1
Изобретение относится к оснастке для нолучения из леиты иластин тина трансформаторных Ш-образных и ирямоугОоТьных и может быть иснользовано для безотходной и малоотходной штамповки.
Известиые штампы для получения из ленты Ш-образных и прямоугольных трансформаторных пластин содержат неподвилсную плиту и связанную с ней направляющими элементами подвижную плиту. На последней закреплены пуансоны для отрезки Ш-образных нластин и для пробивки пазов. Отходы пробивки представляют собой прямоугольные трансформаторные пластины. Подвижная плита снабжена хвостовиком, связываюш.им щтамн с ползуном пресса. Однако в известных штамнах предусмотрено такое отделение от ленты и разделение двух вырубаемых попарно Ш-образных пластин, при котором пуансон одну пластину вырубает на провал, а другая соскальзывает по предусмотренному в штампе скосу. При этом пластины, штампуемые на провал, собираются в пакет, а для стапелирования иластин, удаляемых с номощью с:коса, штампы снабжают дополнительными, например лотково-реечными, устройствами.
Предложенный штамп позволяет стапелировать все Ш-образные пластины непосредственно в зоне штампа и раскладывать эти
пластины в пакеты с ориентированным расположеннем выступов.
Сущность изобретения заключается в том, что пуансоны для пробивки пазов могут перемещаться независимо от перемещения пуансонов для отрезки Ш-образных пластии. Для этого верхняя подвижная плита выполнена в виде двух