Изобретение относится к производству строительных изделий, в частности к формованию силикатного, керамического и других видов кирпича на прессе.
Известен способ полусухого формования сырца силикатного, керамического и других видов кирпича на прессе, заключающийся в одностороннем приложении усилия ползуна пресса к определенной дозе исходного материала, помещенной в пресс-форму.
Способ предусматривает наличие прессующего инструмента, расположенного под пресс-формой. Подвижная пресс-форма устанавливается на позиции заполнения ее формовочной смесью, а затем переводится на позицию прессования, где и производится прессование с помощью рабочего инструмента (плунжера), имеющего преимущественно механический привод, ползун которого воздействует на прессующий инструмент, и осуществляется уплотнение формовочной смеси в матрице, в результате чего последняя приобретает плотность, форму и размеры, предусмотренные для сырца кирпича. Затем пресс-форма с уплотненной формовочной силикатной или керамической смесью переводится на позицию выталкивания, где происходит выталкивание отформованного сырца кирпича за пределы пресс-формы, а затем подача его на ленточный транспортер для последующего захвата его рабочим органом пакетировщика перед отправкой в устройство для затвердевания сырца и приобретения им свойств готового кирпича (Хавкин Л.М. Технология силикатного кирпича. М. Стройиздат, 1982, с.192-215).
Недостаток известного способа заключается в неравномерной плотности отформованного сырца кирпича по высоте, ограниченном ходе прессующего органа и, соответственно, ограниченной высоте и номенклатуре кирпича, большом разбросе прочности кирпича.
Наиболее близким по технической сущности способом формования кирпича, принятым за прототип, принятым за прототип, является известный способ полусухого формования силикатного, керамического и других видов сырца кирпича на прессе, заключающийся в двустороннем двукратном приложении усилия к формовочной смеси, заключенной в матрице неподвижной пресс-формы (там же, с. 182-221, рис.VI 24).
Прототип обладает теми же недостатками, что и аналог, а именно, также не обеспечивает равномерной прочности по высоте при уплотнении формовочной смеси, оставляя ослабленную менее плотную середину с повышенным содержанием воздушных включений, расширение которых вследствие снятия давления ведет к образованию трещин и даже расслоению кирпича по высоте. Недостаток прототипа устраняется тем, что формование кирпича осуществляют в неподвижной пресс-форме в два этапа за цикл хода инструмента, причем на первом этапе в пределах 65-70% полного хода инструмента и 10-12% максимального усилия формования осуществляют одностороннее приложение усилия снизу вверх, а на втором этапе формование осуществляют двусторонним двукратным приложением полного усилия формования к формовочной смеси, при этом останов верхнего инструмента при закрытой пресс-форме осуществляют подушкой регулируемого усилия или управляемым механическим упором.
Сопоставительный анализ с известными способами полусухого формования силикатного, керамического и других видов кирпича на прессе показывает, что заявленный способ, обеспечивающий двустороннее, двукратное приложение полного усилия формования позволяет осуществить значительное повышение качества кирпича за счет более равномерного по объему сжатия формовочной смеси и, соответственно, более однородной плотности отформованного сырца и готового кирпича, повышенной точности его размеров; за счет более полной релаксации внутренних напряжений, вызванных давлением газовой (воздушной) фазы и давлением пленочной воды в межзерновых контактах, что способствует лучшей сохранности структуры отпрессованного кирпича, более высокой прочности готового кирпича, исключает его расслоение.
К совокупности существенных признаков способа, обеспечивающих технический результат, следует отнести комбинированный метод приложения усилия за полный ход инструмента, причем одностороннее снизу вверх на первом этапе и двустороннее двукратное на втором этапе.
