Изобретение относится к смазкам для горячей обработки металлов давлением и может быть использовано при горячем прессовании прутков, профилей и труб, в частности труб из углеродистых и нержавеющих сталей.
Известны смазки для горячего прессования металлов на основе силикатных стекол. Применение этих смазок создает избыток жидкой фазы в очаге деформации, приводящий к налипанию смазок на пресс-изделия и инструмент и вызывающий брак изделий и износ матриц.
Известна смазка для горячего прессования металлов, представляющая собой природное минеральное сырье - авгитовый концентрат.
Недостатком известной смазки является узкая область ее использования - только в виде смазочных шайб. Кроме того, смазка содержит включения природных минералов, например сфенового, которые приводят к браку на поверхности пресс-изделий в виде рисок и глубоких включений неоплавившихся частиц, а также к повышенному износу пресс-инструмента.
Цель изобретения - повышение стойкости прессового инструмента и улучшение качества обработанной поверхности пресс-изделий.
Поставленная цель достигается тем, что смазка для горячей обработки металлов давлением на основе природного минерального сырья, в качестве последнего содержит эгирин-диопсидовый концентрат и дополнительно содержит буру и апатит при следующем соотношении компонентов, мас.%: Бура 10-50 Апатит 0,1-3,0
Эгирин-диопсидовый концентрат Остальное
Использование предлагаемой смазки позволит при стабильной и эффективной работе в процессе прессования исключить налипание смазки на инструмент, сократить более чем в 5 раз время удаления смазочных пленок в пресс-изделий, в процессе их остывания и тем самым повысить на 25% стойкость прессового инструмента и улучшить качество поверхности обрабатываемых пресс-изделий.
В качестве основы смазки используется эгирин-диопсидовый концентрат, имеющий следующий химический состав, мас.%: SiO2 42,7-46,00; Na2O 5,4-7,5; K2O 0,9-3,0; MgO 2,5-4,5; CaO 6,5-14,2; Al2O3 8-10; FeO 6,5-9,0; Fe2O3 11,0-14,0; TiO2 3,0-6,8; P2O5 0,02-0,85.
Минералогический состав эгирин-диопсидового концентрата, мас.%: Эгирин-диопсид 67-71 Эгирин 6-9 Нефелин 5-6 Сфен (титанит) 3-6 Титано-магнетит 0,9-4,6 Полевой шпат 0,3-0,9 Гидрослюды (лаберенит) 0,2-0,7 Ильменит 2-6 Прочие минералы и сростки Остальное
Присутствие в основе смазки добавок апатита и буры позволяет усреднить ее состав, значительно снизить температуру плавления и вязкость при температуре прессования, а также резко снизить температуру массовой кристаллизации.
Апатит увеличивает скорость кристаллизации смазочной пленки и тем самым способствует значительному снижению налипания смазки на инструмент и пресс-изделия, что облегчает самоудаление смазки.
Апатит имеет следующий химический состав, мас.%: SiO2 2,0; Na2O 0,33; K2O 0,3; MgO 0,18; CaO 50,5; Al2O3 0,8; FeO 0,1; Fe2O3 0,6; TiO2 0,44; MnO 0,03; SrO 2,95; P2O5 39,4; F2O3 3,18.
Бура позволяет значительно снизить температуру кристаллизации, что способствует расширению температурных границ применения смазки и получению сплошных смазочных пленок. Введение в основу смазки буры совместно с апатитом позволяет получать непрерывные пленки толщиной до нескольких микрон. Такие пленки не создают избытка смазки в очаге деформации и на пресс-изделиях, они быстро кристаллизуются и самопроизвольно удаляются.
Эгирин-диопсидовый концентрат получают из апатитонефелиновой руды путем ее дробления, измельчения мокрым помолом, флотации и мокрой магнитной сепарации в сильном поле. Черновой эгирин-диопсидовый концентрат дополнительно проходит операцию перечистки, после чего его сгущают в гидроциклонах, фильтруют на вакуум-фильтрах до влажности 10-15% и при необходимости сушат в барабанных сушилках до влажности 1 ± 0,5%.
