Изобретение относится к смазочным ве ществам для металлообрабатывающего инструмента и может быть использовано в технологических процессах горячей штамповки, ковки и прессования.
Целью изобретения является повышение стойкости инструмента.
Для достижения указанной цели процесс ГОМД осуществляют при подогреве заготовки до 1120...1180 К и введении в зону обработки в качестве металлоплакирующей присадки биоксалатоцинката (II) натрия (№2рп(С20фр. При этом смазка дополнительно содержит растворимые в воде веще- ства; тетрафтороборат калия KBF4 (ГОСТ 13483-77), триполифосфат натрия МабРзОю (ГОСТ 9532-75), буру №2В40 ЮНаО (ГОСТ 4199-76) и порошок хозяйственного мыла при следующем соотношении компонентов, мас.%:
25-29,5 с
Вода
Древесные опилки с
размером частиц 0,004-0,1 мм
Жидкое стекло
Кероген сланца с размером частиц 0,004-0,07 мм
Сульфитно-спиртовая барда
Биоксалатоцинкат(И) натрия
Тетрафтороборат калия
Поваренная соль
Триполифосфат натрия
Бура
Мыльный порошок
При дополнительном введении в состав смазки (C20/j 2 и других указанных выше компонентов ее седиментационные свойства не ухудшаются, а степень очистки обработанной поверхности от окалины и твердых отложений улучшается. Растворимый в воде комплекс (C204)2 получен из оксалата цинка ZnC204 2Н20 (ТУ 6-09- 1625-77) путем прибавления к нерастворимому порошку последнего насыщенного водного раствора оксэлата натрия NaaCaCM (ГОСТ 5839-77).
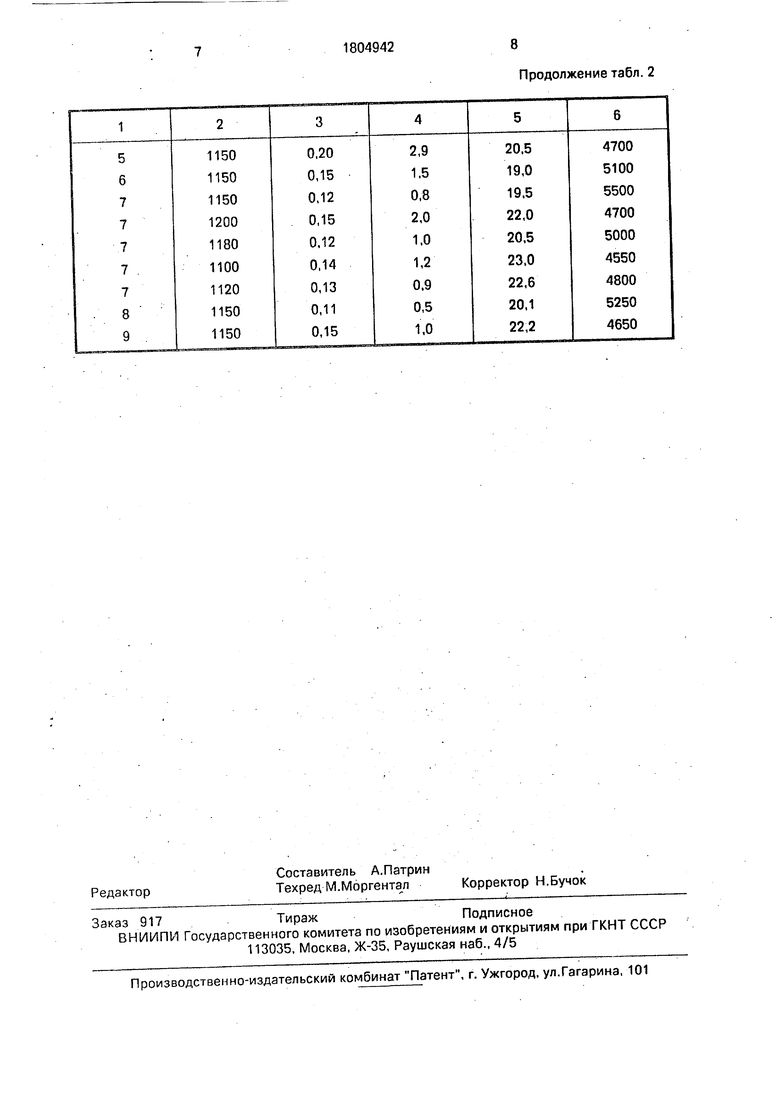
Составы приготовленных смазок приведены в табл.1. Способ приготовления смазок и методика их испытаний не отличались от описанных в источнике информации. Результаты испытаний при различных температурах подогрева заготовок приведены в табл.2.