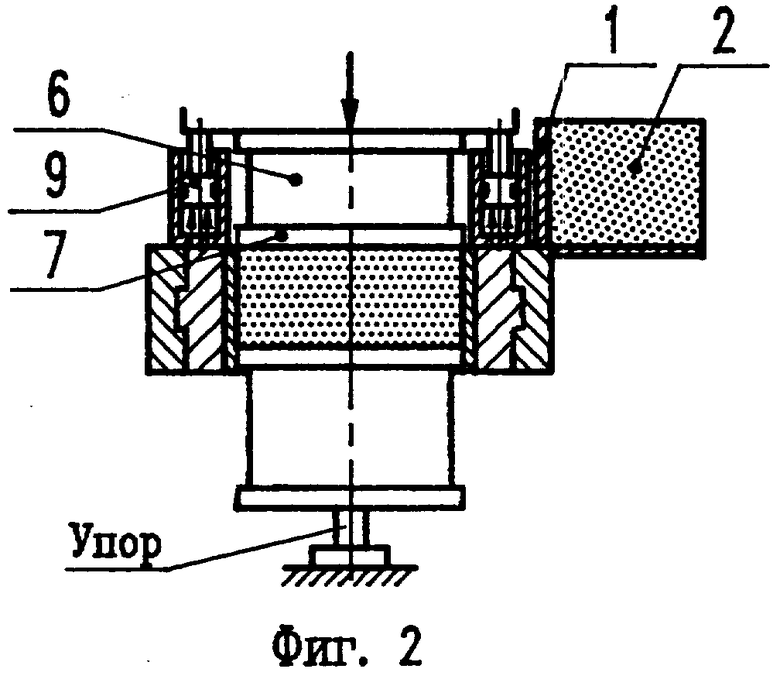
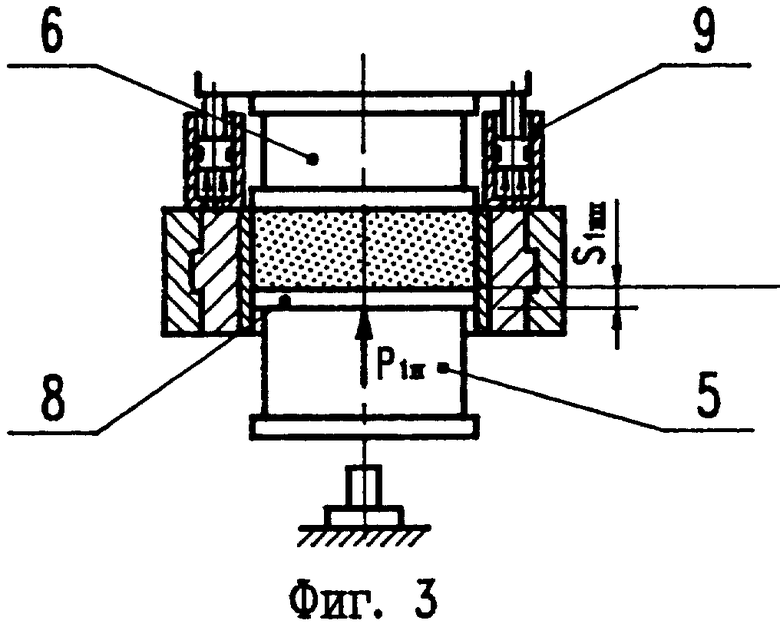
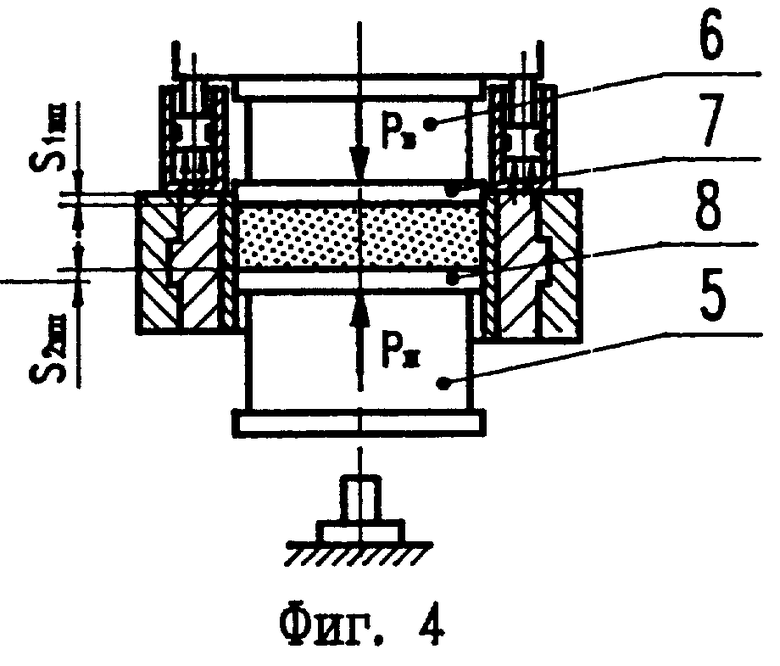
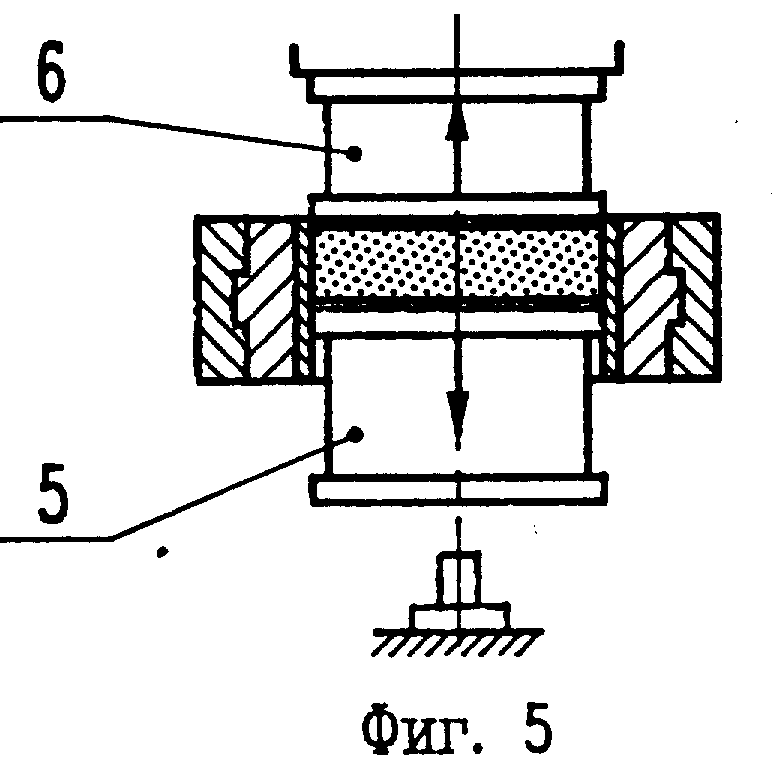
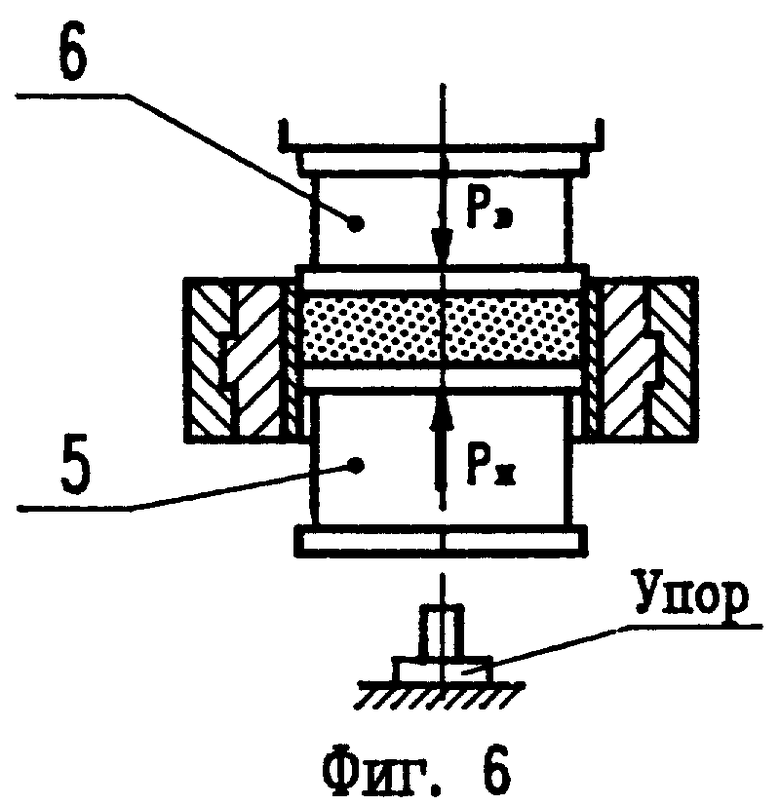
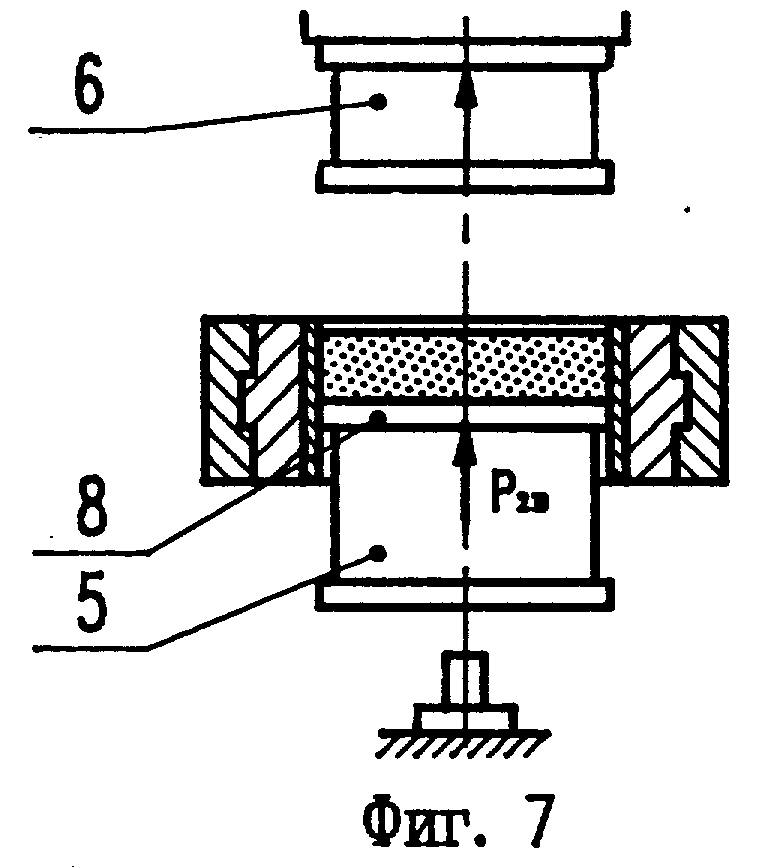
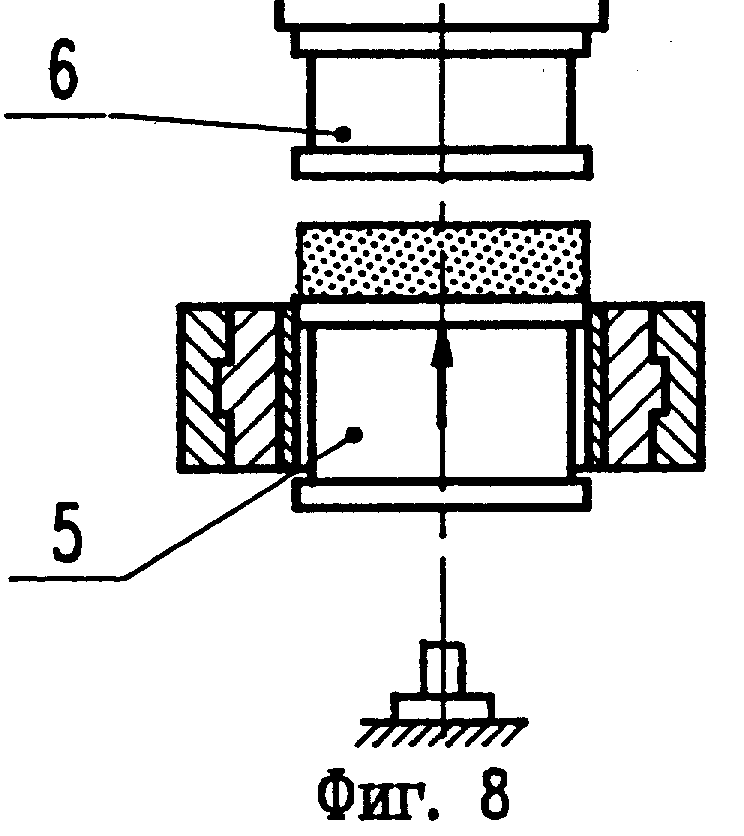
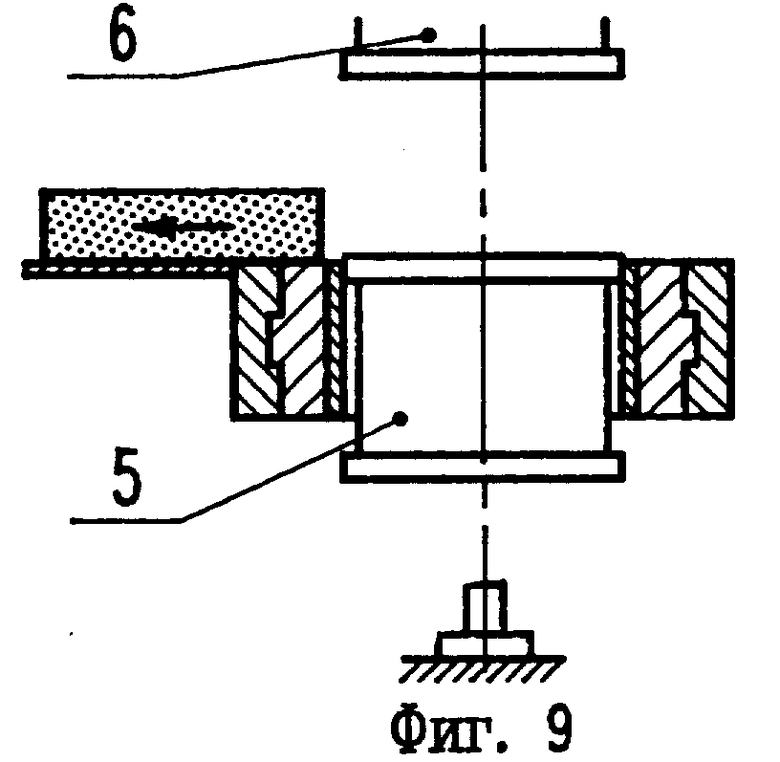
