Изобретение относится к прокатному производству и может быть использовано при производстве швеллеров на сортовых станах с двухвалковыми клетями, где требуется последующая холодная правка изогнутой стенки швеллера с подгибкой фланцев.
Цель изобретения - повышение качества профиля путем исключения нарушения плоскостности наружной поверхности стенки в процессе правки.
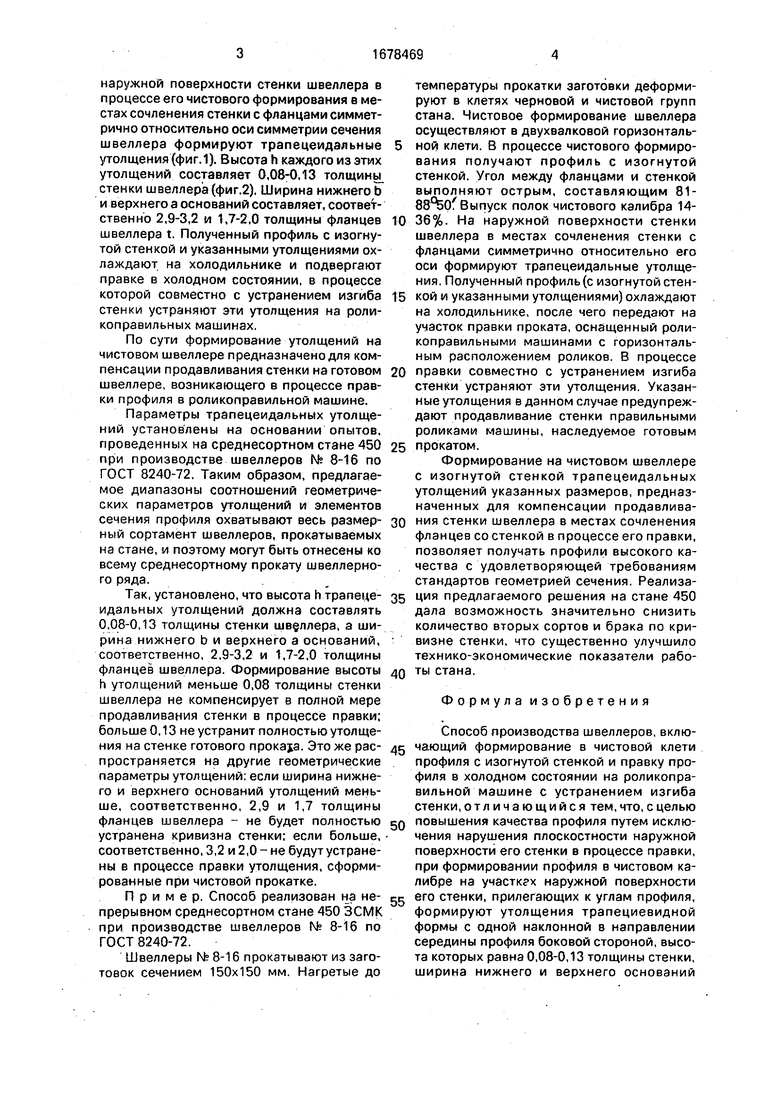
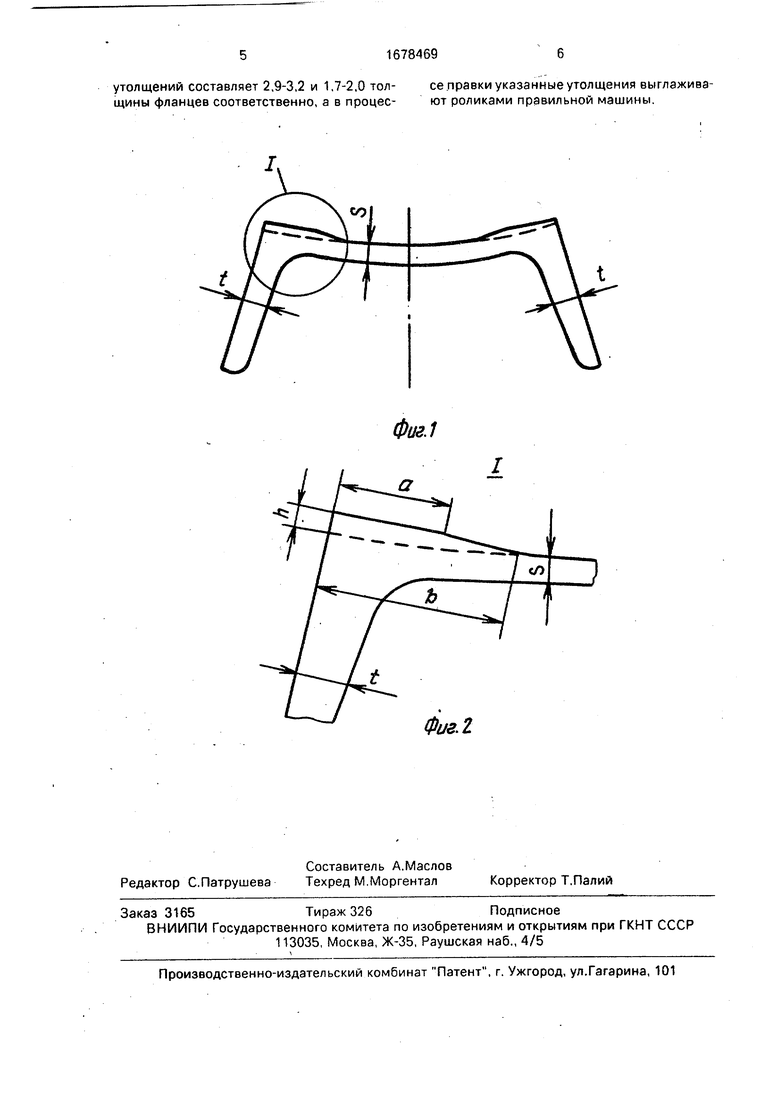
Нафиг,1 изображен профиль после прокатки в чистовом калибре (до правки) по
предлагаемому способу; на фиг.2 - узел I на фиг.1.
Способ осуществляется следующим образом
Из нагретой исходной заготовки квадратного или прямоугольного сечения в разрезном и последующих фасонных швеллерных калибрах клетей стана осуществляют формирование профиля. В процессе чистового формирования профиля из чистового выпускного калибра получают швеллер с изогнутой стенкой. При этом на
о
х| 00 О О
наружной поверхности стенки швеллера в процессе его чистового формирования в местах сочленения стенки с фланцами симметрично относительно оси симметрии сечения швеллера формируют трапецеидальные утолщения (фиг.1). Высота h каждого из этих утолщений составляет 0,08-0,13 толщины стенки швеллера (фиг.2). Ширина нижнего b и верхнего а оснований составляет, соответственно 2,9-3,2 и 1.7-2,0 толщины фланцев швеллера t. Полученный профиль с изогнутой стенкой и указанными утолщениями охлаждают на холодильнике и подвергают правке в холодном состоянии, в процессе которой совместно с устранением изгиба стенки устраняют эти утолщения на роли- коправильных машинах.
