Изобретение относится к прокатному производству и может быть реализовано на неспециализированных сортовых прокатных станах с разнообразным сортаментом, включающим швеллерный профиль.
Известен способ прокатки швеллеров, включающий деформацию заготовки в первом фасонном (разрезном) калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование готового профиля в системе швеллерных калибров (1).
Недостатком известного способа является низкая технологическая гибкость стана, обусловленная необходимостью использования в качестве подката для разрезного калибра заготовки квадратного сечения, что снижает технологическую гибкость стана, а также недостаточно надежная самоустановка заготовки в калибре, что может привести к искажению профиля.
Более близким по технической сущности является принятый за прототип способ прокатки швеллеров, включающий деформацию прямоугольной заготовки в первом фасонном калибре с гребнями и предусматривающий одновременное касание заготовкой гребня и боковых стенок ручья верхнего валка (2). Касание заготовкой при захвате в трех точках ручья калибра улучшает ее центрирование, но прямоугольная форма сечения заготовки не исключает возможность ее сваливания в калибре и, соответственно, искажения формы готового профиля, а также не обеспечивает технологической гибкости неспециализированного стана. Предложенный способ решает задачу обеспечения надежного самоцентрирования заготовки в калибре, что повышает точность выполнения формы готового профиля и одновременно повышает технологическую гибкость неспециализированного стана при переходах с прокаткой одного профиля на другой.
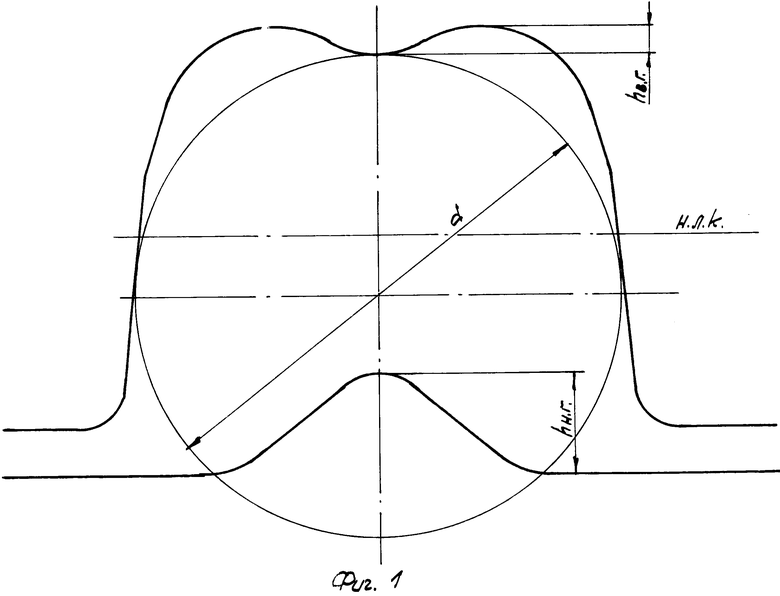
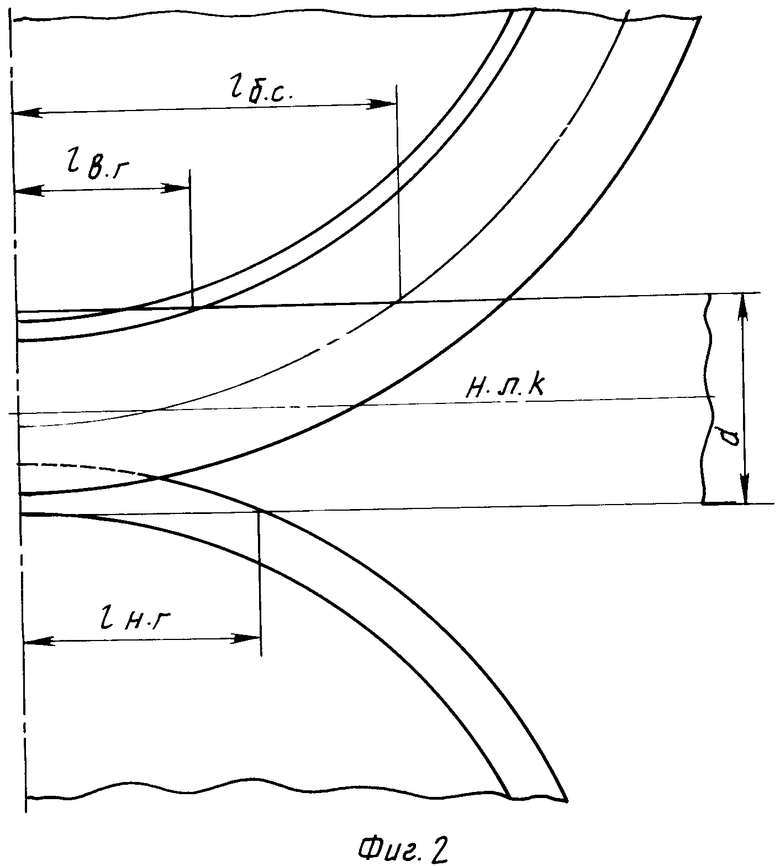
Сущность изобретения поясняется чертежами, где на фиг.1 представлена схема первого фасонного (разрезного) калибра при прокатке швеллеров с положением в нем заготовки исходного круглого сечения; на фиг.2 - схема первого фасонного калибра (вид сбоку), поясняющая заполнение калибра металлом (здесь lбс, lнг и lвг - расстояние от плоскости осей валков до точек встречи заготовки круглого сечения, соответственно с боковыми стенками калибра, гребнями нижнего и верхнего валков.
