Изобретение относится к штампам последовательно совмещенного типа, используемых для штамповки деталей типа уголков и конструктивно им подобных из полосы или ленты толщиной 0,2-1 мм, имеющих конструктивные элементы в виде локальных выступов (местная гибка,пуклевка, неглубокая вытяжка) на внутренней поверхности одной из полок, -типовые представители.
Цель изобретения - облегчение съема изделий с локально отформованным участком на краю одной полки изделия.
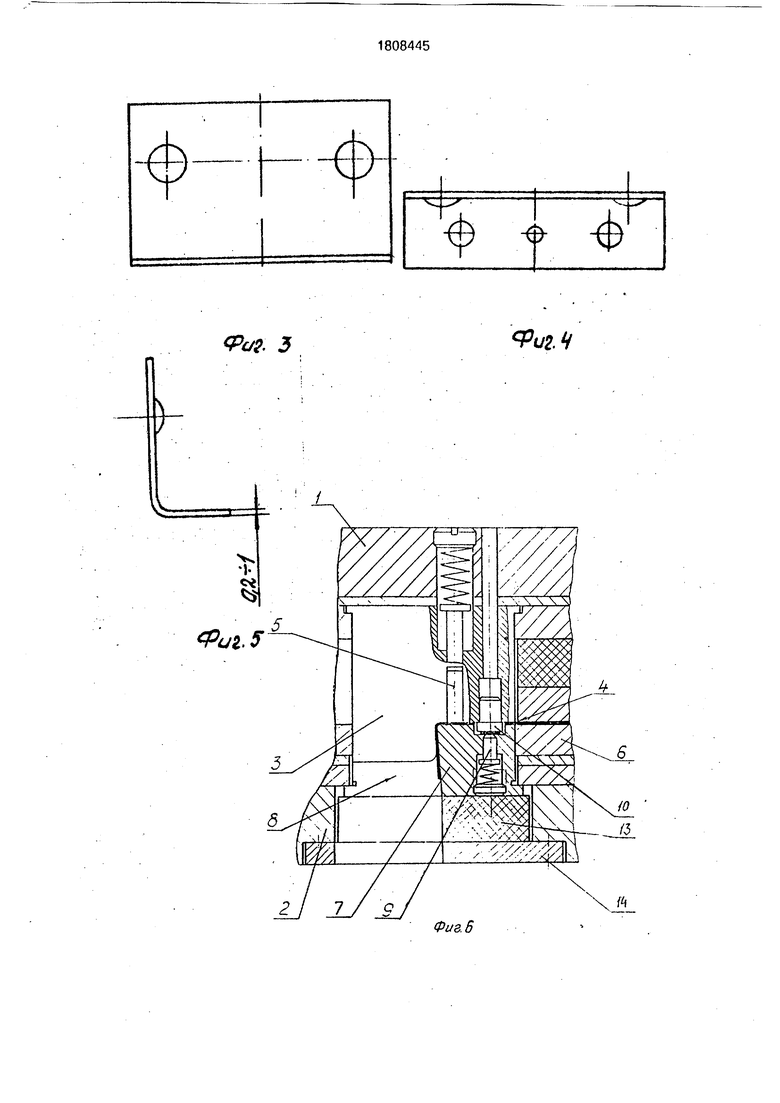
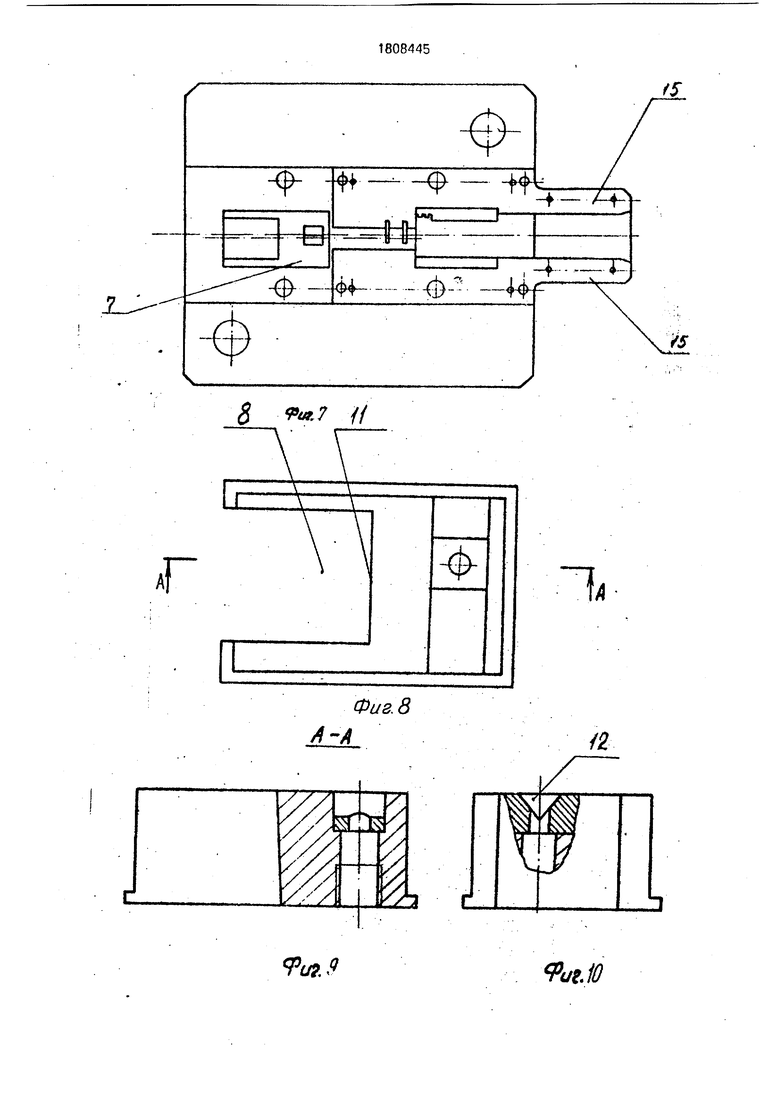
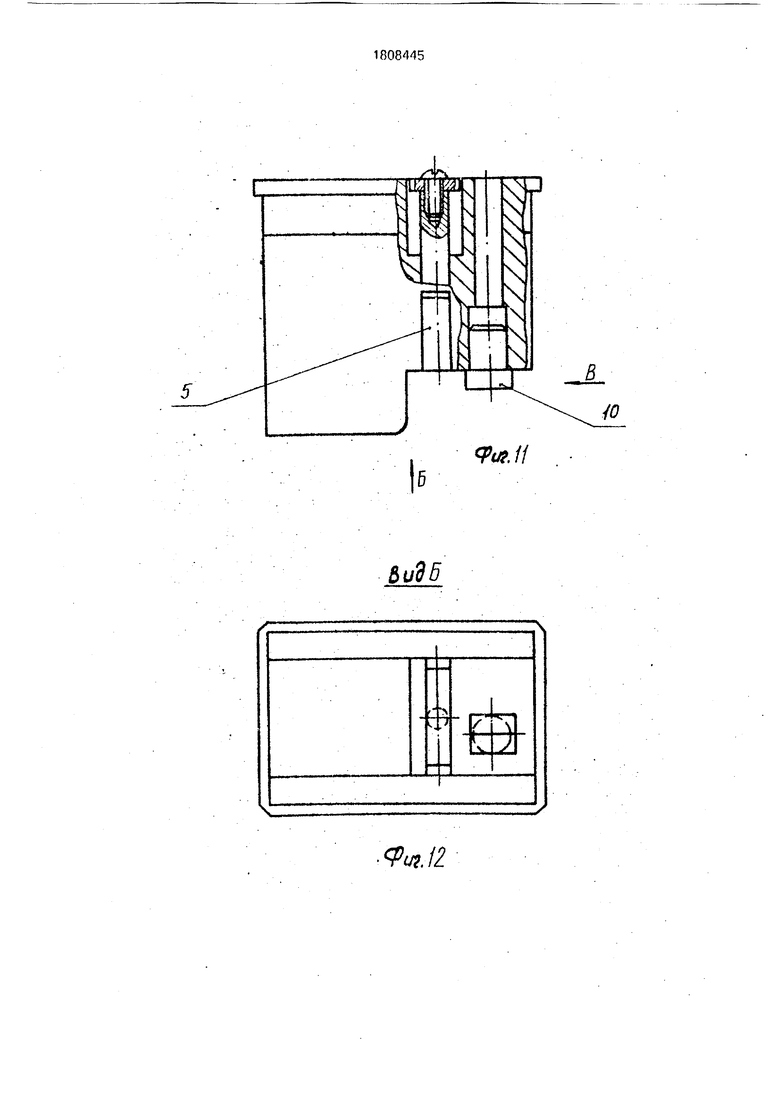
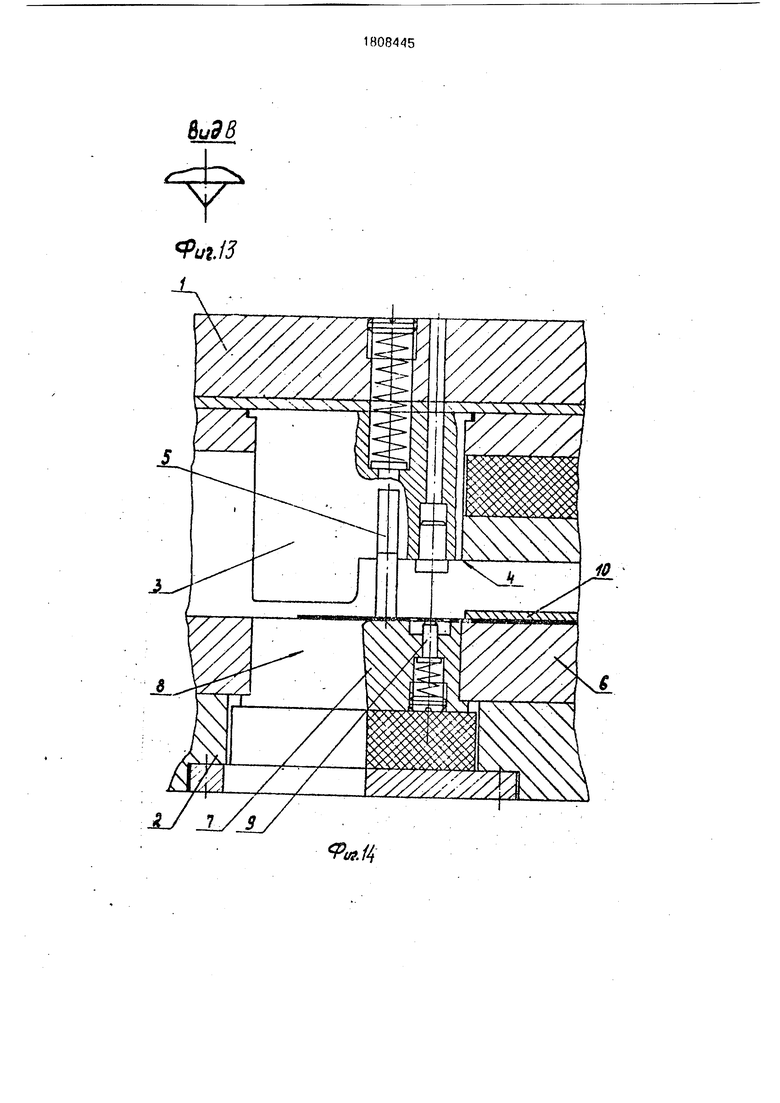
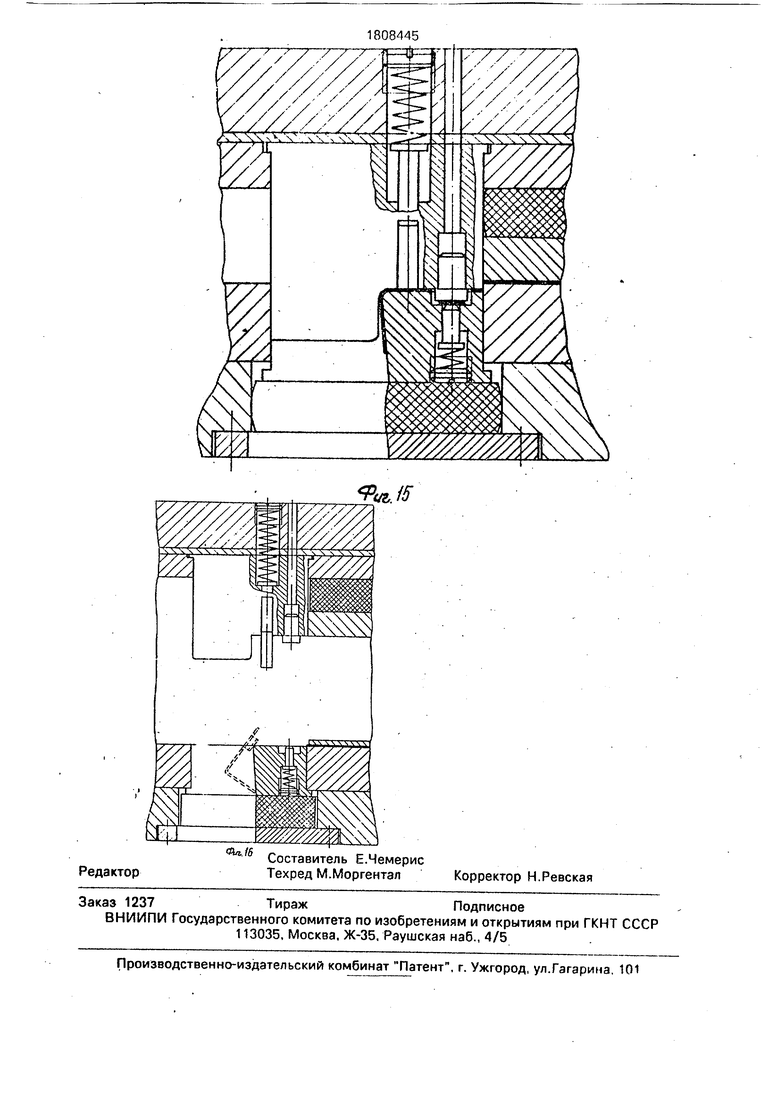
На фиг. 1-5 изображены типовые представители рассматриваемого класса деталей; на фиг.б изображен предлагаемый штамп в разрезе, вид сбоку; на фиг.7 - план низа штампа; на фиг.8 изображена .гибочная матрица; на фиг.9,. 10 - разрез А-А на фиг.8, проекции; на фиг. 11 изображен гибочно-от- резной пуансон; на фиг. 12 - вид по стрелке Б на фиг. 11; на фиг.13 - вид по стрелке В на фиг.11; на фиг. 14, 15 - конец нагружения - начало разгружения штампа; на фиг. 16 - конец разгружения штампа.
Предлагаемый штамп содержит верхнюю 1 и нижнюю 2 плиты, соединенные направляющими узлами (на фиг.б не показаны). Верхний пакет штампа содержит гибочную матрицу 3 с отрезной кромкой 4. Гибочная матрица снабжена пуансоном для местной формовки 10 и прижимом заготовки 5. Нижний пакет штампа содержит разделительную матрицу б, гибочный пунсон 7 с установленным в нем выталкивателем 9.
