Изобретение относится к твердосплавным разделительным штампам, предназначенным для изготовления тонколистовых деталей, имеющих конструктивные элементы сложных конструкций, размеры которых сопоставимы с толщиной материала (0,1-0,4 мм), повышенной точности размеров, формы и взаимного расположения поверхностей, штампуемых скоростной штамповкой.
Наиболее близким по технической сути к изобретению является твердосплавный разделительный штамп, содержащий нижнюю плиту с матрицей, верхнюю плиту, пуансонодержатель с закрепленными в нем пуансонами, прокладку, закрепленную на верхней плоскости пуансонодержателя, съемник, связанный направляющими колонками с нижней плитой, выполненный с направляющими отверстиями для пуансонов и с пазом для размещения пуансонодержателя, дополнительные направляющие колонки и упругий элемент, расположенный с возможностью взаимодействия со съемником и пуансонодержателем [1].
Указанные основные конструктивные особенности рассматриваемых штампов не позволяют полностью использовать все возможные стойкостные преимущества твердосплавных штампов и, кроме того, соблюсти в полной мере все требования к точности геометрических параметров данных штампуемых изделий.
Целью изобретения является повышение жесткости и стойкости штампа и точности штамповки.
Это достигается тем, что твердосплавный разделительный штамп снабжен дополнительным упругим элементом, размещенным между прокладкой и верхней плитой, и винтами, связывающими съемник с верхней плитой, в съемнике выполнен дополнительный паз, примыкающий к имеющемуся пазу, верхняя плита расположена в дополнительном пазу, съемник связан с верхней плитой дополнительными направляющими колонками, упругий элемент размещен между дном паза и пуансонодержателем, прокладка выполнена закаленной, оба упругих элемента выполнены из резины, толщина дополнительного упругого элемента выполнена вдвое меньше толщины упругого элемента, между пуансонами и поверхностями направляющих отверстий съемника размещена смазка, а длина направляющей поверхности каждого отверстия съемника равна до 2/3 от общей длины соответствующего пуансона.
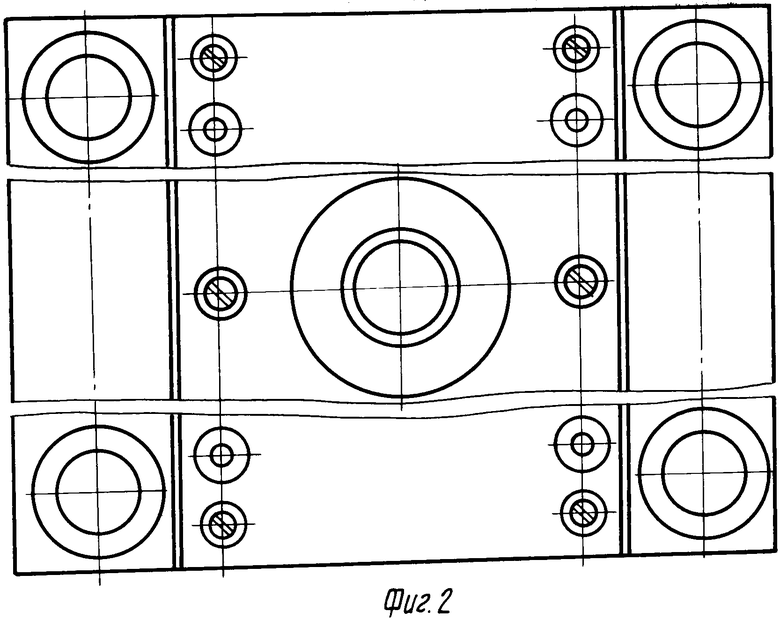
На фиг.1 изображен штамп, вид сбоку в разрезе; на фиг.2 - то же, план.
Твердосплавный разделительный штамп с плавающим пуансонодержателем содеpжит направляющие колонки 1, упорную плиту 2, съемник 3, пуансоны 4, закрепленные в пуансонодержателе 5, и нижнюю плиту 6, снабженную матрицей 7, Съемник 3 снабжен направляющими окнами 8 для пуансонов 4 и соединен с упорной плитой 2 дополнительной направляющей 9, при этом между съемником 3 и пуансонодержателем 5 расположен нижний упругий элемент 10, а между прокладкой пуансонодержателя и упорной плитой - верхний упругий элемент 11.
