2, Универсальный штамп для про-, бивки отверстий, расположенных в линию содержащий пуансонодержатель с пуансонамие закрепленный на- верхней плите штампа, н составной.-матри цедержатель с матрицами, закрепленный на нижней плите штампа, о т - пичающийся тем5 что, с
«
1
Изобретение относится к холодной
листовой штамповка, в частности к конструкциям штампов, и может быть использовано на предприятиях мелкосерийного и серийного типа производства , преимущественно дл/i одновременной пробивки двух отверстий в плоских и скобовидных деталях из тонколистового материала толщиной до 3 мм.
Целью изобретения является расширение , технопогических возможностей и увеличение срока службы штампа
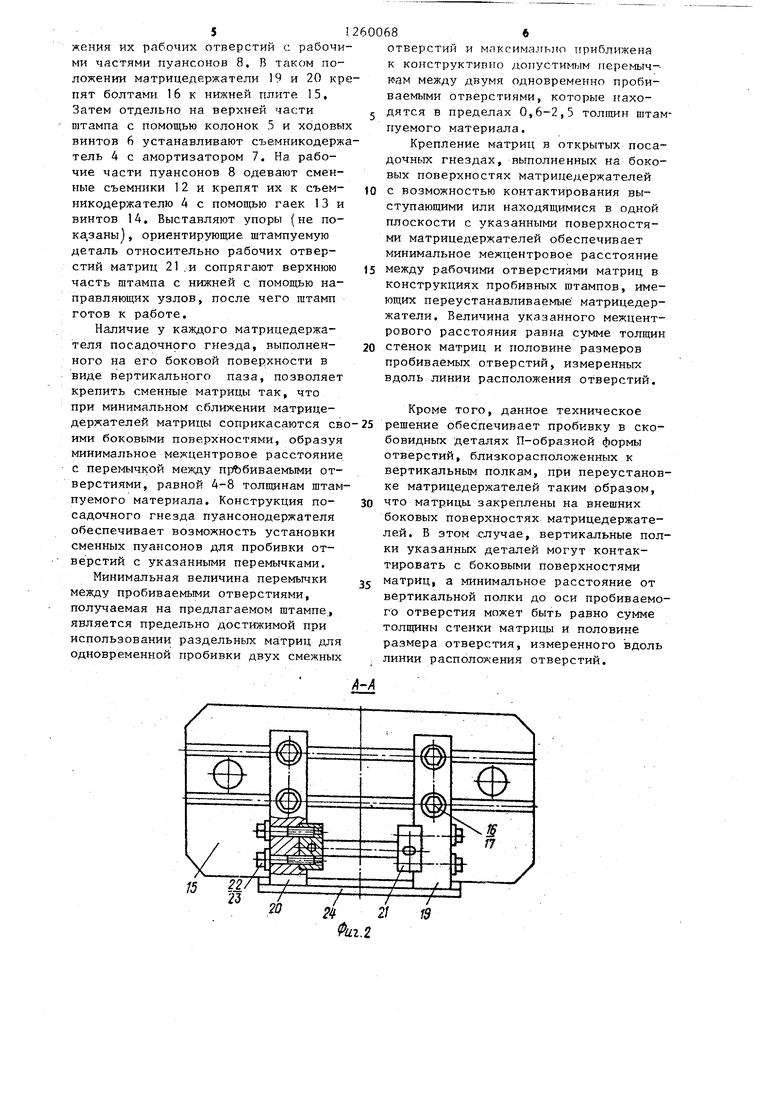
На фиг, 1 изображена схема шт.ам- па., разрез, на фиг, 2 - разрез А-А на фиг, I, неподвижная часть штам- па, на фиг. 3 - разрез на фиг.1; на фиг. 4 - разрез В-В на фиг. 1; без верхней плиты.
Штамп содержит универсальный блок, на верхней плите 1 которого закреплен пуансонодержатель 2 с прокладкой 3, съемникодержатель 4 с колонками 5 и ходовыми винтами 6, амортизатор 7, а также сменные пуансоны 8 и дистанционные прокладки 9, закрепленные винтом 10 в посадочном гнезде 11 пуансонодержателя 2, и сменные съемники 12, закрепленные на съемникодержателе 4 с помощью плавающих гаек 13 и винтов 14 (фиг. 1,3).