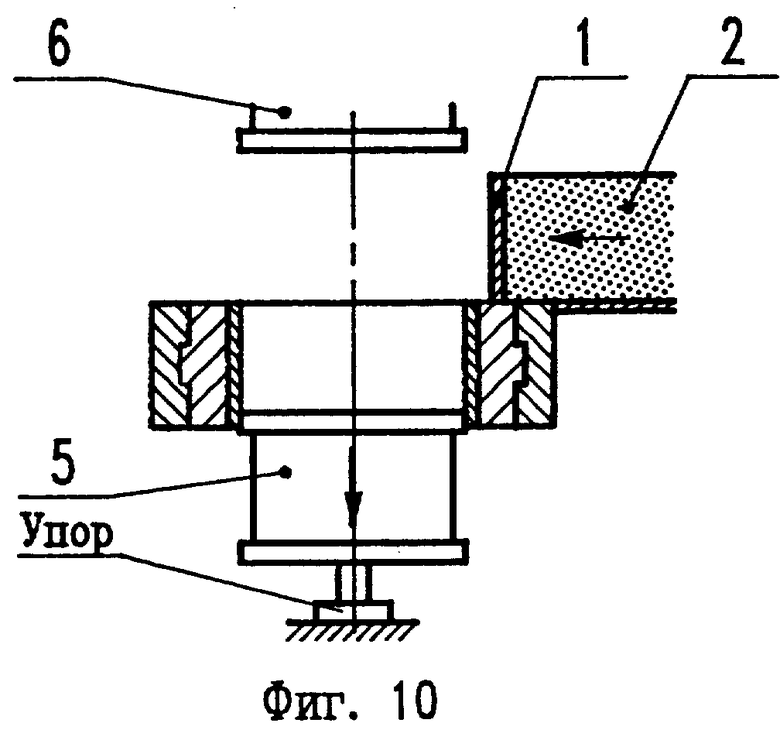
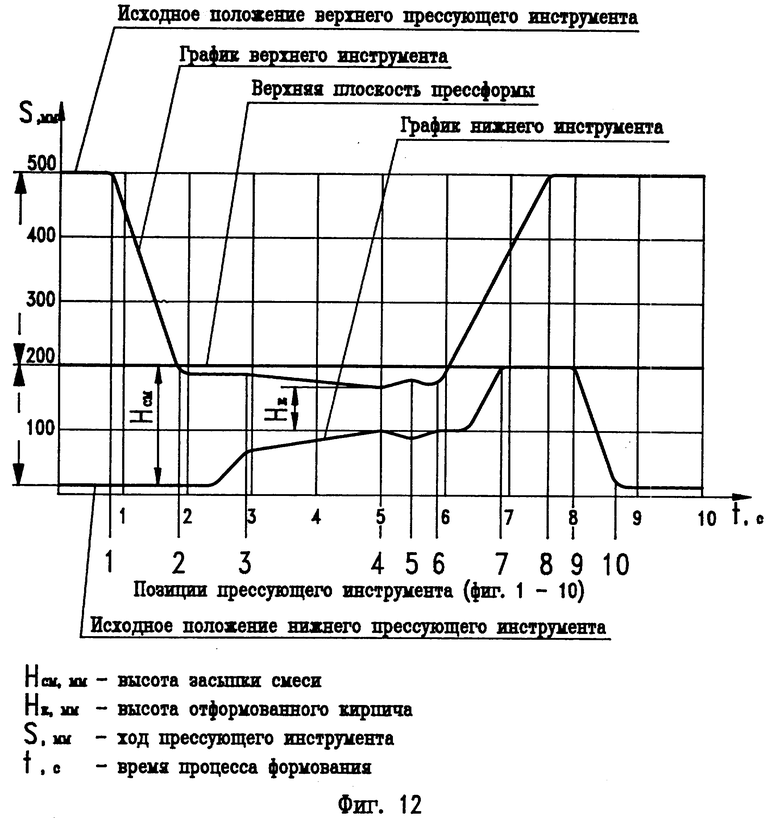
На фиг. 1 проиллюстрирована засыпка пресс-формы формовочной смесью; на фиг.2 закрытие пресс-формы верхней прессующей пластиной инструмента; на фиг. 3 одностороннее предварительное сжатие формовочной смеси; на фиг.4 - двустороннее прессование нижней и верхней пластинами; на фиг. 5 отвод прессующего инструмента от уплотненной формовочной смеси; на фиг.6 повторное двустороннее приложение усилия; на фиг.7 раскрытие пресс-формы; на фиг.8 - выталкивание уплотненного кирпича; на фиг.9 сдвиг кирпича; на фиг.10 - возврат инструмента на позицию засыпки; на фиг.11 силовой график сырца кирпича по ходу инструмента; на фиг.12 график процесса формования смеси прессующим инструментом по ходу и времени.
Способ реализуют следующим образом.
Как показано на фиг. 1, посредством шибера-наполнителя 1 осуществляют засыпку формовочной смеси 2 в матрицу 3 неподвижной пресс-формы 4, при этом нижняя часть матрицы 3 закрыта инструментом 5, верхний инструмент 6 поднят.
