Изобретение относится к области металлургии и может быть использовано, например, при прокатке двутавровых балок и швеллеров.
Известно косое расположение калибров при прокатке двутавровых балок. Так, например, в книге А.П.Чекмарев и др. "Калибровка прокатных валков". М. Металлургия. 1971 г. с.328. рис.138.в показан такой калибр. Во втором абзаце снизу на этой странице описаны их преимущества и недостатки. Так, в последнем предложении этого абзаца сказано: "Однако при прокатке в косых калибрах возникают боковые усилия, вызывающие осевое смещение валков".
В книге П.И.Попухин и др. "Прокатное производство". М. Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1960 г., с.354, рис.224, IV показано применение косых калибров при прокатке двутавровых балок. Здесь на стр.356, второй абзац сверху, сказано: "Косую калибровку для прокатки балок следует прежде всего рекомендовать для средних и малых профилей, причем угол наклона в первых черновых калибрах целесообразно брать в пределах 20-25o, уменьшая его в предчистовых и чистовых калибрах.
Как видим в указанных выше аналогах, речь в основном идет о применении косорасположенных калибров при прокатке двутавровых балок, и как недостаток можно отметить необходимость применения опорных конусов в валках.
Известен способ прокатки фланцевых профилей в черновых калибрах (положительное решение ВНИИГПЭ по заявке N 93001974/02 (001775). МКИ В 21 В 1/08), предназначенный как для прокатки двутавровых балок, так и швеллеров. По этому способу раскат после ящичного калибра кантуют на угол 45o и прокатывают на диагональ в двух балочных калибрах с кантованием между ними на 90o и с ориентацией вогнутых широких граней раската в сторону гребней калибров, при этом прокатку проводят в балочных калибрах, расположенных под углом 40-45o к оси валков. По этому способу практически не требуется применения опорных конусов.
Этот способ оказывается в нашей заявке наиболее близким по технической сущности, поэтому применяем его в качестве прототипа.
Как видно из описания и фиг.3 способа-прототипа, результатом прокатки в двух наклонных балочного типа калибрах оказывается симметричный профиль, который в дальнейшем прокатывается в закрытого типа калибрах.
Симметричность раската может оказаться недостатком при дальнейшей прокатке балки и особенно швеллера. При прокатке швеллера обычно стремятся получить фасонный черновой профиль с несимметричной разрезкой, чтобы для оформления фланцев профиля имелись более длинными фланцы чернового раската. В качестве примеры можно сослаться на книгу Б.П.Бахтинов, М.М.Штернов "Калибровка прокатных валков", Металлургиздат, 1953, с.684, рис.486, где показан разрезной калибр швеллера N 16.
Технической задачей настоящего изобретения является получение несимметричного чернового раската, в котором из четырех фланцев два имели бы большую длину, что обеспечивает лучшее выполнение профиля, особенно при прокатке швеллеров.
Поставленная техническая задача достигается тем, что согласно способу прокатки фланцевых профилей в черновых калибрах, включающему прокатку исходной заготовки в ящичном калибре с выпуклостью дна ручьев, кантование полученного раската на угол 45o, его прокатку в наклонных балочных калибрах с гребнями, расположенных под углом 40-45o к оси валков, с обжатием по ширине и толщине на диагональ с кантованием между ними раската на угол 90o и ориентацией вогнутых широких граней раската в сторону гребней калибра, кантование раската из второго балочного калибра на угол 45o и прокатку в закрытых калибрах, при этом прокатку раската в ящичном калибре осуществляют при расположении граней выпуклостью дна ручьев и прилегающих к ним боковых граней по отношению к диагонали калибра под углами, равными углам наклона к вертикали граней закрытых фланцев первого наклонного балочного калибра и с расположением граней гребней и прилегающих к ним боковых граней открытых фланцев в первом наклонном балочном калибре по отношению к оси валка под углами, равными углам наклона к вертикали граней гребней и прилегающих к ним боковых граней закрытых фланцев во втором наклонном балочном калибре, используют ящичный калибр с различной величиной выпуклости дна верхнего и нижнего ручьев, а раскат из ящичного калибра ориентируют большей вогнутостью широкой грани в сторону большей величины гребня первого, а затем и второго наклонных балочных калибров.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что используют ящичный калибр с различной величиной выпуклости дна верхнего и нижнего ручьев, обеспечивающий получение раската с различной величиной вогнутости граней.