Посадочное гнездо 11 пуансонодержателя . выполнено в виде сквозного продольного прямоугольного паза ( фиг. 4), Две продольные и одна поперечная поверхности паза 11 строго перпендикулярны между собой, а также перпендикулярны опорной поверхности пуансонодержателя 2 и являются базовьми при креплении пуансонов 8
260068
целью расширения технологических возможностей путем обеспечения пробивки отверстий в скобообразных деталях П-образной формы, близкорасположенных к вертикальным полкам, матрицы закреплены на внешних боковых поверхностях матрицедержа - теля.
винтом 10. Последний установлен в пуансонодержателе 2 соосно с пазом со стороны, противоположной базовой поперечной поверхности паза (фйг,1,4) Соосно с пазом 11 в пуансонодержателе 2 со стороны его опорной поверхности выполнен паз глубиной, равной высоте головок сменных пуансонов 8 (фиг. З).
Посадочные поверхности хвостовой части сменных пуансонов 8, сопрягаемые с пазом 11, выполнены круглой формы - в- пуансонах, предназначенных для пробивки круглых отвер-
стий, и прямоугольной формы - в пуансонах, предназначенных для пробивки отверстий овальной, прямоугольной или другой формы (фиг. 4).
о
Дистанционные прокладки 9 имеют Т-образную форму и предназначены для выставления межцентрового расстояния между пуансонами 8, а также для выставления пуансонов 8 относительно базового поперечного торца посадочного гнезда 11 пуансонодержателя 2 с целью симметричной установки пуансонов 8 относительно оси штампа при различном межцентровом расстоянии между ними, В комплект штйм- па входит набор прокладок 9, начиная с 0,5 мм, обеспечивающих кратность регулирования межцентрового расстояния между пуансонами
8, равную 0,1 мм, Наименьгаее межцентровое расстояние между пуансонами образуется при непосредственном контакте посадочных поверхностей хвостовой части пуансонов 8. В этом
случае прокладки 9 не устанавливаются.
Т-образная форма прокладок 9 предотвращает выпадение их из посадочного гнезда 11 пуансонодержате- ля 2.
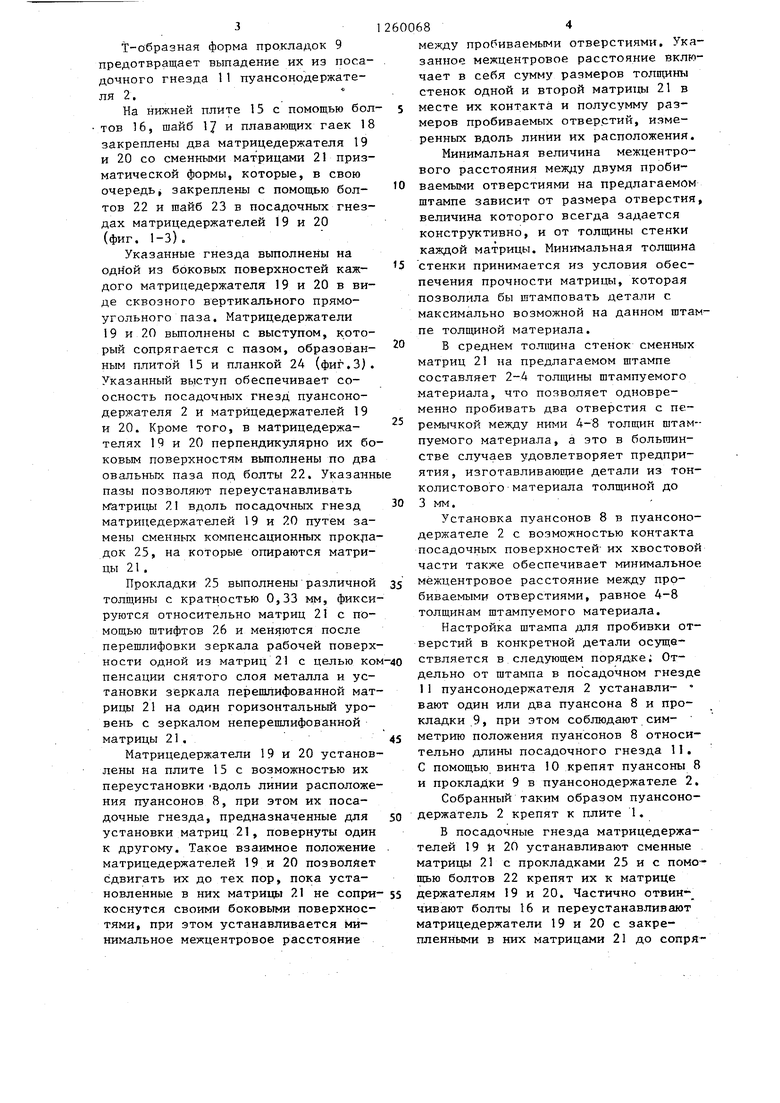
На нижней плите 15 с помощью бол тов 16, шайб 17 и плавающих гаек 18 закреплены два матрицедержателя 19 и 20 со сменными матрицами 21 призматической формы, которые, в свою очередьj закреплены с помощью бол- тов 22 и шайб 23 в посадочных гнездах матрицедержателей 19 и 20 (фиг. 1-3).