При использовании подката круглого сечения в первом разрезном калибре вначале в контакт с металлом входит гребень нижнего валка, а боковые стенки ручья верхнего валка ограничивают его поперечное перемещение, т.к. lбс > lнг (cм. фиг.2) и при этом происходит самоцентровка раската до его контакта с тремя точками ручья верхнего валка по вершине его гребня и боковых стенок. В результате самоцентровки круглого подката предупреждается неточность разрезки, обусловленная некоторой овальностью круглого подката, что имеет место на практике. За период прохождения раскатом расстояния lнг - lвг (см. фиг. 2) круглый подкат, имеющий некоторую овальность, самоустанавливается в наиболее устойчивое для него положение, а боковые стенки ручья верхнего валка за счет того что, lбс > lнг ограничивают поперечное перемещение круглого подката при самоустановке.
Таким образом, при использовании круглого подката необходимо соблюдение условий lбс > lнг > lвг. В этом случае, за период прохождения раскатом расстояния lбс - lнг - происходит ограничение поперечного перемещения круглого подката; при прохождении ( lнг - lвг ) - самоустановка круглого подката; при прохождении ( lвг - 0 ) - происходит собственно разрезка круглого подката в швеллерном калибре.
Самоцентровка подкатка круглого сечения при разрезе и заполнение разрезного калибра при формировании швеллерного раската обеспечивается выполнением этого калибра с шириной ручья и высотой гребня верхнего вала, и высотой гребня нижнего валка, равными, соответственно (0,92-0,98)d, (0,04-0,08)d и (0,015-0,45)d, где d - диаметр подката круглого сечения.
Способ осуществляется следующим образом.
Заготовку квадратного сечения, нагретую до температуры прокатки, деформируют в системе черновых калибров неспециализированного сортового прокатного стана, сортамент которого наряду со швеллерами включает другие профили. В процессе чернового формирования заготовки осуществляют подготовку раската и деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фиг.1) образован верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем и нижним горизонтальным валком с гребнем. Последующее формирование готового профиля осуществляют в системе швеллерных калибров. Параметры первого фасонного (разрезного) калибра определяются диаметром исходного подката круглого сечения. Так, ширину ручья верхнего горизонтального валка в среднем сечении - по нейтральной линии калибра (Н.Л.К.) выполняют равной (0,92-0,97)d при оптимальном значении этой величины, равной 0,95d (где d - диаметр подката). Большее 0,98d значение этого параметра может привести к неустойчивому положению подката круглого сечения в калибре, а меньшее 0,92d значение - к невыполнению профиля вследствие незаполнения донной части ручья верхнего валка. Высоту гребня нижнего валка выполняют равной (0,15-0,45)d при оптимальном значении этого параметра 0,20d. Высоту гребня верхнего валка выполняют равной (0,04-0,08)d, при оптимальном значении этой величины, равном 0,055d. Большие 0,45d и 0,08d значения высоты гребней, соответственно нижнего и верхнего валка приведет к снижению устойчивости захвата переднего конца полосы валками первого фасонного калибра, что может привести к "бурению" металла в этом калибре; меньшие 0,15d и 0,04d значения этих параметров не обеспечат выполнение профиля в первом фасонном калибре. Для пояснения указанных положений рассмотрим фиг.2. При захвате раската круглого сечения валками первого фасонного калибра для обеспечения устойчивости процесса необходимо, чтобы в контакт с раскатом последовательно по мере заполнения калибра входили боковые стенки ручья верхнего валка, вершина гребня нижнего валка и вершина гребня верхнего валка, т.е. должно соблюдаться условие lбс > lнг > lвг. Если ширина ручья верхнего горизонтального валка по нейтральной линии будет больше 0,98d, а высота гребня нижнего валка больше 0,45d, то первым в контакт с раскатом войдет гребень нижнего валка, т.е. lбс будет меньше lнг. В этом случае возможно "забуривание" раската в калибре, т. е. авария на стане. Первенство контакта гребня нижнего валка по отношению к верхнему обеспечивает заполнение донной части верхнего ручья, т. к. в этом случае течению металла в калибре препятствуют только силы трения на его боковых стенках. В противном случае течению металла в калибре препятствуют еще и силы трения на поверхности гребня верхнего валка. Указанное обстоятельство обусловливает необходимость выполнения условия формирования подката круглого сечения, окружность которого касается боковых стенок и гребня ручья верхнего горизонтального валка.