Таким образом, заявляемый способ соответствует критерию изобретения "Новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
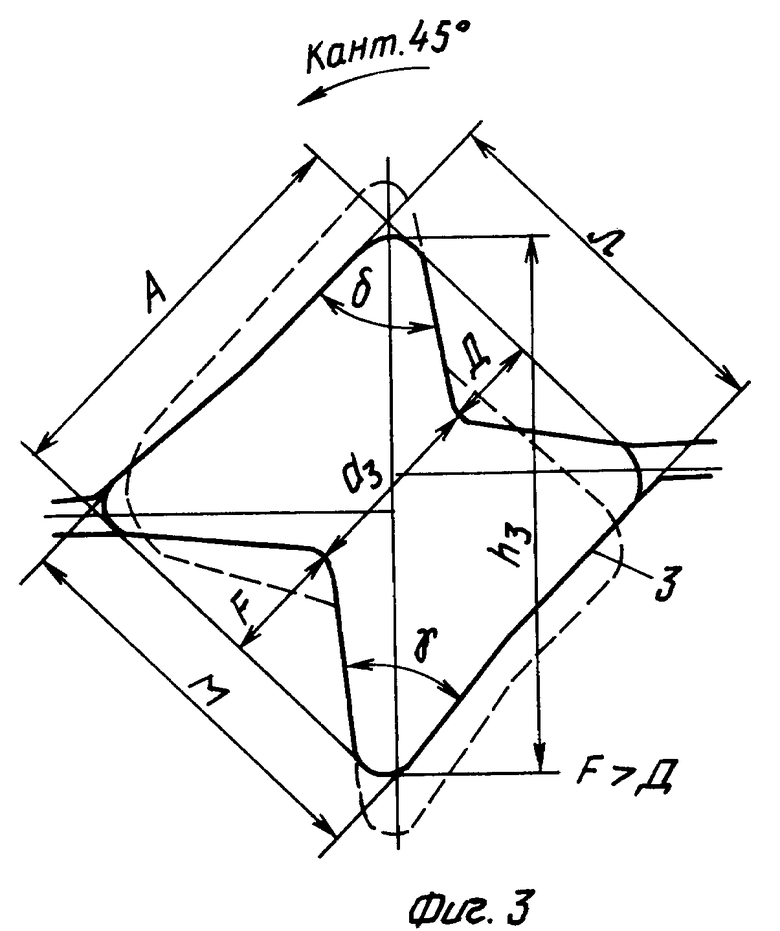
На фиг. 1,2,3 показаны соответственно первые три калибра по предлагаемому способу (толстые линии). Пунктирными линиями на них показан контур раската из предыдущего калибра, а на фиг. 1 - контур исходной заготовки квадратного поперечного сечения. На этих фигурах обозначены необходимые углы в соответствии с материалами заявки (α,β,γ,δ), ширины раскатов (b), высоты (h), а также диагональ (d) первого калибра и различной величины гребни ручьев (k) в нем. На фиг. 3 показаны также различной величины получающиеся по данному способу фланцы (F и D).
Конкретный пример осуществления способа.
Прямоугольную заготовку из стали (Ст. 3) сечением 124 х 124 мм нагревают до температуры 1200oC и прокатывают на стане "450" предприятия за два пропуска в ящичном калибре 1 (фиг. 1) с выпуклостью дна ручьев K1 = 22 мм и K2 = 8 мм до сечения по максимальным размерам 103 х 130 мм с размерами по центральной выпуклости h1 = 73 мм и по диагонали d= 152 мм. При этом углы сказываются равными β = 57o, α1 = 7o и α2 = 31o.
Затем раскат из калибра 1 кантуют на угол 40o и прокатывают на диагональ в наклонном балочном калибре 2 (фиг. 2) до размера по вертикальной оси h2 = 125 мм. При этом углы β, α1 и α2 в калибрах 1 и 2 принимаются равными для обеспечения центрирования полосы в калибре. Заполнение по ширине калибра 2 составит b2 = 160 мм, а величина обжатия в калибре 2 составит:
Δh2 = d-h2 = 152-125 = 27 мм
После прокатки в калибре 2 раскат кантуют на угол 90o и в таком положении прокатывают в наклонном балочном калибре 3 (фиг.3), при этом за счет предварительно выбранных размеров сторон и равенства углов γ,δ наклонных калибров 2 и 3 обеспечивается надежное центрирование раската (γ = 44o, δ = 54o). Размеры калибра 3 составляют: A=100 мм, a3=46 мм, Л=92 мм, М=104 мм.
В данном калибре величина обжатия составляет
Δh3 = b2-h3 = 160-132 = 28 мм, а величины выпуклостей для ручьев имеют различные значения: D= 22 мм и F=32 мм. Таким образом, предварительно выбранные различные значения выпуклости дна ручьев K1 и K2 калибра 1 (фиг. 1) позволили получить соответственно и различные значения выпуклости дна ручьев F и D калибра 3 (фиг.З).
Дальнейшую прокатку в калибрах закрытого типа по предлагаемому способу осуществляют после кантования раската на угол 45o. Из полученного раската предполагается в дальнейшем прокатка швеллера N 10.