По сути формирование утолщений на чистовом швеллере предназначено для компенсации продавливания стенки на готовом швеллере, возникающего в процессе правки профиля в роликоправильной машине.
Параметры трапецеидальных утолщений установлены на основании опытов, проведенных на среднесортном стане 450 при производстве швеллеров № 8-16 по ГОСТ 8240-72, Таким образом, предлагаемое диапазоны соотношений геометрических параметров утолщений и элементов сечения профиля охватывают весь размер- ный сортамент швеллеров, прокатываемых на стане, и поэтому могут быть отнесены ко всему среднесортному прокату швеллерного ряда.
Так, установлено, что высота h трапеце- идальных утолщений должна составлять 0,08-0,13 толщины стенки швеллера, а ширина нижнего b и верхнего а оснований, соответственно, 2,9-3,2 и 1,7-2,0 толщины фланцев швеллера. Формирование высоты h утолщений меньше 0,08 толщины стенки швеллера не компенсирует в полной мере продавливания стенки в процессе правки; больше 0,13 не устранит полностью утолщения на стенке готового npoKaja. Это же рас- пространяется на другие геометрические параметры утолщений: если ширина нижнего и верхнего оснований утолщений меньше, соответственно, 2,9 и 1,7 толщины фланцев швеллера - не будет полностью устранена кривизна стенки; если больше, соответственно, 3,2 и 2,0 - не будут устранены в процессе правки утолщения, сформированные при чистовой прокатке.
