Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для получения полых деталей с помощью операции вытяжки с утонением.
Известны штампы для вытяжки с утонением на которых изготавливаются глубокие тонкостенные оболочки, приведенные в справочнике [1] (Справочник конструктора штампов: Листовая штамповка / Под общ. ред. Л.И. Рудмана. - М.: Машиностроение, 1988. - 496 с., на с. 297, рис. 21). На нижней плите устройства закреплена матрица, на которой в свою очередь установлен трафарет (кольцо). Предварительно полая заготовка устанавливается в отверстие трафарета и пуансоном, закрепленным в хвостовике, протягивается сквозь матрицу с уменьшением толщины стенки и увеличением высоты. При обратном ходе вытянутая полая оболочка снимается с пуансона съемником.
Реализовать интенсивную пластическую деформацию в таком устройстве невозможно из-за возникающих в осевом направлении в стенке полуфабриката растягивающих напряжений, достигающих предельных разрушающих значений. Это обстоятельство увеличивает трудоемкость изготовления из-за увеличения числа операций вытяжки с утонением.
Для уменьшения растягивающих напряжений в стенке полуфабриката используется, например, штамп для вытяжки с утонением, принятый за прототип (по патенту №2504450, МПК8 B21D 22/28, опубл. 20.01.2014, бюл. №2), в котором на нижней плите установлена матрица с матрицедержателем, разъемный съемник, стянутый кольцевой пружиной, пуансон, выполнен составным из рабочей и опорной частей, установленных с возможностью соосного относительного перемещения. При этом кольцевые выступы образованы наружными поверхностями тарельчатых пружин, установленных в кольцевой полости между торцами опорной и рабочей частями пуансона. Активные силы трения на пуансоне увеличиваются, создают подпор в стенке заготовки и разгружают опасное сечение изделия.
Недостатком штампа является ограниченность активных сил трения на пуансоне, создающих подпор в стенке заготовки, ухудшение качества внутренней поверхности изделия в метах контакта тарельчатых пружин с поверхностью заготовки и интенсивный износ рабочей поверхности тарельчатых пружин.
Задачей изобретения является расширение технологических возможностей за счет торцевого подпора при вытяжке с утонением полой заготовки.
Для решения поставленной задачи предлагается штамп для вытяжки с утонением, содержащий нижнюю плиту, пуансон, матрицу для вытяжки с утонением, матрицедержатель, разъемный съемник, стянутый кольцевой пружиной, пуансонодержатель, при этом на нижней плите установлены направляющие колонки и промежуточная плита с направляющими втулками, на верхней плите закреплены поворотные г-образные упоры, имеющие полость, связанные пружинами с промежуточной плитой, а на нижней плите закреплены копиры, взаимодействующие с г-образными упорами для их поворота, кроме того на нижней плоскости промежуточной плиты, соосно с пуансоном и матрицей для вытяжки дополнительно установлена матрица для выдавливания с толкателем, на верхней плоскости промежуточной плиты расположен упругий элемент, контактирующий одним торцом с толкателем, а другим с пуансонодержателем на верхней плите.
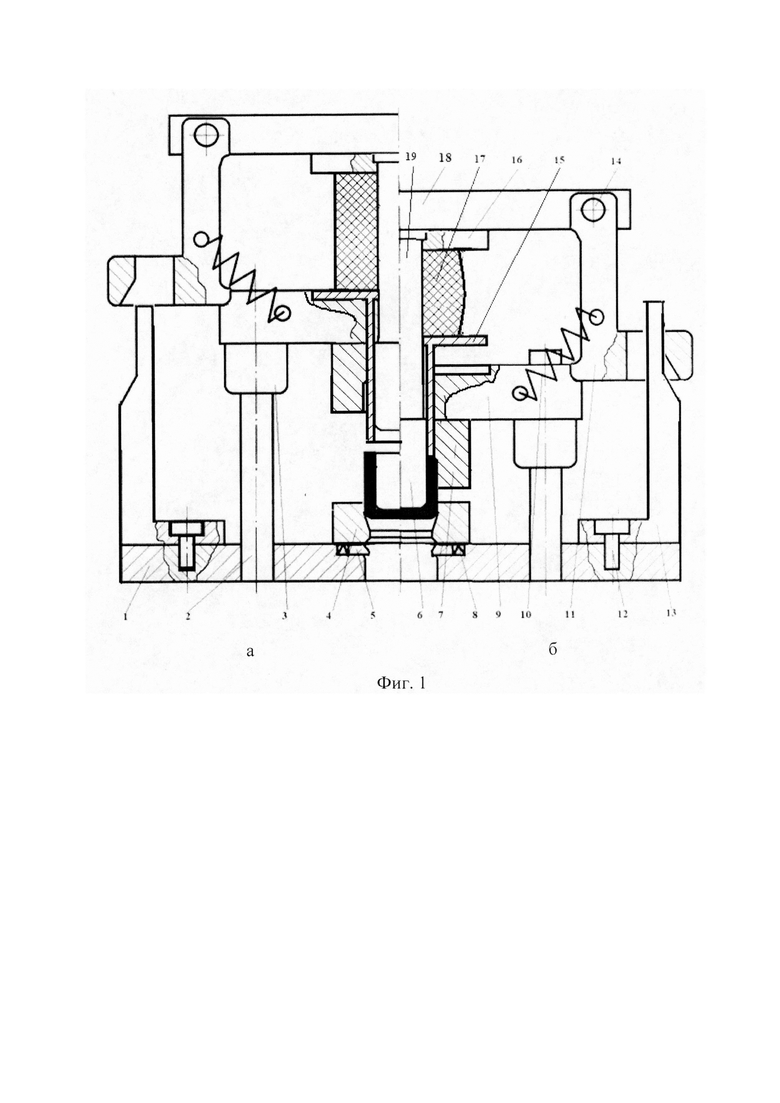
На фиг. 1, а показано устройство в исходном положении, на фиг. 1, б устройство в момент начала операции вытяжки с утонением, на фиг. 2, устройство в момент отклонения упоров от промежуточной плиты и получением полуфабриката с переменной толщиной стенки по высоте, на фиг. 3 устройство после окончания вытяжки с утонением и торцевым подпором.
