Изобретение относится к устройствам для односторонней автоматической сварки с принудительным формированием обратной стороны шва на движущемся ползуне и эластичной подкладке, в качестве которой возможно использование стеклотканевой, базальтовой ленты и др.
Изобретение может быть использовано также при всех видах сварки с принудительным формированием шва в любых пространственных положениях металла любой толщины и применено в судостроении, химическом, нефтяном, транспортном, энергетическом машиностроении при изготовлении сварных листовых и корпусных металлоконструкций.
Известен способ [1] и устройство для автоматической сварки с обратным формированием шва на ползуне и стеклоподкладке, поджимаемой к свариваемому стыку с обратной стороны.
К недостатку указанного способа и устройств можно отнести низкий коэффициент использования материала подкладочной ленты при сравнительно высокой ее стоимости.
Низкий коэффициент использования при сварке на ползуне обуславливается завышенной ее шириной, что связано с ее механической прочностью и необходимостью исключения ее перегорания и обрыва во время сварки.
За рубежом (Япония, Швеция) в настоящее время серийно выпускаются сварочные стеклоленты шириной 40, 55 и 65 мм различной толщины. По имеющейся в ИЭС информации стеклолента в основном применяется в качестве стационарной подкладки при односторонней автоматической сварке, а также сварке в монтажных условиях.
Согласно существующих регламентирующих документов (например, ГОСТ 8713-70) максимальная ширина обратного валика одностороннего шва, получаемого при сварке на скользящем медном ползуне, не должна превышать 20 мм для всего диапазона свариваемых этой сваркой толщин металла (4-22 мм).
При сварке на ползуне и стеклотканевой подкладке, являющейся термоизолятором, за счет снижения теплоотвода от стыка с нижней стороны ширина проплавления стыкуемых кромок снизу увеличивается на 3-5 мм (по сравнению со сваркой на "голом" ползуне), а ширина обратного валика шва остается прежней. Таким образом минимальная ширина стеклотканевой подкладки, охватывающая весь диапазон свариваемых односторонней сваркой на ползуне толщин металла, составляет 20 + 5 = 25 мм. При определении минимальной ширины ленты необходимо учесть также то обстоятельство, что точность перемещения электрода и ползуна вдоль свариваемого стыка определяется технологами величиной ±0,5 ˙ dэ, где dэ - диаметр электродной проволоки. Средний диаметр электрода при односторонней сварке под флюсом можно принять равным 4 мм. Таким образом минимальная ширина ленты увеличивается до 27-28 мм.
Нужно отметить, что ни одно из известных устройств не обеспечивает гарантии предотвращения оплавления ленты при такой ее ширине и обрыва от тянущего усилия ползуна, хотя с точки зрения формирования обратной стороны шва эта ширина вполне достаточна. Экспериментально установлено также, что максимальная ширина стеклотканевой ленты 28 мм толщиной 2 мм позволяет производить сварку на токах всего (600-650) А, что соответствует максимальной свариваемой толщине листов 8 мм.
С дальнейшим увеличением режима по току, связанным, например, с необходимостью увеличения количества наплавляемого металла (производительности) или сваркой металла большей толщины, происходит оплавление ленты примерно на 2/3 ее ширины и обрыв краев от тянущего усилия ползуна. При сварке же на стационарной медной подкладке и той же стеклотканевой ленте (марки МБКТ-3,3) ширина ленты 28 мм позволяет сваривать металл 22 мм толщиной на токах до 1500 А с формированием обратной стороны шва в соответствии с ГОСТом.
