Изобретение относится к оборудованию для контактной стыковой сварки кольцевых стыков труб, как в условиях строительства магистральных трубопроводов, так и в стационарных условиях.
Целью изобретения является расширение технологических возможностей машины для контактной стыковой сварки кольцевых стыков труб с большой толщиной стенки, имеюш,их, следовательно; большое свариваемое сечение, требующих увеличенных усилий для зажатия их в зажимах сварочной машины и больших усилий осадки.
На чертеже изображена предлагаемая машина, продольный разрез.
Машина для контактной стыковой сварки труб состоит из неподвижного механизма 1 зажатия, подвижного механизма 2 зажатия и сварочного трансформатора 3, соединенного токоведущими шинами 4 и 5 .с зажимными центрирующими губками 6 и 7, которые серьгами 8 и 9 связаны с опорными дисками 10 и П.. Опорные диски 10 и 1 с помощью концентрично расположенных труб 12 и 13 соединены с траверсами 14 и 15. Траверса 14 установлена на основании 16 и жестко соединена с одной стороны со штоками цилиндров 17 оплавления и осадки установленных на траверсе 18, которая соединена тягами 19 и 20 с траверсой 15, а с другой стороны - со штоками 21 цилиндров 22 неподвижного механизма I зажатия. Цилиндры 22 установлены на траверсе 23, которая соединена с трубой 24. Труба 24 заканчивается конусом 25, контактирующим с зажимными губками 6. Зажимные губки 7 контактируют с конусом 26, связанным с трубой 27, которая соединена с траверсой 28. Траверса 28 жестко связана со штоками цилиндров 29 подвижного механизма 2 зажима, установленных на траверсе 15, соединенной трубой 13 с опорным диском 11.
Опорный диск 11 шарнирно связан серьгами 9 с зажимными губками 7. Привариваемая труба обозначена позицией 30, а сваренная илеть 31.
Машина работает следующим образом.
Машина устанавливается в сваренную
плеть 31, затем под дейетвием цилиндров 22
неподвижного механизма зажатия перемещается траверса 23 и через трубу 24 передает усилие конусу 25, который разводит зажимные губки 6, производя зажим плети 31. Возникающее при этом осевое усилие через серьги 8, опорный диск 10, трубу 12 и шток 21 цилиндра 22 замыкается
на траверсе 14, установленной на основании 16. Зажим привариваемой трубы осуществляется подвижным механизмом 2 зажатия при помощи цилиндров 29, штоки которых через траверсу 28, трубу 27 перемешают конус 26, который разводит зажимные губки 7. При этом происходит зажим привариваемой трубы 30. Осевое усилие через серьги 9, опорный диск 11, трубу 13 передается траверсе 15 с установленными на ней цилиндрами 29 подвижного механиз0 ма зажатия.
Осадка осуществляется под действием цилиндров осадки 17, которые передают усилие неподвижному механизму 1 зажатия труб через траверсу 14, трубу 12, серьги 8 и токоподводящие губки 6, а подвижному механизму 2 зажатия через траверсу 18, тяги 19 и 20, траверсу 18, тяги 19 и 20, траверсу 15, трубу 13, серьги 9 и токоподводящие губки 7. При подаче масла в щтоковую полость цилиндров 17 и
0 включенном трансформаторе 3 происходит сближение труб, оправление их кромок и сварка.
