Изобретение относится к твердосплавным штампам последовательного действия, предназначенным для изготовления тонколистовых деталей, имеющих конструктивные элементы сложных контуров тонколистовых деталей, размеры которых сопоставимы с толщиной материала (0,1-0,4 мм), повышенной точности размеров, формы и взаимного расположения поверхностей, штампуемых скоростной штамповкой.
Целью изобретения является повышение стойкости разделительных штампов, производительности и точности штамповки указанных изделий.
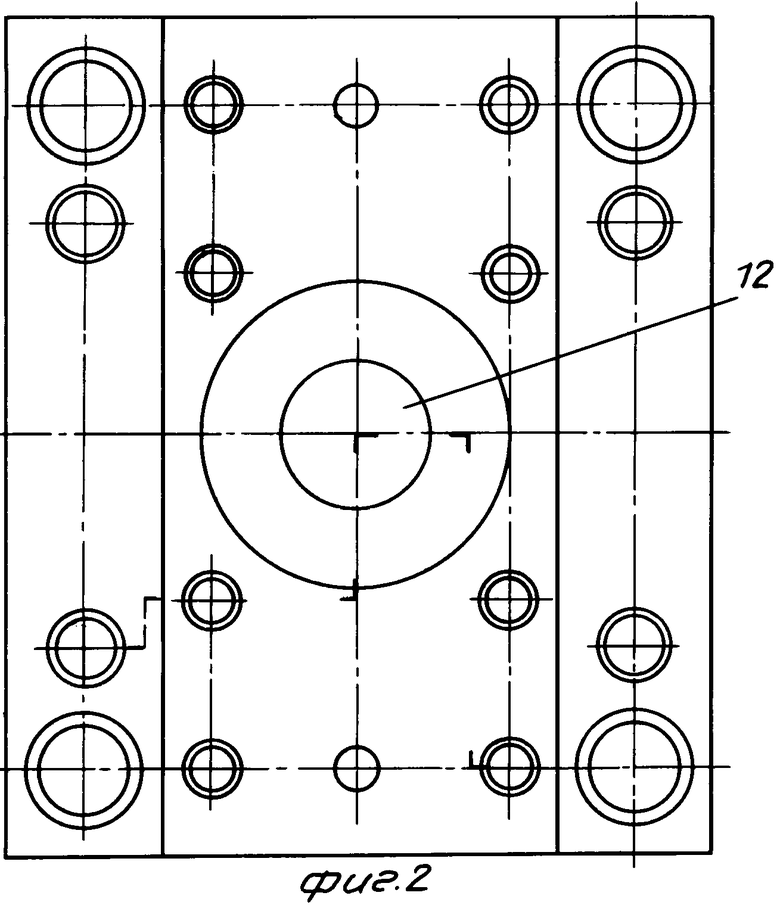
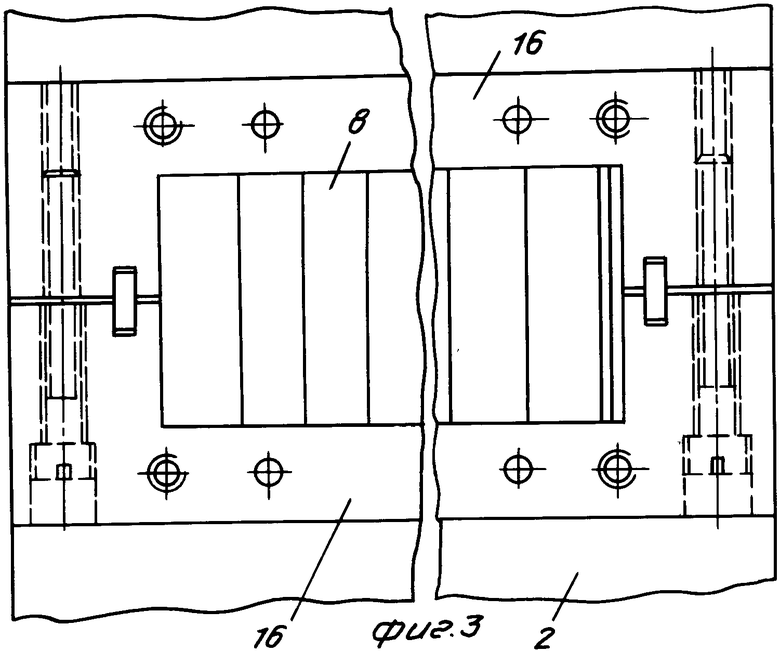
На фиг.1 изображен предлагаемый разделительный штамп, разрез; на фиг.2 - то же, план; на фиг.3-4 - матрицедержатель штампа.