Указанные гнезда вьшолнены на одной из боковых поверхностей каж- дого матрицедержателя 19 и 20 в виде сквозного вертикального прямоугольного паза. Матрицедержатели 19 и 20 вьтолнены с выступом, который сопрягается с пазом, образован- ным плитой 15 и планкой 24 (фиг.З). Указанный выступ обеспечивает соосность посадочнь х гнезд пуансоно- держателя 2 и матрицедержателей 19 и 20. Кроме того, в матрицедержа- телях 19 и 20 перпендикулярно их боковым поверхностям вьтолнены по два овальных паза под болты 22. Указанн пазы позволяют переустанавливать матрицы 21 вдоль посадочных гнезд матрицедержателей 19 и 20 путем замены сменных компенсационных прокда док 25, на которые опираются матрицы 2 1 .
Прокладки 25 выполнены различной толщины с кратностью 0,33 мм, фиксируются относительно матриц 21 с помощью щтифтов 26 и меняются после перешлифовки зеркала рабочей поверхности одной из матриц 2 с целью ком пенсации снятого слоя металла и установки зеркала перешлифованной мат- 21 на один горизонтальный уровень с зеркалом неперешлифованной матрицы 21.
Матрицедержатели 19 и 20 установлены на плите 15 с возможностью их переустановки Вдоль линии расположения пуансонов 8, при этом их посадочные гнезда, предназначенные для установки матриц 21, повернуты один к другому. Такое взаимное положение матрицедержателей 19 и 20 позволяет сдвигать их до тех пор, пока установленные в них матрицы 21 не сопря- коснутся своими боковыми поверхностями, при этом устанавливается минимальное межцентровое расстояние
между пробиваемыми отверстиями. Указанное межцентровое расстояние включает в себя сумму размеров толщины стенок одной и второй матрицы 21 в месте их контакта и полусумму размеров пробиваемых отверстий, измеренных вдоль линии их расположения.
Минимальная величина межцентрового расстояния между двумя пробиваемыми отверстиями на предлагаемом щтампе зависит от размера отверстия величина которого всегда задается конструктивно, и от толщины стенки каждой матрицы. Минимальная толщина стенки принимается из условия обеспечения прочности матрицы, которая позволила бы штамповать детали с максимально возможной на данном штампе толщиной материала.
В среднем толщина стенок сменных матриц 21 на предлагаемом штампе составляет 2-4 толщины штампуемого материала, что позволяет одновременно пробивать два отверстия с перемычкой между ними 4-8 толщин штампуемого материала, а это в большинстве случаев удовлетворяет предприятия, изготавливающие детали из тонколистового материала толщиной до 3 мм.
Установка пуансонов 8 в пуансоно- держателе 2 с возможностью контакта посадочных поверхностей их хвостовой части также обеспечивает минимальное мёжцентровое расстояние между пробиваемыми отверстиями, равное 4-8 толщинам штампуемого материала.
Настройка штампа для пробивки отверстий в конкретной детали осуществляется в следующем порядке; Отдельно от щтампа в посадочном гнезде 11 пуансонодержателя 2 устанавли- вают один или два пуансона 8 и прокладки 9, при этом соблюдают сим- метрию положения пуансонов 8 относительно длины посадочного гнезда 11. С помощью винта 10 крепят пуансоны 8 и прокладки 9 в пуансонодержателе 2.