Таким образом, размещение гидроцилиидров механизмов зажатия и оплавления и осадки вне ограниченного пространства свариваемых труб позволило за счет увеличения размеров гидроцилиндров получить при оптимальных давлениях гидравлики большие усилия зажатия и осадки, необходимые для сварки труб с повышенной толщиной стенок. Кроме того, такое выполнение конструкции исключило попадание брызг расплавленного металла на гидроцилиндры, повышая тем самым надежность работы машины.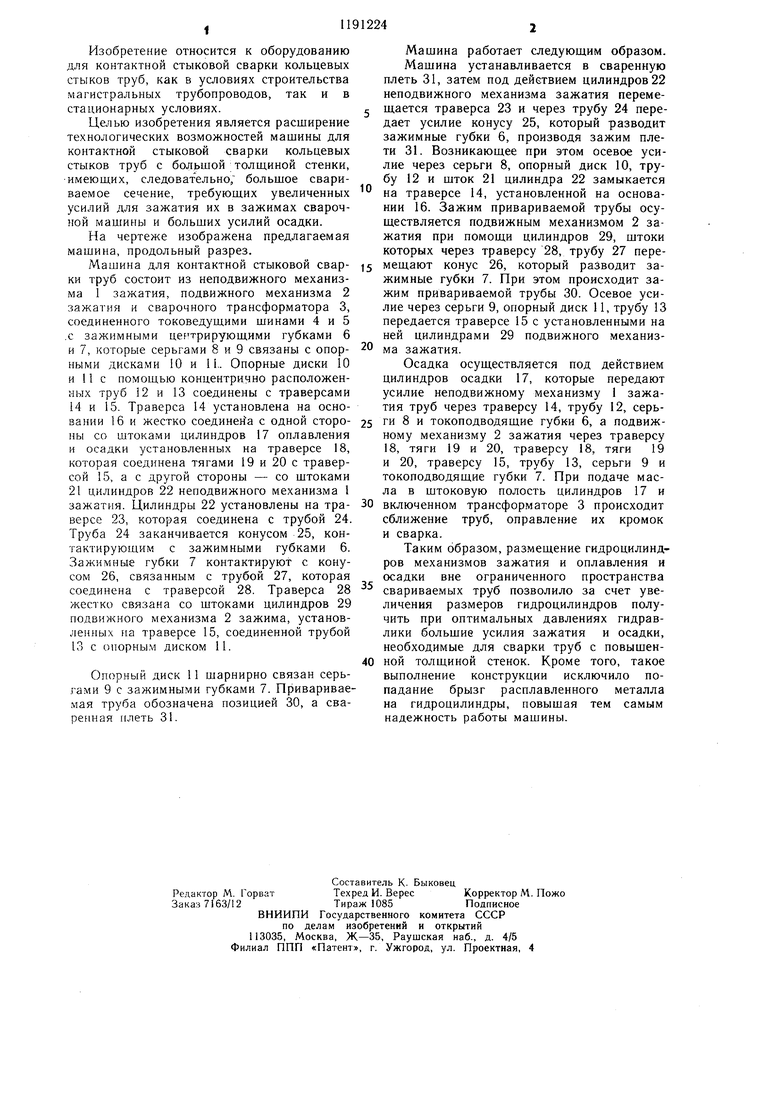
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ, содержащая основание, сварочный трансформатор, центральную несущую щтангу, на которой смонтированы подвижный и неподвижный механизмы зажатия, выполненные в виде зажимных центрирующих башмаков, а также цилиндры механизмов зажатия и механизма оплавления и осадки, отличающаяJ/ J 4 10 Т в 6 5 2 7 9 77 72 3ff 73 4 ся тем, что, с целью расщирения технологических возможностей машины и увеличения ее надежности, центральная несущая штанга выполнена в виде четырех расположенных концентрично одна в другой труб с возможностью их перемещения в продольном направлении относительно центральной, одни концы труб попарно связаны соответственно с центрирующими башмаками подвижного и неподвижного механизмов зажатия, а другие концы снабжены «естко закрепленными на них траверсами, также попарно связанными посредством цилиндров .механизмов зажатия, при это.м траверса, закрепленная на центральной трубе, жестко закреплена на основании и связана с цилиндрами неподвижного .механизма зажатия, а механизм оплавления и осадки выполнен в виде жестко соединенной с траверсой, связанной с цилиндрами подвижного .механиз.ма зажатия, траверсой с цилиндрами, штоки которых связаны с траверсой, закрепленной на центральной трубе. СО to to lif;: jXX yx NywЖC S ч o C / / / / 76 гв 23 ГЗ 21 22 го /4. //
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 0 |
|
SU292743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