Пуансоны 4 в съемнике 3 имеют длину направления, pавную 2/3 общей длины, а нижний упругий элемент 10 выполнен вдвое толще верхнего упругого элемента 11.
Штамп работает следующим образом.
При нагружении штампа высота каждого из упругих элементов 10 и 11 уменьшается обратно пропорционально его жесткости, при это верхний элемент 11 воспринимает меньшую долю перемещения ползуна (на чертеже не показан) с момента нагружения, чем нижний 10.
Сжатие нижнего элемента 10 продолжается до момента упора рабочих торцов пуансонов 4 в материал заготовки (ленты). После этого резко возрастает усилие сжатия верхнего элемента 11. Разделение наступает тогда, когда последнее достигнет величины технологического усилия данной операции. При движении ползуна пресса вверх происходит разгружение обеих элементов штампа и съем штампуемой ленты с пуансонов. Особенности работы предлагаемого штампа заключаются и в том, что определенная доля общего размаха колебаний хода ползуна (вертикальный люфт) компенсируется верхним упругим элементом 11 (играющим роль демпфера), при этом колебание относительного перемещения пуансонов становится меньшим.
Отсутствие же жесткого стыка между прокладкой пуансонодержателя 5 и нижней плоскостью упорной плиты 2 позволяет находиться пуансонодержателю в "плавающем" положении, при этом возможные боковые выгрузки от неточностей хода ползуна, погрешностей установки штампа и других источников устраняются более полно, чем при "плавающем" хвостовике в известных разделительных штампах. Это происходит вследствие уменьшения изгибающих моментов от указанных боковых усилий, так как последние воздействуют на части пуансонов, выступающие из нижнего паза съемника на более близком расстоянии, чем при жестком креплении пуансонов в известных конструкциях.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Штамп для получения из ленты пластин | 1968 |
|
SU468675A1 |
| Блок штампов для обработки листового материала | 1978 |
|
SU910287A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |

Использование: в твердосплавных разделительных штаммах. Сущность изобретения: штам содержит нижнюю плиту с матрицей, верхнюю плиту, пуансонодержатель с пуансонами, съемник и упругие элементы. Съемник связан с нижней плитой направляющими колонками, пуансонодержатель - с верхней плитой другими направляющими колонками. Один упругий элемент размещен между пуансонодержателем и верхней плитой, а другой - между пуансонодержетелем и съемником. Толщина первого из указанных упругих элементов вдвое меньше второго. При опускании верхней плиты она через верхний упругий элемент с большей жесткостью осуществляет прижим заготовки через пуансонодержатель и съемник. Затем сжимается нижний упругий элемент и происходит пробивка. 2 ил.
ТВЕРДОСПЛАВНЫЙ РАЗДЕЛИТЕЛЬНЫЙ ШТАМП, содержащий нижнюю плиту с матрицей, верхнюю плиту, пуансонодержатель с закрепленными в нем пуансонами, прокладку, закрепленную на верхней плоскости пуансонодержателя, съемник, связанный направляющими колонками с нижней плитой, выполненный с направляющими отверстиями для пуансонов и с пазом для размещения пуансонодержателя, дополнительные направляющие колонки и упругий элемент, расположенный с возможностью взаимодействия со съемником и пуансонодержателем, отличающийся тем, что он снабжен дополнительным упругим элементом, размещенным между прокладкой и верхней плитой, и винтами, связывающими съемник с верхней плитой, в съемнике выполнен дополнительный паз, примыкающий к основному пазу, верхняя плита расположена в дополнительном пазу, съемник связан с верхней плитой дополнительными направляющими колонками, упругий элемент размещен между дном паза и пуансонодержателем, прокладка выполнена закаленной, оба упругих элемента выполнены из резины, толщина дополнительного упругого элемента выполнена вдвое меньше толщины упругого элемента, между пуансонами и поверхностями направляющих отверстий съемника размещена смазка, а длина направляющей поверхности каждого отверстия съемника равна до 2/3 общей длины соответствующего пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник конструктора штампов | |||
| Листовая штамповка | |||
| Под ред | |||
| Рудмана Л.И., М.: Машиностроение, 1988, с.370, рис.13. | |||