В отличие от прототипа в предлагаемом изобретении речь идет о подающем ленту в зону сварки со скоростью (-Vсв) механизме толкающего типа, а в прототипе - о механизме тянущего (относительно зоны сварки) типа. В этом и состоит отличительный признак предлагаемого устройства. При этом перенос фиксирующих ленту относительно изделия зубчатых колес из хвостовой части ползуна (прототип) в головную его часть принципиально меняет схему подачи (или фиксации в ранее используемой в заявках терминологии) ленты в плавильное пространство дуги. В предлагаемом способе фиксация неповрежденной прочной ленты относительно свариваемых неподвижных листов производится до поступления ее в плавильное пространство дуги, при этом расстояние между фиксирующими (подающими) колесами определяется величиной сборочно-сварочного зазора в стыке, а в прототипе - после использования ленты по назначению, за краями подплавленных дорожек, что требует увеличения ширины ленты, а также дополнительного увеличения ее ширины для размещения колес, причем эта дополнительная ширина должна обеспечить определенную разрывную прочность краев, предотвращающую их разрыв от тянущего усилия ползуна. Практически ширина ленты в этом случае должна составлять не менее 50 мм, причем здесь речь не идет об апериодическом нарушении положения отработанной ленты под формируемым швом в результате растяжки и стягивания во внутрь прямоугольной канавки неиспользованных ее краев и нарушении правильного формирования кристаллизующегося обратного валика.
Тем не менее, даже схема процесса сварки и устройства прототипа имеет значительные преимущества перед японскими, когда один конец ленты перед сваркой закрепляется на выводной планке, а ползун не имеет прямоугольной канавки и никакого фиксирующего ленту относительно свариваемых листов механизма. В этом случае увеличивается вероятность обрыва неоплавленных дорожек ленты под ползуном в связи с их большей длиной (от выводной планки до места сварки) от увеличенного тянущего усилия ползуна, увлекающего ленту за собой. В результате при сварке применяется лента чрезвычайно завышенной ширины и стоимости при невысокой надежности процесса.
Цель изобретения - сокращение расхода стеклотканевой подкладочной ленты и качественное улучшение процесса сварки за счет исключения ее обрыва во время сварки.