независимых секций, располол-сенных последовательно в направлении продольной оси штампа. На одной секции устаповлены пуансоны для пробивки пазов, а па другой - пуансон для отрезки пластин и ловители для фиксации ленты по пазам. Каждая секция снабжена хвостовиком для соединения соответствующей секции с приводом, папример ползуном пресса, и связана направляющими элементами с неподвижной плитой штампа.
Ловители могут быть выполнены с прямоугольным поперечным сечением. На одной оси, параллельной продольной оси штампа, могут располагаться два ловителя таким образом, чтобы расстояние между их сторонами, обращенными навстречу одна другой, равнялось удвоенной толщине основания получаемой Ш-образной пластины, а между нротивоположными сторонами - длине пробиваемого паза в паре Ш-образных пластин, соответствующей длине получаемой прямоугольной пластины.
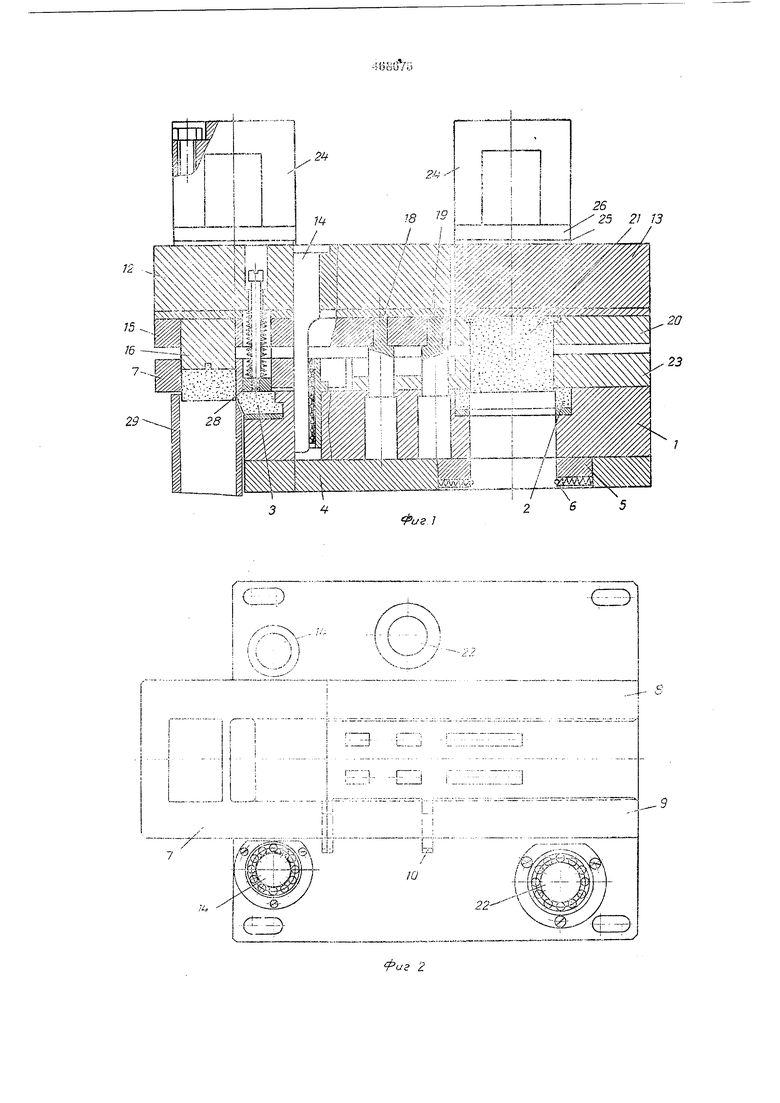
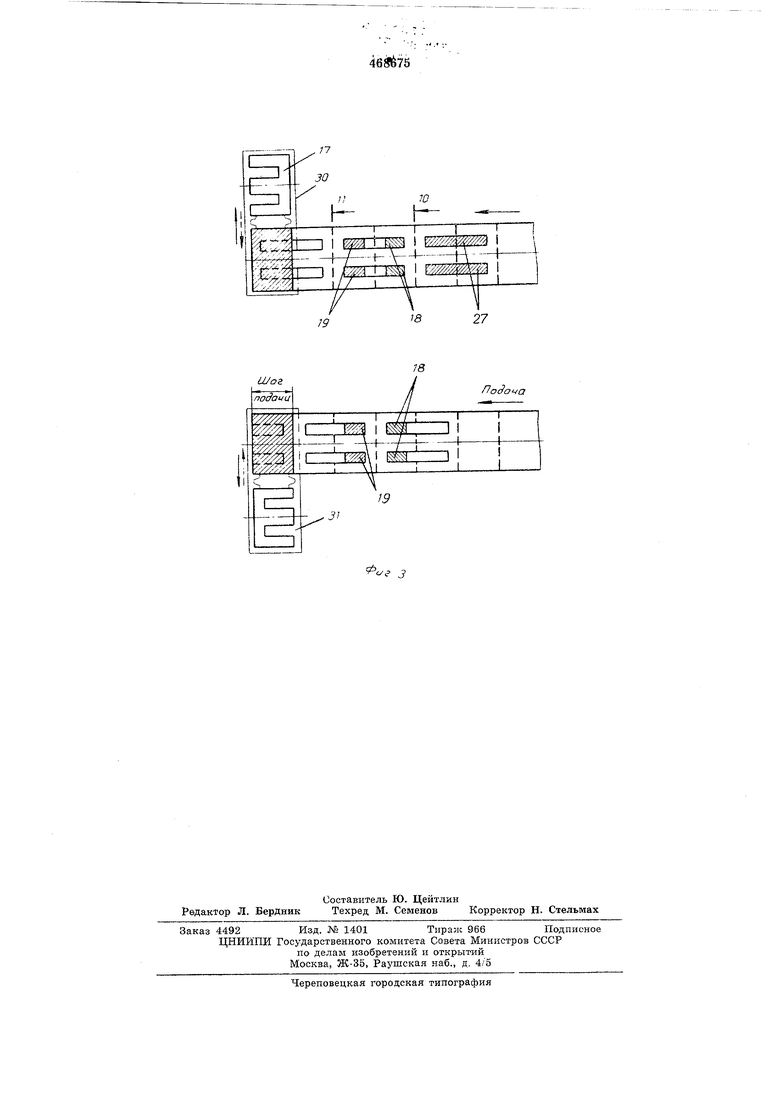
lia фиг. 1 показан штамп, продольный разрез; на фиг. 2 - то же, вид свср.ху на подвижную часть; на фиг. 3 - раскрой ленты, последовательность работы ловителей и расхладкн 111-образ; Ыл пластин.
Штамп содержит неподвижную илнту 1, в лотсрой закреплены твердосплавные матрицы 2 н 3, п расположенную под этой плитой плиту 4, где размеп;,ены вкладыши 5 с подпружиненными шариками 6. К нлите 1 прикреплены планки 7, 8 и 9, направляющие ленту. В планка.х 7 и 9 размеш.ены временные упоры Юн И.
