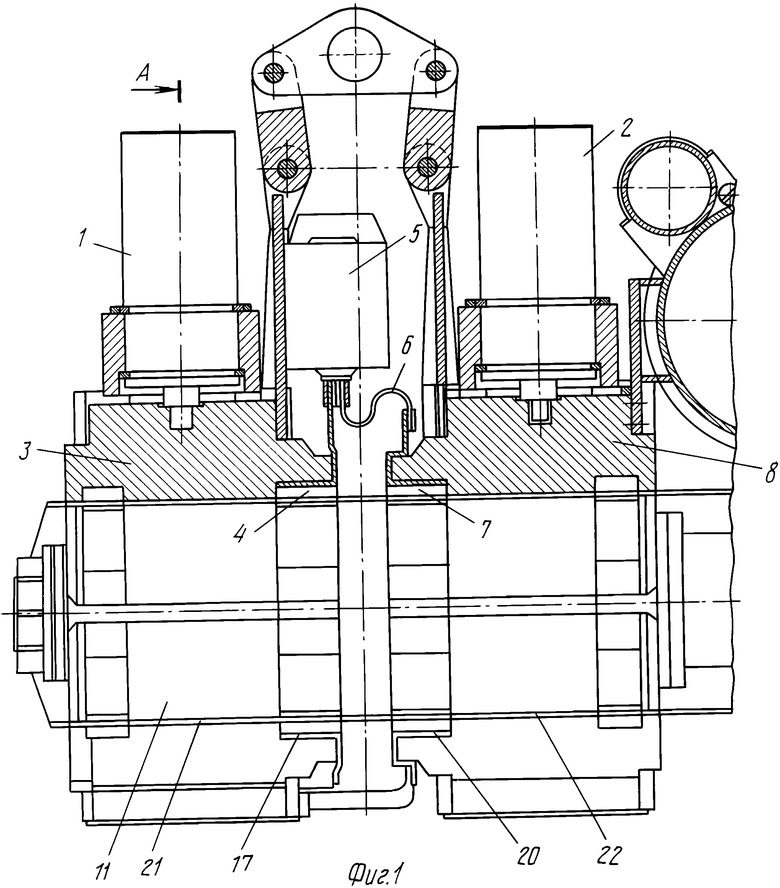
На фиг. 1 изображена машина для контактной стыковой сварки труб малых и средних диаметров,общий вид: на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - машина в раскрытом состоянии.
Машина для контактной стыковой сварки труб содержит неподвижный 1 и подвижный 2 механизмы зажатия (фиг. 1).
Неподвижный механизм 1 зажатия состоит из неподвижного скобообразного корпуса 3, на внутренней части которого установлены контактно-зажимные губки 4, соединенные со вторичной обмоткой сварочного трансформатора 5. Последний закреплен на неподвижном 1 механизме зажатия.
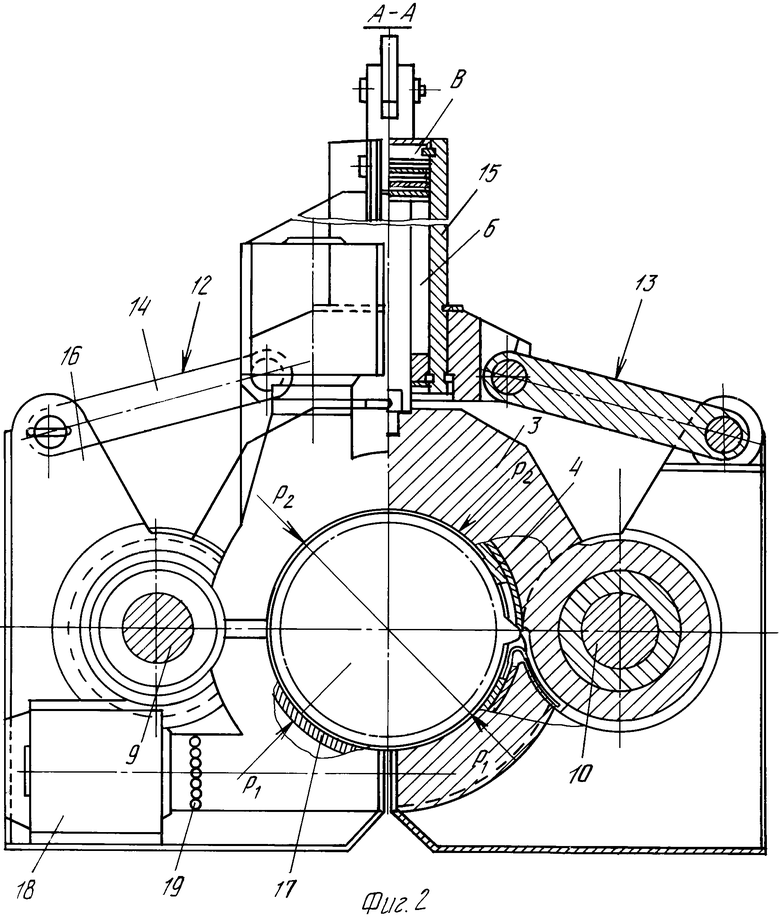
Другой вывод вторичной обмотки сварочного трансформатора соединен с помощью гибкой шины 6 с контактно-зажимными губками 7, установленными на внутренней части скобообразного корпуса 8 подвижного 2 механизма зажатия. Корпуса 3 и 8 механизмов зажатия 1 и 2 связаны друг с другом штоками 9 и 10 (фиг. 2) гидроцилиндров 11 оплавления и осадки, расположенными вдоль оси машины по обе стороны от вертикальной оси симметрии машины.