Гибочный пуансон 7 имеет форму прямоугольного параллелепипеда с упорными буртами, выполненные по контуру его осно- вания (см, фиг.8-10). Имеет одну гибочную кромку 11, расположенную перпендикулярно ходу штамповки. Одновременно поверхность данной кромки, расположенная ниже (гибочная поверхность) образует вместе с двумя другими - нерабочими внутренними стенками провальное окно 8 для выпадания вниз напревал отштампованной Г-образной детали. Такое окно может иметь П-образную или замкнутую, прямоугольную форму в плане - в случае, когда оно образуется одной гибочной и тремя нерабочими внутренними
со
о
00
ел
поверхностями. На верхней плоскости гибочного пуансона имеется формовочная впадина 12 для штамповки локального выступа (выполненная в данном штампе на ставке, которая запрессована в паз на данной плоскости - фиг.8-10).
Наружные стенки гибочного пуансона имеют точное направление в направляющем окне разделительной матрицы 6. В ненагруженном состоянии штампа гибочный пуансон упирается своими буртами в нижнюю плоскость разделительной матрицы.
Привод гибочного пуансона 7 сообщается от резинового буфера 13, размещенного в полости нижней плиты 2 (см. фиг.6). В данном буфере также имеется провальное окно, а форма буфера в плане соответствует форме нижней плоскости гибочного пуансона в плане. Прокладка 14, нижняя плоскость которой совпадает с нижней плоскостью нижней плиты и прикрепленная к последней винтами, - служит для сообщения предварительного натяга данному буферу.
В данной прокладке также имеется отверстие, соответствующее размерам и форме провального окна. Таким образом, выпадение детали из штампа происходит последовательно через три провальных отверстия: гибочного пуансона, буфера его привода и указанной прокладки. Необходимость подвижного гибочного пуансона в данной конструкции диктуется обеспечением возможности отрезки детали после выполнения Г-образной гибки и локального формоизменения, синхронной с предыдущими разделительными операциями.
Описанной конструкцией узла гибочного пуансона достигается эффект - взаимно-, независимое осуществление двух его функций - сообщение привода гибочному пуансону и удаление отштампованных деталей напровал - на последнем, совмещенном переходе. При этом отпадают необходимость установки отдельного привода (например, буфера с толкателями), т.к. детали, входящие в предлагаемый узел, имеют провальные окна, соосные с провальным окном гибочного пуансона.
Конструкция гибочной матрицы представлена на .фиг. 11-13.Работает штамп следующим образом.
При опускании ползуна пресса (верхнего пакета штампа) происходит прижим материала прижимом 5 гибочной матрицы и формоизменение детали - Г-образный загиб и локальное формоизменение. После окончательного формоизменения детали отрезная кромка 4 производит отрезку детали синхронно с оформлением ее поверхностей на двух предыдущих переходах (обрезки и
просечки). К моменту начала отрезки происходит полное перемещение прижима 5 и полное заглубление выталкивателя 9. Во время движения ползуна пресса вверх при- жим 5 от детали последней сообщается оп- рокидывающе-вращательное движение в сторону провального окна 8 высвобождающимся выталкивателем 9. Такое опрокидывающее движение получается благодаря
тому, что торец левой отогнутой полки детали (направление рассматриваемой подачи материала справа налево) упирается в рабочую гибочную поверхность гибочного пуансона, а правая полка - приподнимается под
действием выталкивателя 9. Поскольку такое опрокидывающе-вращ ательное движение получается ускоренным, деталь по инерции опрокидывается в провальное окно 8 гибочного пуансона 7 по плоскопараллельной траектории своего движения.
Соотношение жесткостей пружин прижима 5 и выталкивателя 9 экспериментально подбирается таким, чтобы во время обратного (холостого) хода ползуна не происходил нежелательный изгиб детали, могущий исказить ее форму. В свою очередь жесткость пружины прижима 5 должна быть достаточной для удержания полосы (ленты) от перемещения в направлении, противоположном подаче при позиционировании на последнем переходе, а также для удержания детали после отделения ее от полосы (ленты) при движении ползуна пресса (верхнего пакета штампа) вверх; жесткость пружины выталкивателя достаточной для сообщения детали необходимого опрокидывающего движения. Жесткость нижнего резинового буфера привода гибочного пуансона 7 должна быть достаточной для
произведения гибки полки детали локального формоизменения при заглублении отрезной кромки 4 гибочной матрицы 3 в разделительную матрицу 6 на 1-2 мм.