Использование предлагаемого способа прокатки фланцевых профилей в черновых калибрах обеспечивает по сравнению с существующим способом следующие преимущества:
1. Получение несимметричного чернового раската обеспечивает улучшение формирования профиля, особенно швеллера, сокращает время на его настройку, за счет чего получается увеличение производительности.
2. Расширяются возможности прокатного производства в отношении прокатки двутавровых балок и швеллеров, особенно на сортовых станах при прокатке сравнительно крупных для данного стана профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2294246C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |

Изобретение относится к прокатному производству, а именно для получения несимметричного чернового раската балочной формы с двумя фланцами большей длины. Прокатку заготовки осуществляют в ящичном калибре с различной выпуклости дна верхнего и нижнего ручьев, а раскат из ящичного калибра большей вогнутостью широкой грани ориентируют в сторону большей величины гребня первого, а затем и второго наклонных балочных калибров. Это обеспечивает повышение качества профиля при дальнейшей прокатке. 3 ил.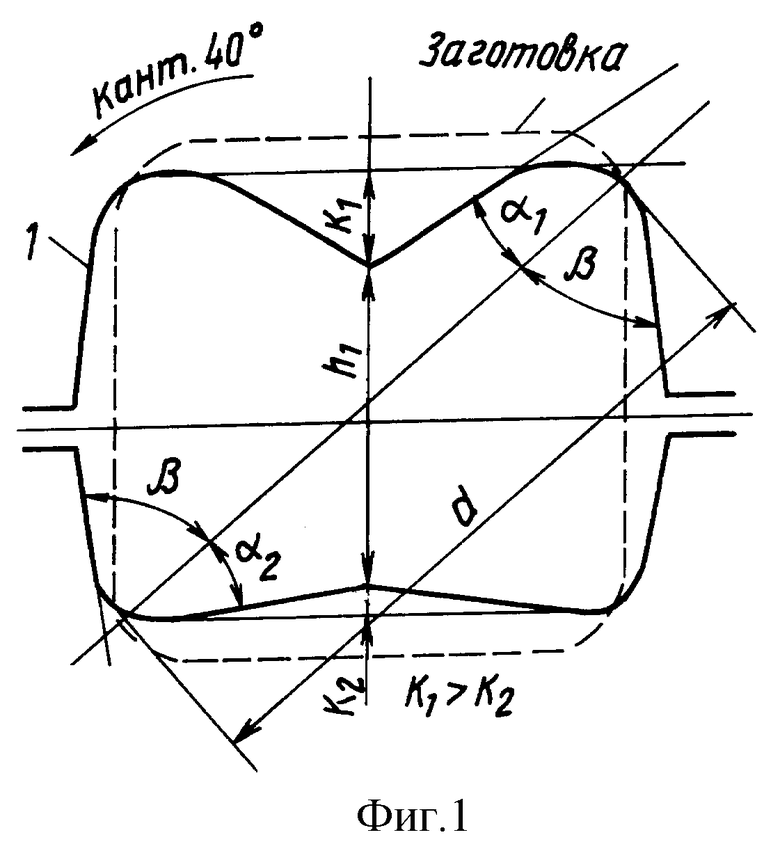
Способ прокатки фланцевых профилей в черновых калибрах, включающий прокатку исходной заготовки в ящичном калибре с выпуклостью дна ручьев, кантование полученного раската на угол 45o, его прокатку в наклонных балочных калибрах с гребнями, расположенных под углом 40 - 45o к оси валков, с обжатием по ширине и толщине на диагональ с кантованием между ними раската на угол 90o и ориентацией вогнутых широких граней раската в сторону гребней калибра, кантование раската из второго балочного калибра на угол 45o и прокатку в закрытых калибрах, при этом прокатку раската в ящичном калибре осуществляют при расположении граней выпуклостью дна ручьев и прилегающих к ним боковых граней по отношению к диагонали калибра под углами, равными углам наклона к вертикали граней закрытых фланцев первого наклонного балочного калибра и с расположением граней гребней и прилегающих к ним боковых граней открытых фланцев в первом наклонном балочном калибре по отношению к оси валка под углами, равными углам наклона к вертикали граней гребней и прилегающих к ним боковых граней закрытых фланцев во втором наклонном балочном калибре, отличающийся тем, что используют ящичный калибр с различной величиной выпуклости дна верхнего и нижнего ручьев, а раскат из ящичного калибра ориентируют большей вогнутостью широкой грани в сторону большей величины гребня первого, а затем и второго наклонных балочных калибров.
| RU 93001974 A, 10.05.95 | |||
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| Способ прокатки периодических фланцевых профилей | 1979 |
|
SU854466A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1263380A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| DE 1452122 A, 13.03.70 | |||
| US 3425254 A, 04.02.69 | |||
| US 5203193 A, 20.04.93. | |||