Цель достигается тем, что устройство для односторонней автоматической сварки под флюсом, содержащее ползун с головной и хвостовой частями, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую подкладку, выполненную в виде ленты из стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненный в виде двух подпружиненных колес на общей оси, установленных с возможностью врезания из зубьев в поверхность ленты, отличающееся тем, что, с целью сокращения расхода ленты за счет снижения ее ширины и вероятности обрыва во время сварки, механизм фиксации и подачи ленты размещен в головной части ползуна на входе в него ленты.
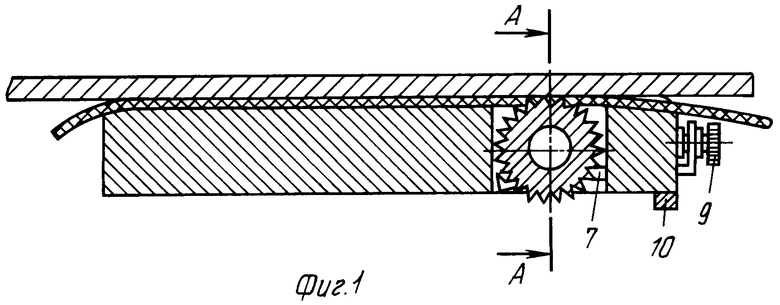
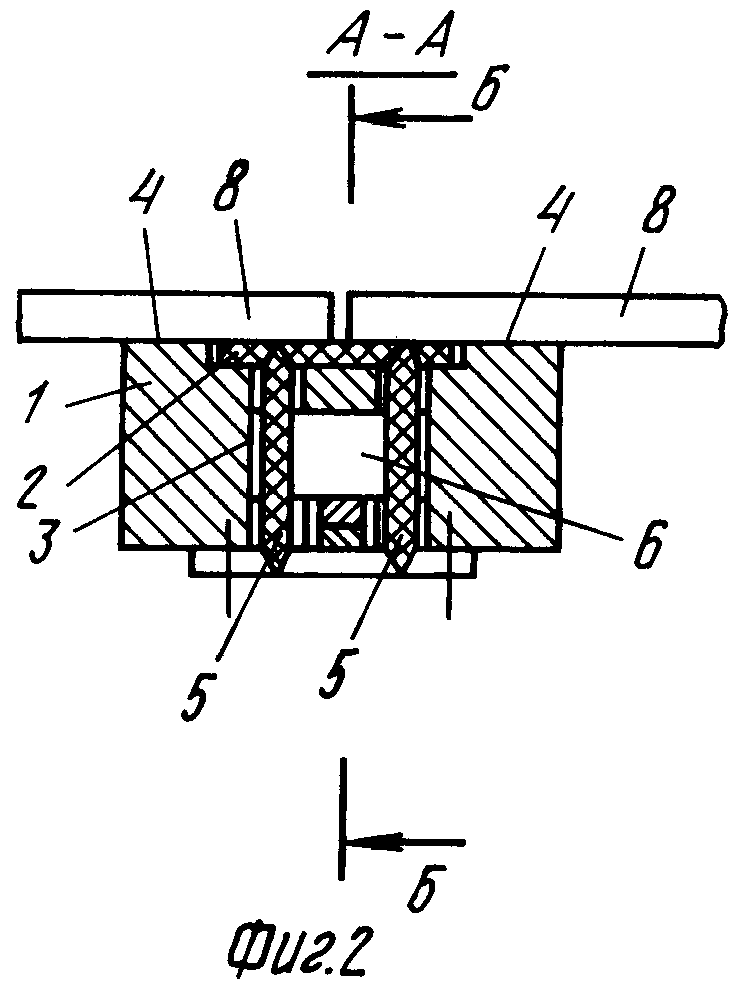
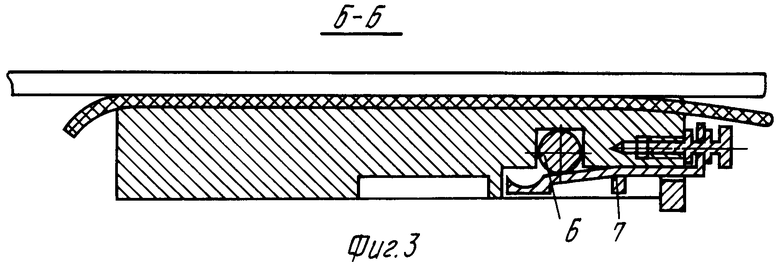
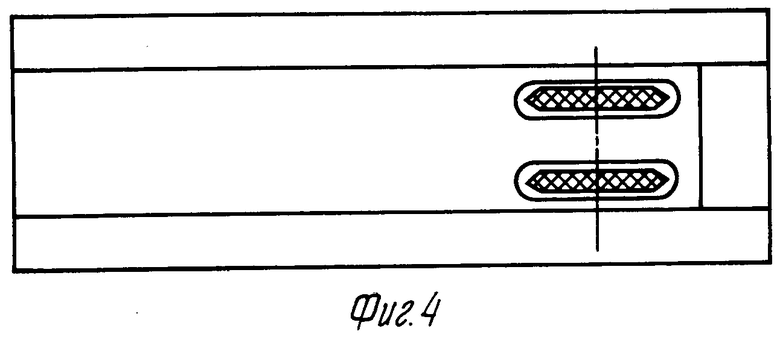
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - то же, разрез; на фиг. 5 - схема процесса односторонней сварки под флюсом на ползуне и стеклоленте.
Ползун 1 имеет прямоугольную канавку 2, выполняемую на всю его длину, с глубиной, обеспечивающей установку и размещение в ней стеклоленты 3 заподлицо с его опорными поверхностями 4.
В головной части ползуна установлен фиксирующий ленту 3 относительно поверхности свариваемого изделия механизм, состоящий из двух зубчатых колес 5 с общей осью 6 вращения, плоской пружины 7, контактирующей с осью 6 и служащей для поджатия зубчатых колес к свариваемым листам 8 с помощью винта 9 и планки 10, направляющей и ограничивающей ход плоской пружины.
Устройство работает следующим образом.
Перед сваркой в режиме наладки оборудования стеклотканевую ленту 3 пропускают между выводной планкой 11 и ползуном 1. При этом с помощью винта 9 плоская пружина сдвигается в крайнее правое положение (фиг.1), ось 6 находится в цилиндрическом углублении пружины, а зубчатые колеса 5 опускаются ниже формирующей поверхности канавки 2, обеспечивая свободную укладку в нее стеклотканевой ленты. После поджатия ползуна к свариваемым листам 8 с усилием Р производится поджатие зубчатых колес 5 к поверхности стеклотканевой ленты путем закручивания винта 9, при этом плоская пружина 7 сдвигается влево (фиг.1), ось 6 вытесняется из ее цилиндрического паза и поджимает колеса к стеклоленте с усилием. Острые зубья прокалывают ленту насквозь, вступая в механический контакт с поверхностью листов 8.