Пример. Способ реализован на не- прерывном среднесортном стане 450 ЗСМК при производстве швеллеров № 8-16 по ГОСТ 8240-72.
Швеллеры № 8-16 прокатывают из заготовок сечением 150x150 мм. Нагретые до
температуры прокатки заготовки деформируют в клетях черновой и чистовой групп стана. Чистовое формирование швеллера осуществляют в двухвалковой горизонтальной клети. В процессе чистового формирования получают профиль с изогнутой стенкой. Угол между фланцами и стенкой выполняют острым, составляющим 81- Выпуск полок чистового калибра 14- 36%. На наружной поверхности стенки швеллера в местах сочленения стенки с фланцами симметрично относительно его оси формируют трапецеидальные утолщения, Полученный профиль (с изогнутой стенкой и указанными утолщениями) охлаждают на холодильнике, после чего передают на участок правки проката, оснащенный роли- коправильными машинами с горизонтальным расположением роликов. В процессе правки совместно с устранением изгиба стенки устраняют эти утолщения. Указанные утолщения в данном случае предупреждают продавливание стенки правильными роликами машины, наследуемое готовым прокатом.
Формирование на чистовом швеллере с изогнутой стенкой трапецеидальных утолщений указанных размеров, предназначенных для компенсации продавливания стенки швеллера в местах сочленения фланцев со стенкой в процессе его правки, позволяет получать профили высокого качества с удовлетворяющей требованиям стандартов геометрией сечения. Реализация предлагаемого решения на стане 450 дала возможность значительно снизить количество вторых сортов и брака по кривизне стенки, что существенно улучшило технико-экономические показатели работы стана.
Формула изобретения
Способ производства швеллеров, включающий формирование в чистовой клети профиля с изогнутой стенкой и правку профиля в холодном состоянии на роликоправильной машине с устранением изгиба стенки, отличающийся тем, что, с целью повышения качества профиля путем исключения нарушения плоскостности наружной поверхности его стенки в процессе правки, при формировании профиля в чистовом калибре на участкгх наружной поверхности его стенки, прилегающих к углам профиля, формируют утолщения трапециевидной формы с одной наклонной в направлении середины профиля боковой стороной, высота которых равна 0,08-0,13 толщины стенки, ширина нижнего и верхнего оснований
утолщений составляет 2,9-3,2 и 1,7-2,0 толщины фланцев соответственно, а в процессе правки указанные утолщения выглаживают роликами правильной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ производства швеллеров | 1988 |
|
SU1600868A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве швеллеров на сортовых станах с двухвалковыми клетями, где требуется последующая холодная правка изогнутой стенки швеллера с подгибкой фланцев. Целью изобретения является повышение качества профиля путем исключения нарушения плоскостности наружной поверхности стенки в процессе правки. Достигается это путем формирования в последнем чистовом проходе на участках наружной поверхности стенки, прилегающих к углам профиля, трапециевидных утолщений. Эти утолщения предназначены для компенсации продавливаний концевых участков стенки роликами в процессе холодной правки роликами роликоправильной машины. Параметры этих трапециевидных утолщений - высота, ширина верхнего и нижнего оснований - экспериментально выбираются такими, чтобы в процессе правки утолщения полностью выглаживались, обеспечивая при этом требуемую плоскостность наружной поверхности стенки и отсутствие на ней следов надавливания роликов. Применение способа обеспечивает снижение количества вторых сортов и брака по кривизне стенки и улучшает технико-экономические показатели работы стана. сл С
Фиг.1
Фиг. 1
| Чекмарев А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1971, с | |||
| Передвижная комнатная печь | 1922 |
|
SU383A1 |
| Способ производства швеллеров | 1988 |
|
SU1600868A1 |