Совмещение указанных выше операций
на последнем переходе оказалось возможным благодаря тому, что рабочий торец выталкивателя 9, установленного в подвижном гибочном пуансоне 7 в его формовочной впадине, выполненной на верхней плоскрсти данного гибочного пуансона - находится в ненагруженном состоянии заподлицо с данной плоскостью и с верхней плоскостью разделительной матрицы 6. Такое ненагруженное положение выталкивателя (благодаря именно наличию указанной формовочной впадины для формования локального выступа на детали) создает возможность беспрепятственного перемещения в направляющих линейках 15 (см. фиг.7) на
последний переход участка ленты, прошедшего разделительные операции. В случае отсутствия локального выступа на внутренней полке штампуемой детали выталкиватель 9 установить в подвижном гибочном пуансоне 7 невозможно, так как он будет выступать в ненагруженном состоянии над плоскостью гибочного пуансона 7 и разделительной матрицы 6 из-за отсутствия пространства для размещения его выступающей части. При этом переместить участок ленты, прошедшей разделительные переходы, на последний переход будет невозможно - торец перемещаемой ленты упрется в выступающий над плоскостью гибочного пуансона выталкиватель 9.
Если не устанавливать выталкиватель 9, то Г-образный загиб и отрезку готовой детали от ленты можно осуществить, но ее тяжело будет удалить из штампа, так как расположение торцев отрезанной детали и очередного участка ленты, как правило, не совпадают после разгружения штампа и столкнуть деталь в провальное окно 8 (см. фиг.б) без заеданий трудно. Автоматическое же удаление ее без наличия отдельного ме- ханизма для принудительного удаления тем более невозможно. Ручное удаление всегда опасно и непроизводительно.
При штамповке деталей, у которых отношение длины горизонтальной полки (т.е. полки, которая содержит локальные внутренние выступы) к длине загибаемой полки более 1,5, надежное автоматическое опрокидывание деталей в провальное окно затруднено, но при этом деталь легко сталкивается в данное окно торцом очередного участка ленты. Это происходит потому, что данный торец надежно упирается при этом в поверхность сформованного локального выступа, который приподнимается выталкивателем после разгружения штампа.
Формула изобретения Последовательно совмещенный штамп для изготовления деталей типа уголков из ленты, содержащий установленную на верхней плите гибочную матрицу с отрезной кромкой, смонтированные на нижней плите отрезной элемент и гибочный пуансон с выталкивателем, установленным с возможностью осевого перемещения относительно- пуансона, отличающийся тем, что, с целью облегчения съема изделий с локально отформованным участком на краю одной полки изделия, он снабжен пуансоном для местной формовки и прижимом заготовки, установленными последовательно в матрице между ее режущей и гибочной кромками, гибочный пуансон с выталкивателем установлен на упругом основании, в гибочном пуансоне справа от его гибочной кромки выполнена формовочная впадина для местной формовки, рабочий торец выталкивателя размещен в формовочной впадине, а нижняя плита и гибочный пуансон выполнены с соосными провальными окнами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
Использование: при штамповке тонколистовых Г-образных изделий с элементами в виде выступов. Сущность изобретения: гибочный пуансон с формовочной впадиной для местной формовки установлен на упругом основании и выполнен с провальным окном. В формовочной впадине размещен рабочий торец выталкивателя, обеспечивающий сброс изделия в провальное окно после осуществления гибки, отрезки и формовки выступа. 16 ил,
.
J$2±L Фиъг
Фс/2. 3
}
ЯРи2. Ч
-ф- --- --Ф
Mrt
hq
-Ф4---- 5 //
Т Г
,.
Лл
-ФЧ-- А+-У
hq ,ГГг
Фиг. 8
.й
р
э
5W
91Ф8081
Ј/ in(t
A
gfft
9frfr808l
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки, Машиностроение, М., 1972, с.328-329, рис | |||
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