Разделительный штамп содержит верхнюю 1 и нижнюю 2 плиты, соединенные посредством направляющих колонок 3, подпружиненные сепараторы 4, установленные во втулках 5 верхней плиты и съемника 6, пуансоны 7 и матрицу 8.
Верхняя плоскость плиты снабжена пазом 9, в котором расположена упорная плита 10, снабженная кольцевым выступом 11 и хвостовиком 12. Пуансоны 7 закреплены в сквозной полости паза 13 и 14, выполненного в дне паза 9, и находятся в контакте с прокладкой 15. Матрица 8 в виде вставок закреплена посредством П-образных планок 16 в пазу 17, выполненном на верхней полости нижней плиты 2 и снабженном прокладкой 18.
Между фланцем хвостовика 12 и плоскостью кольцевого выступа 11 упорной плиты установлен упругий элемент 19, толщина которого меньше толщины упругого элемента 20, установленного под плоскостью нижнего выступа 21 верхней плиты 1, при этом нижний выступ 21 выполнен входящим в "карман" съемника 6.
Работает заявляемый штамп следующим образом.
При нагружении штампа высота каждого из упругих элементов 19, 20 уменьшается обратно пропорционально его жесткости, при этом верхний элемент воспринимает меньшую долю перемещения ползуна с начала нагружения, чем нижний. Сжатие нижнего элемента 20 продолжается до момента упора рабочих торцов пуансона 7 в материал заготовки (ленты).
После этого возрастает усилие сжатия верхнего элемента 19. Разделение материала ленты наступает тогда, когда последнее достигнет величины технологического усилия данной операции. С момента скола заготовки происходит частичная разгрузка верхнего элемента.
При движении ползуна вверх происходит разгружение обоих элементов штампа и съем штампуемой ленты с пуансонов. Особенности работы предлагаемого штампа заключаются еще и в том, что определенная доля общего размаха колебаний хода ползуна (его неточность) (на чертеже не показан) компенсируется верхним упругим элементом 19 (играющим роль демпфера), при этом колебания относительного перемещения пуансонов становятся меньшими. Отсутствие жесткого стыка между нижней плоскостью ползуна пресса и плоскостью выступа упорной плиты, а также крепление хвостовика 12 аналогичное плавающему, более полно устраняет боковые усилия, возникающие от геометрических неточностей хода ползуна пресса по отношению к плоскости его стола.
Заявляемая конструкция штампа имеет следующие преимущества:
более высокая жесткость конструкции благодаря уменьшению количества деталей, входящих в пакеты, что повышает стойкость и снижает стоимость изготовления штампов;
упрощается сборка и центрирование штампа, так как в данной конструкции отсутствуют трудоемкие операции фиксации верхнего пакета к верхней плите блока штампа при центрировании. Точность центрирования инструментов предлагаемого штампа достигается только путем заливки пуансонов быстротвердеющей пластмассой после их совместного эквидистантного базирования в окнах матрицы и съемника.
Данная конструкция позволяет использовать для ее эксплуатации не только современное прецизионное, но и менее точное, а также изношенное прессовое оборудование.
Уменьшение колебания относительного перемещения пуансонов в процессе штамповки, благодаря демпфирующему действию верхнего упругого элемента дополнительно повышает стойкость штампа.