Подвижная чаеть штампа содержит плиту, focY();Muyio ;i3 J2 и 13. Секция 12 связана с плитой 1 с помош;ью направляющрьх колонок 14. В этой секции закреплен пуансоиодерл-сатель 15, несуш ий пуансон 16 для отрезки Ш-образных пластин 17, а также две пары ловителей 18 и 19 с конусообразной заходной частью. В секции 13 закреплен пуансонодержатель 20, несущий два пуансона 21 для пробивки пазов и получения прямоугольных трансформаторных пластик- Перемещается секция 13 но направляющим 22. Для съема ленты с пуансонов 21 подпружиненный съемник 23, имеющий отверстия для прохода ловителей. Секции 12 и 13 снабжены хвостовиками 24, с помощью которых каждая секция самостоятельно может быть связана с приводом, например ползуном пресса. Каждая секция снабжена клиньями 25 и 26 для регулирования закрытой высоты соответствующей части штампа.
Сначала ленту подают в щтамп до временного упора 10 (см. фиг. 3) и пробивают первую пару пазов 27. Затем до упора 11 и пробивают еще пару пазов. При второй пробивке ловители 18 п 19 фиксируют ленту по первым пазам. Расстояние между противоположным:: стороиали ловителей 18 и 19 равно паза в спаренных Ш-образных пластинах, т. е. длине прямоугольной пластины. После пробивки двух пар пазов пресс (на чертеже не показан) переводят на автоматический р.ежим, когда ленту при каждом ходе пресса подают на шаг, равный длине одной Ш-образной пластины. Ловители 18 и 19 фиксируют ленту попеременно- Расстояние между их сторонами, обращенными одна к другой, равпо удвоенной толщине основания Ш-образной пластины. При работе штампа секция 12 с пуансоном
16 совершает вдвое большее число ходов, чем секция 13 с п ансоиами 21. При отрезке Шобразных пластин пуансоио:-,: 16 подпружиненный прилсим 28 при/кимает ленту. Планка 7 является одновременно паправляюпдей для арил-сима 28 и протнвоотжимом для пуансоиа 16.
Прямоугол1)Ные пластины поступают по окнам в матрице 2 и илите I в стапелирующее устройство пресса (на чертеже не показано). Во время замены стапелирующего устройства подпружинепные шарики 6 удерживают пластины в OKiiax. Ш-образиые пластины укладываются пуансоном 16 в кассету 29, иричем пластины в зависимости от иаправлепня выступов раскладываются по ручьям 30 и 31.
, м е т и 3 о о р е т е н п я
1.Штамп для получения из ленты пластин типа трансформаторных, содержащий неподвижную плиту и связанную с ней направляющими элементами подиихлую плиту, снабженную хвостовиколч и несущую пуансо для отрезки пластин и ггуансоиы для пробивки пазов, отличающийся тем, что, с целью стапелирования всех штампуемых пластин непосрсдственио в зоне иггампа и раскладки в пакеты с ориентированным расположение выступов, пуансоны для пробивки пазов установлены с возможностью перемеидепия независимо от перемещения пуапсона для отрезки пластин, сообщаемого пуансонам через нодвижную плиту, выполненную в виде двух независимых секций, несущих одна пуансоны для пробивки пазов, а другая - пуансон для отрезки пластин и ловители для фиксации по пазам, при этом секции расположены последовательно в направлении продоль1- ОЙ оси штампа, на каждой секции закреплен хвостовик и каждая секция связаиа с помош,ью направляющих элементов с неподвижной плитой.
2.Штамп по п. 1, отличающийся тем, что на одной оси, параллельной продольной оси штампа, расположены два ловргтеля, имеющие прямоугольное поперечное сечение, при этом расстояние меисду сторолали: этих ловителей, обращенными навстречу одна другой, равно удвоенной толщине осповани.т получаемой Ш-образной пластины, а между противоположными сторонами - длмие пробнва(;мого паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки трансформаторных пластин из полосы | 1976 |
|
SU614858A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ТРАНСФОРМАТОРНЫХ Ш-ОБРАЗНЫХ И ЗАМБГКАЮЩИХ ПЛАСТИН | 1972 |
|
SU356024A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СЕСОЮЗНЛЯ (BATIHTHO-TBHH^EOif^ | 1972 |
|
SU356019A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
ЩЯ i Щ Ш
I /Ж4 I M-J I ЖШШЗ
1/Г I . I
19
Шог
Ю
.
27
Ю
noJot a