Смазку готовят смешением в необходимых расчетных количествах ее компонентов (эгирин-диопсидового концентрата, апатита и буры) и расплавляют полученную шихту при 1300оС в течение 3 ч. Расплавленная масса выливается в воду с образованием гранулята, который подвергается сушке, помолу и просеву с получением крупки фракции 300-800 мкм для смазочных шайб и фракции 200-500 мкм для смазки при накатке, прошивке и для смазки внутренней поверхности трубы.
Смазочные шайбы готовят из крупки фракции 300-800 мкм, смешанной с раствором жидкого натриевого стекла в воде при соотношении 1:1.
Для специальных исследований (например, при осадке образцов) гранулят размалывают и просеивают с получением частиц размером менее 100 мкм, который затем смешивают с 6% огнеупорной глины и раствором жидкого стекла в воде (1:1) до получения суспензии.
Смазки наносят на инструмент и заготовки известными способами.
Примеры конкретного использования предлагаемой смазки представлены в табл. 1, при осадке кольцевых образцов диаметр наружный 60 мм, диаметр внутренний 30 мм, H 20 мм из нержавеющей стали 12Х18Н10Т на прессе усилием 8 МН при 1150о С и степени деформации 50%.
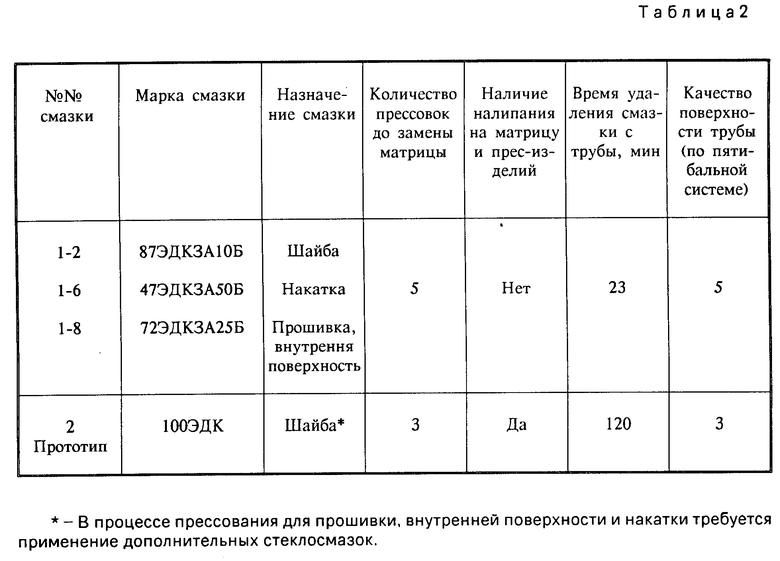
В табл. 2 приведены данные при горячем прессовании труб диаметром 34 x 2,5 мм из нержавеющей стали 12Х18Н10Т на прессе усилием 15 МН при 1180оС со степенью деформации 22%.
Как видно, применение предлагаемой смазки обеспечивает повышение стойкости инструмента и качества обработанной поверхности больше в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1999 |
|
RU2148616C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2001 |
|
RU2206604C1 |
| КОМПОНЕНТ СМАЗОЧНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2141997C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2218382C1 |
| Смазка для горячего прессования тугоплавких металлов | 1982 |
|
SU1097655A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1999 |
|
RU2148615C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Способ получения вяжущего | 2023 |
|
RU2811516C1 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |

Изобретение касается смазочных веществ, в частности, для горячей обработки металлов давлением. Цель - повышение стойкости инструмента и качества обработанной поверхности. Для этого используют состав, включающий, мас.%: бура 10-50, аппатит 0,1-3, и эгирин-диопсидовый концентрат до 100. В этом случае достигается повышение стойкости инструмента и качества обработанной поверхности более, чем в 1,5 раза. 2 табл.
СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ на основе природного минерального сырья, отличающаяся тем, что, с целью повышения стойкости инструмента и качества обработанной поверхности, смазка в качестве природного минерального сырья содержит эгирин-диопсидовый концентрат и дополнительно содержит буру и апатит при следующем соотношении компонентов, мас.%:
Бура 10 - 50
Апатит 0,1 - 3,0
Эгирин-диопсидовый концентрат Остальное
| Смазка для горячего прессования тугоплавких металлов | 1982 |
|
SU1097655A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