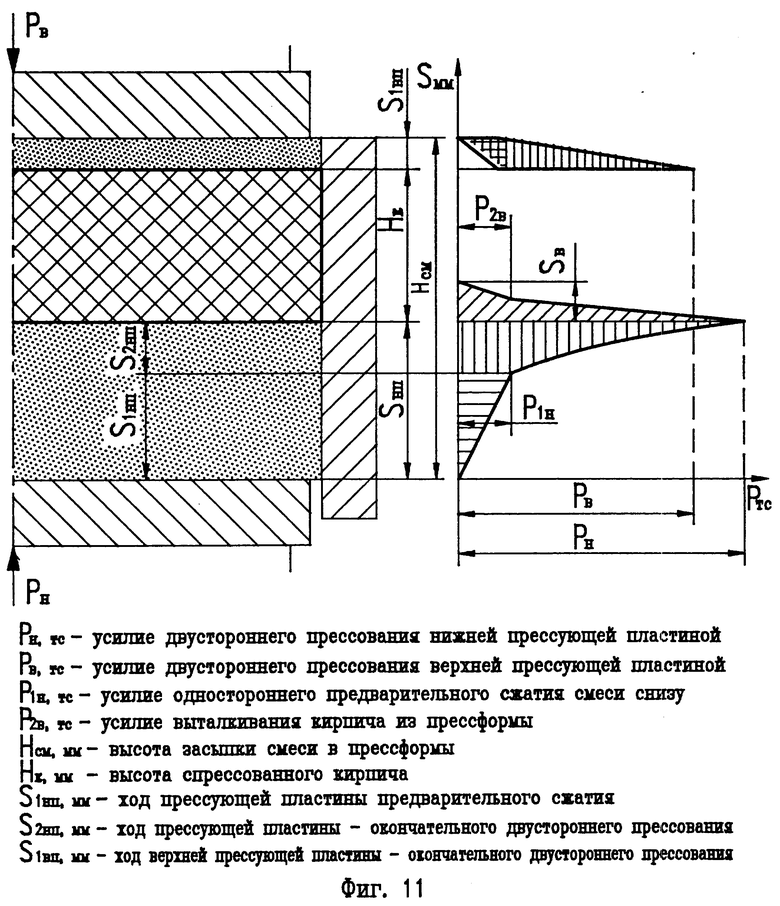
На фиг. 2 шибер-наполнитель 1 отведен, а прессующая пластина 7 верхнего инструмента 6 накладывается на пресс-форму 4, закрывая матрицу 3 и верхний инструмент 6, поддерживается в этом положении регулируемым упором 9 или подушкой. Это исходное положение 1 для первого этапа формования обеспечивается односторонним приложением усилия к формовочной смеси посредством движения пластины 8 нижнего инструмента 5. Осуществляют предварительное сжатие формовочной смеси 2 усилием Р1Н, развиваемым в пределах 10-12% номинального усилия пресса, на ходе S1НП прессующей пластины, не превышающем 65-70% полного хода формовочного инструмента, что показано на фиг.3. На этом первый этап формообразования заканчивается и начинается второй этап формообразования посредством двустороннего двукратного приложения усилия к формовочной смеси 2. С одной стороны пластиной 7 создается усилие Рв верхнего инструмента 6, а с другой стороны усилие Рн пластиной 8 нижнего инструмента 5. На ходе S2НП и S1ВН соответственно на фиг.5 