Штоки 9 и 10 служат одновременно осями для каждой из двух пар системы 12 и 13 зажимных рычагов неподвижного механизма 1 зажатия (фиг. 2) и аналогичной конструкции систем зажимных рычагов подвижного механизма 2 зажатия.
Каждая пара зажимных рычагов (например, системы 12) связана шарнирно одним концом рычага 14 с подвижным корпусом 15 гидроцилиндра зажатия, шток которого жестко закреплен на неподвижном скобообразном корпусе 3 механизма зажатия. На концах второго рычага 16 установлены контактно-зажимные губки 17, соединенные со вторичной обмоткой сварочного трансформатора 18, закрепленного на рычаге 16. Второй вывод вторичной обмотки трансформатора соединен с помощью гибкой шины 19 с контактно-зажимными губками 20, закрепленными на конце рычага аналогичной пары зажимных рычагов подвижного механизма 2 зажатия.
Вторая пара зажимных рычагов 13 (фиг. 2) имеет аналогичную конструкцию рычагов, трансформаторов и токоподвода.
Конструкция зажимных рычагов подвижного механизма 2 зажатия аналогична. Свариваемые трубопровод и привариваемая труба обозначены позициями 21 и 22.
Машина для контактной стыковой сварки труб работает следующим образом.
Машина в раскрытом состоянии надевается сверху на стык свариваемых труб 21 и 22 так, чтобы неподвижный механизм 1 зажима находился на конце трубы 21, а подвижный механизм зажатия на конце трубы 22 (фиг. 1).
Рабочая жидкость подается в полсть Б (фиг. 2) гидроцилиндра 15 зажатия неподвижного механизма зажатия. Рычаги 14, поворачиваясь вокруг осей, которые смещаются совместно с корпусом гидроцилиндра 15 относительно неподвижного штока в сторону неподвижного корпуса 3, поворачивают относительно осей 9 и 10, являющихся одновременно штоками гидроцилиндров 11 оплавления и осадки, подвижные рычаги 16 до их смыкания, образуя цилиндр, внутри которого расположена труба 21. После закрытия поворотные рычаги 16 систем 12 и 13 фиксируются известным замковым устройством (на чертеже не показан). Так как контактно-зажимные губки 4 и 17 обрабатываются совместно при изготовлении машины, то неподвижный механизм 1 зажатия сцентрирован относительно оси трубопровода 21.
В процессе последующей работы, а именно зажатия привариваемой трубы 22 относительно машины подвижным механизмом 2 зажатия, проводят в таком же порядке, как и зажатие трубопровода неподвижным механизмом зажатия.
При этом происходит центрирование и зажатие привариваемой трубы 22 относительно неподвижного механизма зажатия и следовательно относительно трубопровода - плети 21, так как оба зажимных механизма в процессе наладки машины отрегулированы на центрирование к одной оси.
После центрирования и зажатия привариваемой трубы и трубопровода производят сварку и оплавление известным способом с помощью трансформаторов и цилиндров оплавления и осадки.
Для разжатия сваренной трубы 22 и трубопровода 21 и для раскрытия систем рычагов 12, 13 неподвижного и подвижного механизмов зажатия рабочая жидкость подается в полость В гидроцилиндров 15, а полость Б сообщается со сливом.
После раскрытия рычажных систем 12, 13 механизмов зажатия машина для контактной стыковой сварки труб перемещается к следующему стыку и процессы зажатия, центрирования и сварки повторяются.
Таким образом, в машине каждый механизм зажатия имеет неподвижный скобообразный корпус, зажатие концов свариваемых труб происходит раздельно, что улучшает условия центрирования и технологические возможности машины. В предлагаемой конструкции машины за счет беззазорного закрепления штоков цилиндров осадки в неподвижных корпусах можно сцентрировать свариваемые трубы и строго разбить допуск по горизонтали.
В связи с тем, что штоки цилиндров осадки расположены в плоскости, проходящей через горизонтальную ось машины симметрично вертикальной оси машины, в предлагаемой конструкции нет изгибающего момента, а следовательно, нет заклинивания при работе машины, что повышает надежность конструкции.