Собранный таким образом пуансоно- держатель 2 крепят к плите 1.
В посадочные гнезда матрицедержателей 19 и 20 устанавливают сменные матрицы 21 с прокладками 25 и с помощью болтов 22 крепят их к матрице держателям 19 и 20. Частично отвин- чивают болты 16 и переустанавливают Матрицедержатели 19 и 20 с закрепленными в них матрицами 21 до сопряжения их рабочих отверстий с рабочими частями пуансонов 8. В таком положении матрицедержатели 19 и 20 крепят болтами 16 к нижней плите 15. Затем отдельно на верхней части штампа с помощью колонок 5 и ходовых винтов 6 устанавливают С7:.емникодержа- тель Д с амортизатором 7. На рабочие части пуансонов 8 одевают сменные съемники 12 и крепят их к съем- никодержателю 4 с помощью гаек 13 и винтов 14. Выставляют упоры (не по- ка.заны), ориентирующие штампуемую де таль относительно рабочих отверстий матриц 21 ,и сопрягают верхнюю часть штампа с нижней с помощью направляющих узлов, после чего штамп готов к работе.
Наличие у каждого матрицедержа- теля посадочного гнезда, выполненного на его боковой поверхности в виде вертикального паза, позволяет крепить сменные матрицы так, что при минимальном сближении матрицеотверстии и Мстксималь 1о приближена к конструктивно допустимым перемьтч-- между двумя одновременно пробиваемыми отверстиями, которые находятся в пределах 0,6-2,5 толпгин штампуемого материала.
Крепление матриц в открытых посадочных гнездах, выполненных на боковых поверхностях матрицедержателей 10 с возможностью контактирования выступающими или находящимися в одной плоскости с указанными поверхностями матрицедержателей обеспечивает минимальное межцентровое расстояние 15 между рабочими отверстиями матриц в конструкциях пробивных штампов, имеющих переустанавливаемые матрицедержатели. Величина указанного межцентрового расстояния равна сумме толщин стенок матриц и половине размеров
20
пробиваемых отверстий, измеренных вдоль линии расположения отверстий.
Кроме того, данное техническое
при Mrlrlrir lelJlX n Jl4 i.v/i;ij i/-..«4. .-. -
держателей матрицы соприкасаются сво-25рещение обеспечивает пробивку в скоими боковьши поверхностями, образуябовидных деталях П-образнои формь:
минимальное межцентровое расстояниеотверстий, лизкорасположенных к
с перемычкой мевду пробиваемыми от-вертикальным полкам, при переустанов
верстиями, равной 4-8 толщинам щтам-ке матрицедержателей таким образом,
30
пуемого материала. Конструкция посадочного гнезда пуансонодержателя обеспечивает возможность установки сменных пуансонов для пробивки отверстий с указанными перемычками. Минимальная величина перемычки между пробиваемыми отверстиями, получаемая на предлагаемом штампе, является предельно достижимой при использовании раздельных ма:триц для одновременной пробивки двух смежных
что матрицы закреплены на внешних боковых поверхностях матрицедержателей. В этом .случае, вертикальные полки указанных деталей могут контактировать с боковыми поверхностями 35 матриц, а минимальное расстояние от вертикальной полки до оси пробиваемого отверстия может быть равно сумме толщины стенки матрицы и половине размера отверстия, измеренного вдоль линии расположения отверстий.
-
отверстии и Мстксималь 1о приближена к конструктивно допустимым перемьтч-- между двумя одновременно пробиваемыми отверстиями, которые находятся в пределах 0,6-2,5 толпгин штампуемого материала.
Крепление матриц в открытых посадочных гнездах, выполненных на боковых поверхностях матрицедержателей 10 с возможностью контактирования выступающими или находящимися в одной плоскости с указанными поверхностями матрицедержателей обеспечивает минимальное межцентровое расстояние 15 между рабочими отверстиями матриц в конструкциях пробивных штампов, имеющих переустанавливаемые матрицедержатели. Величина указанного межцентрового расстояния равна сумме толщин стенок матриц и половине размеров
20
пробиваемых отверстий, измеренных вдоль линии расположения отверстий.