показан отвод прессующего инструмента от уплотненной формовочной смеси 2 (сырца) для сброса давления воздуха, находящегося в уплотненной смеси 2, который через боковые стенки уходит из смеси, а на фиг.6 представлено повторно двустороннее прессование. На этом второй этап формования заканчивается.
Затем осуществляют раскрытие пресс-формы 4 отводом верхнего инструмента 6 с последующим приложением усилия выталкивания Р2В к уплотненной смеси 2, выталкивание сырца кирпича и возврат инструмента в положение заполнения шибера-наполнителя 1, чем и заканчивается полный цикл формования сырца кирпича.
Приложение усилия формования в зависимости от хода и времени в соответствии со способом показано на фиг. 11 и 12 применительно к прессу, исполнительный механизм которого (на фиг. не показан) обеспечивает требуемый график перемещения ползуна.
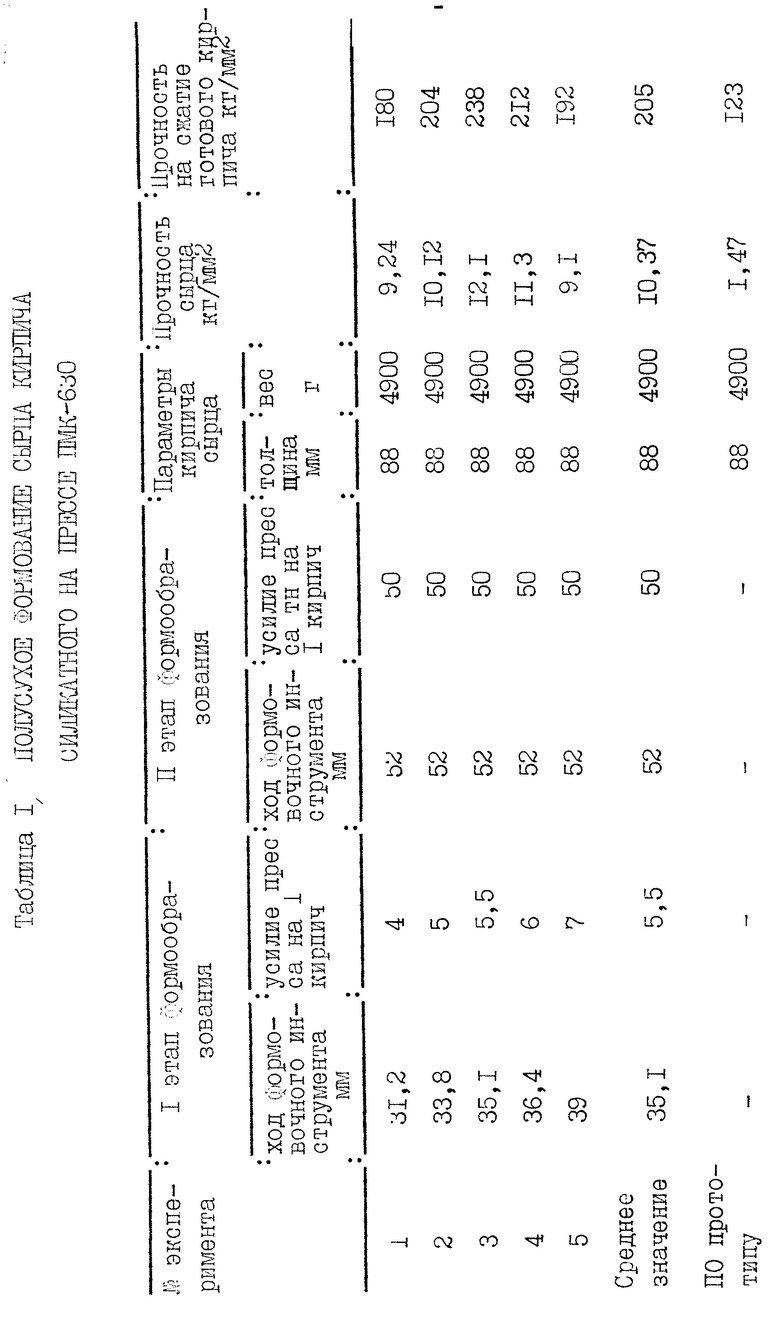
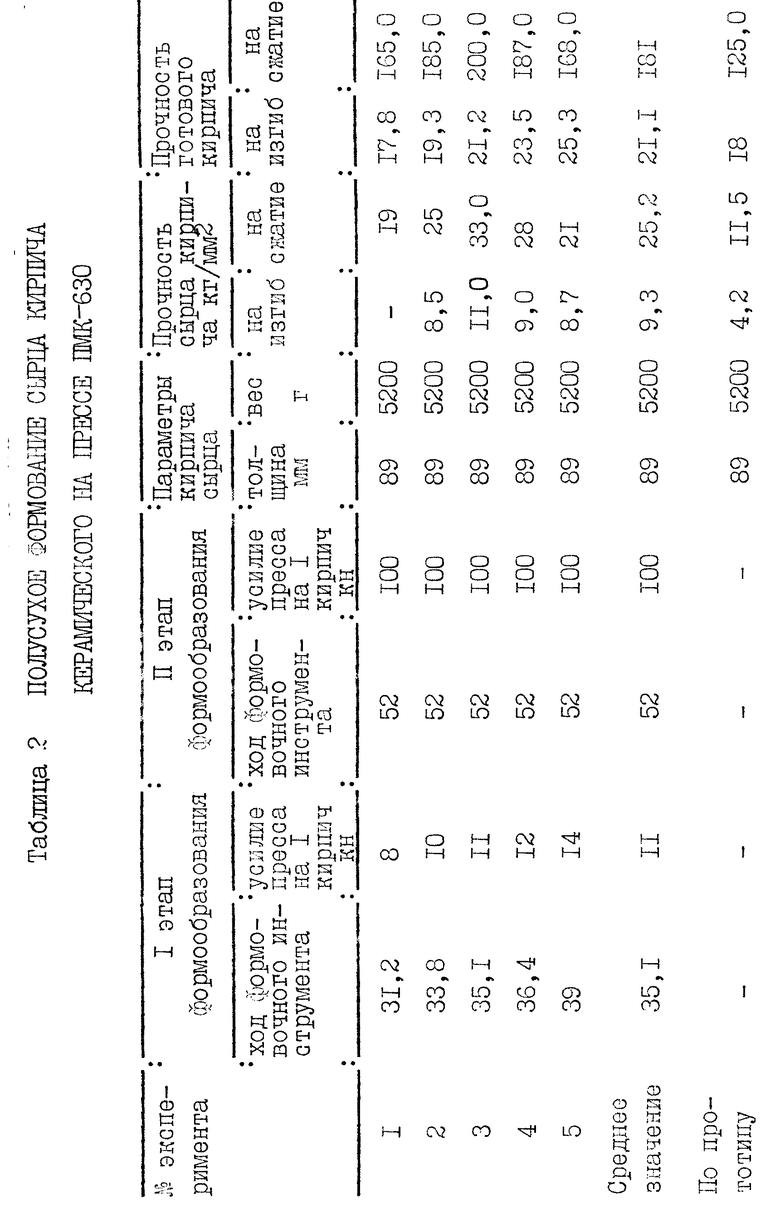
Способ полусухого формования сырца кирпича был экспериментально проверен в промышленных условиях на прессе модели ПМК-630.