Усилия Р1 (фиг. 2) создаются гидроцилиндрами зажатия 15 и системами 12 и 13 зажимных рычагов подвижного и неподвижного механизмов зажатия. А так как корпуса этих механизмов выполнены неподвижными и скобообразными, то возникают реакции P2 от усилий Р1, развиваемых гидроцилиндрами. И усилия зажатия, необходимые для зажатия свариваемых труб, в предлагаемой конструкции, представляют собой сумму усилий Р1 и реакций этих усилий Р2. Таким образом, для получения необходимого усилия зажатия требуются цилиндры зажатия в 2 раза меньше по сравнению с прототипом. За счет уменьшения цилиндров зажатия уменьшается вес машины, а значит машина более компактная, технологичная, при этом снижается стоимость машины на 15%.
В качестве базового варианта была принята машина типа К-584М для контактной стыковой сварки труб диаметром 377-529 мм, серийно выпускаемая Каховским заводом электросварочного оборудования.
Техническим преимуществом заявляемой машины для контактной стыковой сварки труб является то, что конструкция механизмов зажатия обеспечивает высокое качество центрирования и повышает надежность машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки труб | 1984 |
|
SU1191224A1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
Использование: при контактной стыковой сварке, в частности при сварке труб малых и средних диаметров в условиях строительства магистральных трубопроводов нефтяной и газовой промышленности. Сущность изобретения: машина для контактной стыковой сварки содержит подвижный и неподвижный в осевом направлении механизм зажатия и два гидроцилиндра оплавления и осадки, установленных симметрично относительно вертикальной оси машины в одной плоскости с ее горизонтальной осью. Неподвижный механизм зажатия выполнен в виде корпуса 3, на внутренней поверхности которого установлены контактно-зажимные губки 4, и двух поворотных рычагов 16. На одних концах рычагов установлены контактно-зажимные губки 17, другие концы посредством рычагов 14 соединены с гидроцилиндром зажатия. Осью поворота рычагов 16 являются штоки 9,10 гидроцилиндров оплавления и осадки. Конструкция подвижного механизма зажатия аналогична описанной. Штоки 9,10 связывают корпуса подвижного и неподвижного механизмов зажатия друг с другом. Машина обеспечивает раздельное зажатие концов свариваемых изделий. 3 ил.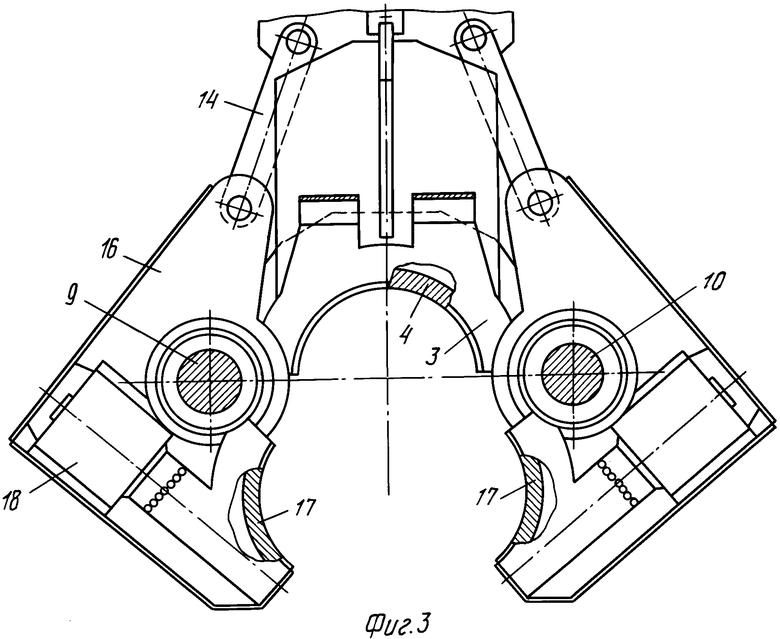
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, содержащая два гидроцилиндра оплавления и осадки, расположенные симметрично относительно ее вертикальной оси, а также подвижный и неподвижный в осевом направлении механизмы зажатия, каждый из которых включает гидроцилиндр зажатия, установленный на корпусе, выполненном с опорной поверхностью для взаимодействия с частью свариваемого изделия, и два поворотных рычага, одни концы которых снабжены контактно-зажимными губками, а другие связаны с гидроцилиндром зажатия, отличающаяся тем, что, с целью повышения надежности и улучшения условий центрирования, гидроцилиндры оплавления и осадки расположены в одной плоскости с горизонтальной осью машины, корпуса механизмов зажатия связаны штоками упомянутых гидроцилиндров, опорные поверхности корпусов снабжены контактно-зажимными губками, а рычаги установлены с возможностью поворота на штоках гидроцилиндров оплавления и осадки.
| Кучук-Яценко С.И | |||
| и Лебедев В.К | |||
| Контактная стыковая сварка непрерывным оплавлением | |||
| К.: Наукова думка, 1976, с.203, рис.109. |