Устройство содержит нижнюю плиту 1, направляющие колонки 2, направляющие втулки 3, нижнюю матрицу 4, съемник 5, пуансон 6, верхнюю матрицу 7, пружины съемника 8, промежуточную плиту 9, пружины 10, г-образные упоры 11, винты 12, копиры 13, оси 14, толкатель 15, пуансонодержатель 16, упругий элемент 17, верхнюю плиту 18, хвостовик пуансона 19.
На фиг. 1, а в исходном положении расстояние между пуансоном 6 и нижней матрицы 4 дает возможность устанавливать на нижнюю матрицу 4 цилиндрическую оболочку требуемой высоты. При этом только часть цилиндрической оболочки входит в рабочую полость нижней матрицы 4, а большая часть выступает над ней. Верхняя 18 и промежуточная 9 плиты устройства находятся в верхнем положении, причем пружины 10 обеспечивают контакт г-образных упоров 11 с верхней плоскостью промежуточной плиты 9.
Устройство работает следующим образом. В процессе рабочего хода пресса происходит совместное перемещение верхней 18, промежуточной 9 плит, толкателя 15, а также пуансона 6 с верхней матрицей 7. Торец цилиндрической оболочки контактирует с толкателем 15, который сжимает упругий элемент 17 и возникает сила подталкивания цилиндрической оболочки в осевом направлении, при этом верхняя часть цилиндрической оболочки входит в полость верхней матрицы 7 с созданием бокового подпора стенок цилиндрической оболочки. Момент соприкосновения пуансона 6 с дном цилиндрической оболочки перед началом операции вытяжки показан на (фиг. 1, б). При дальнейшем движении пуансона 6 осуществляют вытяжку с утонением в нижней матрице 4. В процессе вытяжки с утонением происходит пластическое течение материала заготовки и увеличение ее высоты. Это вызывает перемещениее торца заготовки в полость верхней матрицы 7 с выдавливанием материала в ее рабочую полость (Фиг. 2), при этом продолжается воздействие толкателя 15 на торец цилиндрической оболочки. Сила выдавливания противоположно направлена силе вытяжки с утонением и создает противодавление в осевом направлении совместно с силой упругого элемента 17, что приводит к уменьшению растягивающих напряжений, возникающих при вытяжке с утонением. Промежуточная плита 9 вместе с направляющими втулками 3 перемещается по направляющим колонкам 2 со скоростью перемещения пуансона 6, а копиры 13, закрепленные винтами 12 на нижней плите 1, входят в полость г-образных упоров 11. В момент соприкосновения нижней 4 и верхней 7 матриц копиры 13 осуществляют поворот г-образных упоров 11 и устраняют контакт г-образных упоров 11 с промежуточной плитой 9 (фиг. 2). В результате этого движение промежуточной плиты 9 прекращается, но продолжается перемещение верхней плиты 18 с пуансоном 6, при этом на торец заготовки продолжается воздействие толкателя 15 и упругого элемента 17. Происходит вытяжка с утонением оставшейся части цилиндрической оболочки с подталкивание в осевом направлении (фиг. 3). При обратном ходе полученная деталь с помощью подпружиненных съемников 5 снимается с пуансона 6. Верхняя плита 18 вместе с г-образными упорами 11, упругим элементом 17 также перемещаются вверх. Г-образные упоры 11 выходят из соприкосновения с копирами 13 и под действием пружин 10 входят в контакт с промежуточной плитой 9, которую также перемещают в исходное положение (фиг. 1, а).