Пример конкретной реализации.
Способ был реализован на неспециализированном мелкосортнопроволочном стане. Сортамент этого стана, включает круглые, квадратные, угловые, арматурные профили, а также швеллеры NN 5 и 6,5. При производстве профилей сортамента в промежуточной и чистовой группах клетей стана использовался подкат круглого или овального сечения, формируемый в клетях черновой группы стана, в которой используется унифицированная система калибров "овал - круг". Для реализации способа при производстве швеллеров был использован подкат круглого сечения 64 мм, поступающий из клети N 6 черновой группы, полученный в процессе чернового формирования из заготовки квадратного сечения 125х125 мм. Полученный круглый раскат деформировался в первом фасонном калибре, выполненном таким образом, что окружность сечения подката в нем касалась боковых стенок и гребня ручья верхнего валка. Полученный фасонный подкат деформировался в системе 8 - и швеллерных последующих калибров до получения готового проката. Параметры первого фасонного калибра выполнялись с учетом соотношения lбс > lнг > lвг. Экспериментальные исследования показали, что оптимальными значениями геометрических параметров первого фасонного калибра являются: ширина ручья верхнего валка по нейтральной линии калибра - 61 мм или 0,95 d, высота hнг гребня нижнего валка - 13,1 мм или 0,20d, высота hвг гребня верхнего валка - 3,5 мм или 0,55d. Диапазоны изменения указанных параметров калибра установлены экспериментальным путем исходя из необходимости заполнения калибра и обеспечения, тем самым, требуемого качества готового проката, а также предупреждения "сваливания" раската круглого сечения в первом фасонном калибре и исключения его застревания в этом калибре.
Реализация предложенного способа позволила повысить технологическую гибкость стана, унифицировать калибровку валков черновой группы клетей, охватив ею производство всех профилей сортамента стана, включая швеллеры. Указанное обстоятельство уменьшило количество перевалок и способствовало росту производительности стана. Выбор параметров первого фасонного калибра обеспечил требуемого качество готового проката за счет его заполнения и предупредил возможность возникновения аварийной ситуации на стане - застревания раската в первом фасонном калибре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 2004 |
|
RU2254178C1 |
| Способ производства швеллеров | 1989 |
|
SU1678469A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2294246C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| Способ прокатки сортовых профилей | 1989 |
|
SU1623803A1 |
Использование: при производстве швеллеров в двухвалковых калибрах с применением первого фасонного калибра в качестве разрезного калибра, снабженного боковыми стенками и гребнем в ручье верхнего валка и гребнем на нижнем валке. Сущность изобретения: в качестве исходной заготовки для первого фасонного калибра используется круглый подкат, причем ширина ручья верхнего валка по нейтральной линии калибра, высота гребней нижнего и верхнего валков составляют соответственно 0,92...0,98, 0,15...0,45 и 0,04...0,08 от диаметра заготовки. Это обеспечивает надежное центрирование заготовки в разрезном калибре, качество профиля, а также универсальность калибровки, стана для производства профилей широкого сортамента. 2 ил.
СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование профиля в системе швеллерных калибров, отличающийся тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем ширина ручья верхнего горизонтального валка в средней части по нейтральной линии этого калибра, высота гребня нижнего валка, высота гребня верхнего валка составляют 0,92 - 0,98, 0,15 - 0,45, и 0,04 - 0,08, соответственно от диаметра заготовки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Смирнов В.К | |||
| и др | |||
| Калибровка прокатных валков, - М.: Металлургия, с.317, рис.4.28. | |||