Возможность уменьшения толщины нижнего упругого элемента ниже известных значений благодаря описанному выше воздействию верхнего упругого элемента позволяет дополнительно увеличить усилие прижима материала при небольшой величине относительного перемещения пуансонов, и тем самым повысить геометрическую точность рассматриваемых штампуемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНЫЙ РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018393C1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
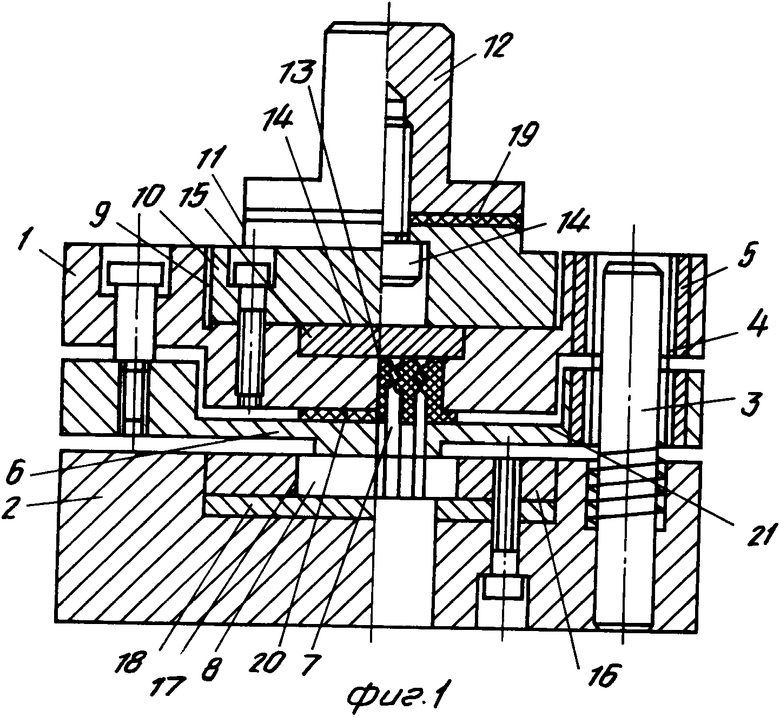
Использование: в штампах для листовой штамповки. Сущность изобретения: штамп содержит на нижней плите матрицу из вставок, которые закреплены в держателе в виде П-образных планок. На верхней плите выполнен выступ и ступенчатая полость. В выступе при помощи быстротвердеющей пластмассы закреплены пуансоны. В ступенчатой полости расположены прокладка и упорная плита. Пуансоны упираются на прокладку, последняя - на упорную плиту, с которой связан хвостик. Между хвостиком и упорной плитой расположен упругий элемент. На верхней плите расположен подвижный съемник с углублением для размещения ее выступа, между дном углубления и поверхностью выступа - другой упругий элемент. Толщина упругого элемента между хвостиком и упорной плитой вдвое меньше толщины упругого элемента между выступом и дном углубления. Заготовка укладывается на нижнюю плиту и при опускании верхней плиты происходит пробивка. 4 ил.
РАЗДЕЛИТЕЛЬНЫЙ ШТАМП, содержащий верхнюю плиту, на которой размещены пуансонодержатель в виде выступа с пуансоном и прокладка для опоры пуансона, и нижнюю плиту, на которой закреплен матрицедержатель с матрицей в виде вставок, установленных с натягом, а также содержащий подвижный съемник с углублением для размещения пуансонодержателя и упругий элемент между верхней плитой и съемником, отличающийся тем, что, с целью повышения жесткости и стойкости штампа и точности штамповки, пуансонодержатель выполнен заодно с верхней плитой, матрицедержатель выполнен в виде П-образных планок, стянутых между собой, в нижней плите выполнено углубление, матрицедержатель расположен в этом углублении, матрица расположена заподлицо с верхней плоскостью верхней плиты, прокладка выполнена закаленной, штамп снабжен дополнительным упругим элементом, хвостовиком, упорной плитой и дополнительными пуансонами, все пуансоны закреплены в пуансонодержателе при помощи вкладышей из быстротвердеющей пластмассы, в верхней плите со стороны, обратной пуансонодержателю, выполнена ступенчатая полость, меньная ступень которой расположена ближе к пуансонам, прокладка расположена в меньшей ступени, упорная плита - в большей ступени с возможностью контакта с прокладкой и связана с верхней плитой винтами, хвостовик связан с упорной плитой, оба упругих элемента выполнены из резины, упругий элемент размещен между поверхностью дна углубления съемника и поверхностью пуансонодержателя, дополнительный упругий элемент размещен между хвостовиком и упорной плитой, а толщина дополнительного упругого элемента вдвое меньше толщины другого элемента.
| Рудман Л.И | |||
| Справочник конструктора штампов | |||
| Листовая штамповка, м.: Машиностроение, 1988, с.370, рис.13. |