Таким образом, расширяются технологические возможности получения цилиндрических оболочек с интенсификацией процесса формоизменения заготовки за счет создания торцевого подпора, зависящего не только от силы упругого элемента, но и силы выдавливания. Другим преимуществом штампа является возможность изготовления цилиндрических оболочек с переменной высотой стенки по высоте с образованием утолщений на требуемых участках (фиг. 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |


Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для получения полых деталей с помощью операции вытяжки с утонением. На нижней плите установлены направляющие колонки и промежуточная плита с направляющими втулками, копиры, взаимодействующие с г-образными упорами для их поворота, а на верхней плите закреплены поворотные г-образные упоры, имеющие полость, связанные пружинами с промежуточной плитой. Кроме того, на нижней плоскости промежуточной плиты, соосно с пуансоном и матрицей для вытяжки дополнительно установлена матрица для выдавливания с толкателем. На верхней плоскости промежуточной плиты расположен упругий элемент, контактирующий одним торцом с толкателем, а другим с пуансонодержателем, установленным на верхней плите. Повышается качество внутренней поверхности изделия за счет обеспечения торцевого подпора при вытяжке с утонением полой заготовки. 3 ил.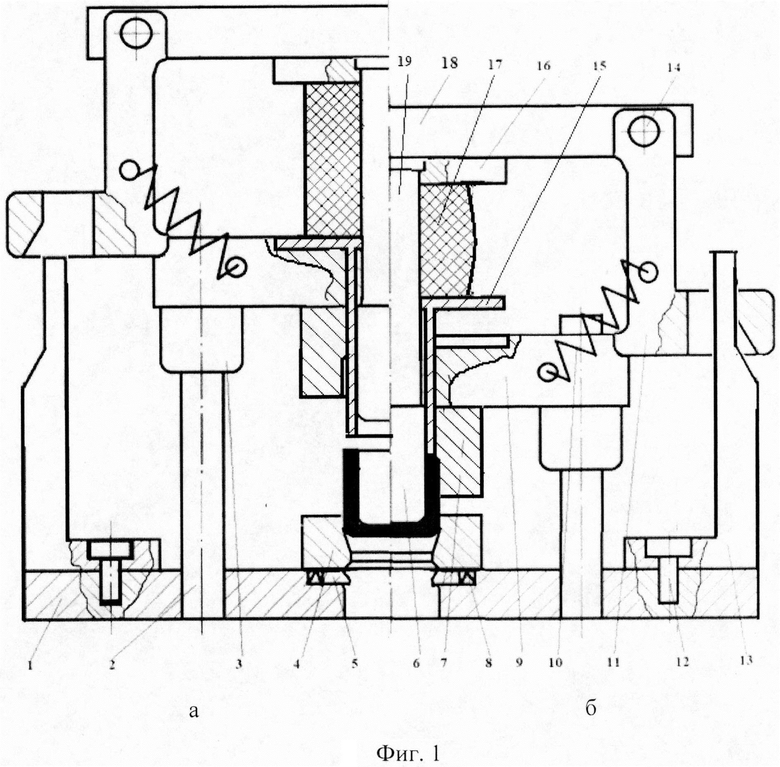
Штамп для вытяжки с утонением, содержащий нижнюю плиту, пуансон, матрицу для вытяжки с утонением, матрицедержатель, разъемный съемник, стянутый кольцевой пружиной, и пуансонодержатель, отличающийся тем, что он снабжен верхней плитой, установленными на нижней плите направляющими колонками, установленной с возможностью перемещения по упомянутым колонкам промежуточной плитой с направляющими втулками, которые закреплены на верхней плите и связаны пружинами с промежуточной плитой поворотными г-образными упорами, выполненными с полостями, закрепленными на нижней плите копирами, выполненными с возможностью взаимодействия с упомянутыми г-образными упорами для их поворота, матрицей для выдавливания, установленной на нижней плоскости промежуточной плиты соосно с пуансоном, и матрицей для вытяжки, расположенными на верхней плоскости промежуточной плиты толкателем и упругим элементом, контактирующим одним торцом с упомянутым толкателем, а другим - с пуансонодержателем, установленным на верхней плите.
| ШТАМП ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ | 2011 |
|
RU2504450C2 |
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| US 4193285 A, 18.03.1980. | |||