Кроме того, данное техническое
ке матрицедержателей таким образом,
что матрицы закреплены на внешних боковых поверхностях матрицедержателей. В этом .случае, вертикальные полки указанных деталей могут контактировать с боковыми поверхностями матриц, а минимальное расстояние от вертикальной полки до оси пробиваемого отверстия может быть равно сумме толщины стенки матрицы и половине размера отверстия, измеренного вдоль линии расположения отверстий.
2ftФиг.З
Редактор Э.Слиган
Составитель И,Николаева Техред М.Ходанич
Заказ 5160/5 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
11 В-В
i
zzA
zz
Фи,гЛ
Корректор М.Шароши
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Универсальный штамп для пробивкиОТВЕРСТий B CTEHKAX пОлыХ дЕТАлЕйТипА КОРОбОК | 1978 |
|
SU841722A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1968 |
|
SU208660A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
1. Универсальный штамп для пробивки отверстий, расположенных в линию, содержащий пуансонодержатель с пуансонами, закрепленный на верхней плите штампа, и составной матри- цедержатель с матрицами, закрепленный на нижней плите штампа, отличающийся тем, что, с целью расширения технологических возможностей штампа путем обеспечения про-, бивки близкорасположенных отверстий, матрицы закреплены на обращенных одна к другой поверхностях матрице- держателя с возможностью контакта своими боковыми поверхностями. (Л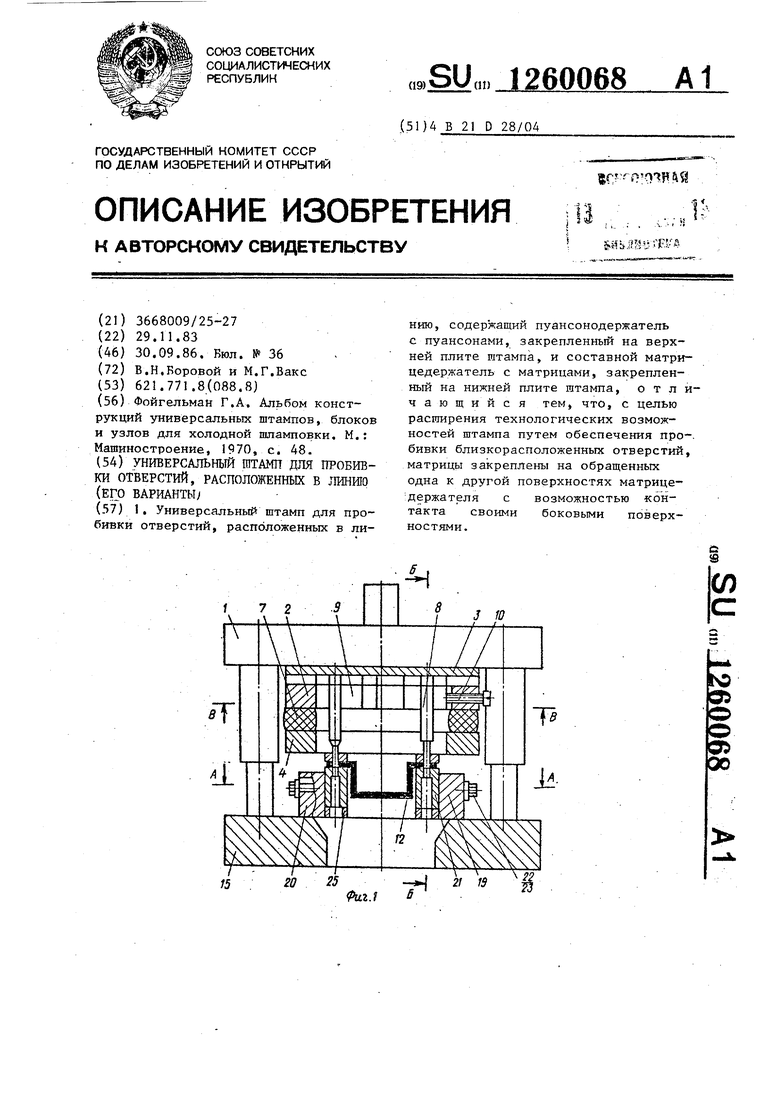
| Фойгельман Г.А | |||
| Альбом конструкций универсальных штампов, блоков и узлов для холодной шламповки | |||
| М.: Машиностроение, 1970, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