Для экспериментов была приготовлена сырьевая смесь:
для силикатного кирпича, используемая в серийном производстве на заводе силикатного кирпича АОЗТ Воронежского комбината строительных материалов, содержащая известь акт. 6,3-6,4% влажность 6,2, песок остальное;
для керамического кирпича, используемая в серийном производстве на заводе АОЗТ Семилукский комбинат строительных материалов, содержащая глину фракции размером 1,6-3 мм 30% фракции более мелких размеров остальное, влажность 8-10% Применяли пресс-форму на 4 кирпича; усилие формования сырца силикатного кирпича 50 т на кирпич (200 т), полный ход формовочного инструмента 52 мм.
Результаты эксперимента изложены в табл. 1 и 2.
Из приведенных результатов экспериментов явствует, что формование сырца кирпича в неподвижной пресс-форме в два этапа за цикл хода прессующего инструмента и двукратного двустороннего приложения полного усилия формования с ведением по сравнению с прототипом дополнительного (первого) этапа формования при ходе формовочного инструмента снизу вверх 65-70% от полного хода и усилия формования, равном 10-12% от полного, позволяет значительно увеличить прочность сырца кирпича и соответственно прочность готового кирпича. Этот фактор обусловлен тем, что при довольно большом движении формовочного инструмента снизу вверх при приложении сравнительно небольшого усилия прессования происходит уменьшение сил трения по стенкам пресс-формы за счет выталкивания сжимаемой массы по уклонам и обеспечивается свободный выход из сырьевой массы воздуха в зазоры, образующиеся между прессующими пластинами и боковыми сторонами пресс-формы, расширяющимися к верху за счет уклонов. Последующий второй этап с двукратным приложением полного усилия формообразования обеспечивает равномерную плотность отформованного сырца по высоте, что значительно повышает его физико-механические свойства, в том числе прочностные характеристики готового кирпича.
Контроль давления формования осуществляют посредством активного замера давления в определенном диапазоне, при выходе за пределы которого с помощью электронных устройств с процессором осуществляют автоматическую подрегулировку высоты засыпки смеси 2 (не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2121435C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2127661C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2179927C2 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1998 |
|
RU2151693C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2527975C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| Способ образования пустот в прессуемых изделиях | 1981 |
|
SU1006228A1 |
Изобретение относится к области производства строительных изделий и, в частности, к формообразованию силикатного, керамического и других видов кирпича на прессе. Изобретение решает задачи повышения качества прессуемого кирпича за счет придания сырцу кирпича равномерной плотности по объему и повышения прочности, уменьшения разброса, исключения расслоений в структуре кирпича. Способ предусматривает формование сырца кирпича в неподвижной пресс-форме в два этапа за цикл хода инструмента, причем на первом этапе в пределах 65-70% полного хода прессующего инструмента и 100% двухсторонним двухкратным приложением полного усилия формования, при этом останов верхнего инструмента при закрытой пресс-форме, осуществляют подушкой регулируемого усилия. 1 з.п.ф-лы, 2 табл., 12 ил.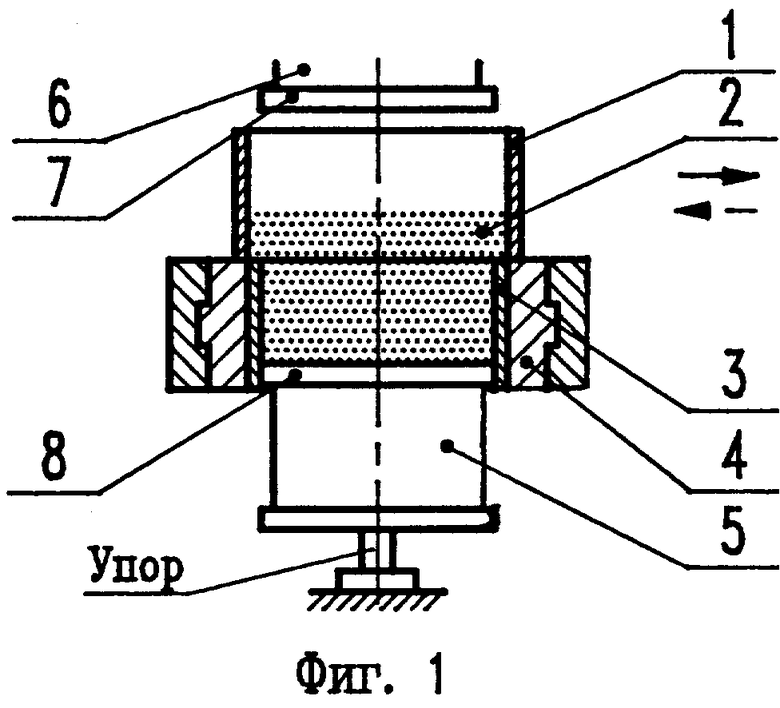
| Хавкин Л.М | |||
| Технология силикатного кирпича | |||
| - М.: Стройиздат, 1982, с.192 - 215, 182 - 221, рис.IV-24. |