В итоге проведенных испытаний установлено, что увеличение концентрации тет- рафторобората калия, триполифосфата натрия, буры и мыльного порошка способствует улучшению смазочных свойств композиции, что приводит к снижению коэффициента трения и процента брака изделий, а также некоторому повышению стойкости штампа. Отмеченное влияние можно объяснить образованием на поверхности инструмента антифрикционных вторичных структур, содержащих, кроме углерода и кремния, фтор, бор и фосфор.
При добавлении биоксалатоцинката (II) натрия емкость инструмента возрастает более значительно, причем рост стойкости соответствует снижению мощности, рассеиваемой на инструменте. Эффективность (C204)2 может быть объяснена адсорбционным пластифицированием поверхности стали в данных конкретных условиях при воздействии расплава цинка (Тпл.692,5 К), образуемого при пиролизе комплексного соединения.
Учитывая, что Zn поверхностно активен по отношению к железу - основному компоненту стали, энтальпия смешения в системе Fe/Zn имеет малое положительное значение (0.24 эВ) и сравнительно невелика в системе Cr/Zn. Характерно, что технологические характеристики составов смазок с биоксалатоцинкатом (II) натрия улучшаются при понижении температуры нагрева заготовки of 1450 до 1150 К. При этом температура подогрева штампа не должна выходить за пределы интервала в 500...550 К, Наилучшие результаты (повышение стойкости штампов на 17%) получены с составом смазки № 7, содержащим 7,5 мас.% (C204)2 и оптимальные концентрации других ингредиентов в температурном ин- .тервале подогрева заготовок 1120...1180 К. При температурах ниже указанного интервала затрудняется процесс пластического обжатия поковок. При их нагреве выше 1180 К резко возрастает рассеиваемая на штамповочном инструменте мощность и падает стойкость инструмента. По-видимому, отмеченный факт можно объяснить тем, что выше верхней границы интервала темпера- тур начинается процесс кипения металлического цинка ( К), а также его усиленным связыванием с неметаллическими компонентами смазки.
Фор мула изобретения Смазка для горячей обработки металлов давлением, включающая воду, древесные опилки, кероген сланца, сульфитно-спиртовую барду и поваренную соль, отличающаяся тем, что, с целью повышения стойкости деформирующего инструмента за счет пластифицирования поверхностного слоя материала заготовки и уменьшения его налипания на деформирующий инструмент, она дополнительно содержит бмоксалато- цинкат (И) натрия, жидкое стекло, тетрафто- роборагкалия, триполифосфат натрия, буру и мыльный порошок при следующем соотношении компонентов, мас.%:
вода25,0-29,5 древесные опилки 20,0-25,0 кероган сланца 5,0-10,0 сульфитно-спиртовая барда 5,0-10,0 биоксалатоцинкат (il) натрия 5,0-10,0 жидкое стекло 5,0-10,0 тетрафтороборат калия 4,5-7,5 поваренная соль 3,5-6,5 триполифосфат натрия 3,0-4,0 бура 1,5-4,5 мыльный порошок 1,5-3,5
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171512A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU644816A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1351969A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2032711C1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
Сущность изобретения: смазка содержит, мас.%: вода 25...29,5; древесные опилки 20,0...25,0; кероген сланца 5,0...10,0%, сульфитно-спиртовая барда 5,0...10.0; био- ксалатоцинкат (П) натрия 5,0.,,10,0; жидкое стекло 5,0...10,0; тетрафтороборат калия 4,5...7,5; поваренная соль 3,5...6,5; триполи- фосфат натрия 3,0...5,0; бура 1,5...4,5; мыльный порошок 1,5...3,5. 2 табл.
Примечание. Состав по 2, дополнительно содержит 4 мас.% бумаги. Состав по 3.
Таблица 2
Продолжение табл. 2
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU958478A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