При плавлении стеклотканевой ленты в зоне действия дуги в ней выплавляется канавка совместно с формирующей поверхностью канавки 2 ползуна, определяющая геометрические параметры обратного валика шва, и образуется тонкая прослойка 12 жидкого, тяжелого шлака, защищающего обратный валик от атмосферы. Сварочный, более легкий шлак от расплавляемого флюса вымывается дугой из сварочной ванны, защищает и формирует лицевую сторону шва, не оказывая влияния на формирование обратного валика.
Во время сварки с перемещением ползуна 1 автоматическая укладка и удержание ленты в его канавке происходит следующим образом.
Первоначально лента 3 поступает на наклонную поверхность в головной части ползуна 1 с направляющими буртиками. На протяжении этого участка лента находится в неподжатом к листам 8 состоянии. Далее лента попадает на зубья колес 5, имеющие надежный контакт с листами 8, вращающиеся против часовой стрелки и сообщающие ленте отрицательную скорость (-Vсв). Таким образом лента 8 остается неподвижной относительно листов 8, а ползун перемещается со сварочной скоростью. Одновременно предотвращается обрыв узкой (28 мм) ленты 3 при ее оплавлении по ширине от тянущего усилия ползуна, т. к., во-первых, по предлагаемой схеме ползун наезжает на удерживаемую от совместного с ним перемещения зубчатыми колесами 5 неподвижную эластичную ленту 3, находящуюся в канавке ползуна и обладающую за счет этого достаточной устойчивостью (устройство предотвращает также растяжку и обрыв незакрепленных краев ленты, отрыв краев ленты от средней формирующей части, приклеивающейся шлаком к обратному валику шва, при этом речь идет о применяемой в настоящее время широкой ленте шириной 45-50 мм); во-вторых, максимально снижено тянущее усилие ползуна за счет прямоугольной формы канавки в нем с глубиной, равной толщине ленты. В начале сварки, а также при остановках процесса устройство обеспечивает быструю подготовку формирующего устройства к возобновлению сварки за счет исключения операции специального закрепления конца ленты 3 на изделии. Для возобновления сварки ползун 1 отжимают от листов 8, ленту отрезают в месте окончания сварки, свободный конец заправляют в устройство, а ползун 1 снова поджимают к стыку. При этом конец ленты 3 автоматически фиксируется зубчатыми колесами 5.
Использование изобретения при односторонней сварке на движущемся ползуне и стеклоподкладке позволяет сократить расходы по сварочным работам за счет сокращения расхода стеклотканевой ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва | 1988 |
|
SU1660918A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| Устройство для формирования обратной стороны продольных швов | 1990 |
|
SU1802776A3 |
| Подкладка | 1977 |
|
SU722714A1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |

Использование: сварка под флюсом с принудительным формированием шва в любых пространственных положениях металла любой толщины при изготовлении сварных листовых конструкций. Сущность изобретения: стеклянную ленту пропускают между выводной планкой и ползуном, размещая ее в прямоугольной канавке ползуна. Зубчатые колеса на оси защемляют ленту усилием пружины, создаваемым при поджатии ползуна к свариваемому листу усилием P. Зубья колес прокалывают ленту и вступают в контакт с поверхностью листа. Во время сварки при перемещении ползуна за счет размещения зубчатых колес в головной части ползуна происходят укладка и удержание ленты, играющей роль плавящейся подкладки. Устройство предотвращает обрыв ленты при сварке, устраняет отрыв ленты в формирующей зоне, снижает тянущее усилие ленты и ее ширину, сокращает расход ленты на сварку шва. 5 ил.
УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ, содержащее ползун с головной и хвостовой частями, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую подкладку, выполненную в виде ленты из термостойкого материала, например стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненный в виде двух подпружиненных зубчатых колес на общей оси, установленных с возможностью врезания их зубьев в поверхность ленты, отличающееся тем, что, с целью сокращения расхода ленты за счет снижения ее ширины и вероятности обрывов во время сварки, механизм фиксации и подачи ленты размещен в головной части ползуна на входе в него ленты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1838062, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
