Изобретение относится к металлургии, в частности к обработке металлов давлением, и может быть использовано в калибровочных станах и линиях продольной резки.
Известны устройства для отделки боковых кромок металлической ленты, содержащие обжимные вертикальные рабо- чие валки [1].
Недостатком этих конструкций является неравномерность обжатия кромок из-за смещения полосы в поперечном направлении, что приводит к снижению качества обработки.
Известно устройство регулирования формирования кромок металлической ленты, содержащее вертикальные валки с приводами их настройки [2].
Недостатком известного устройства является усложнение конструкции, связанное с установкой приводов перемещения на каждом валке и автоматической системы управления перемещением валков.
В качестве прототипа выбрано устройство для обработки кромок ленты, которое состоит из вертикальных валков с подпружиненным винтовым механизмом прижима их к полосе и подшипниковых узлов, установленных в корпусах. Корпуса подшипниковых узлов смонтированы в рамах с возможностью свободного перемещения по направляющим станины с помощью винтовых механизмов [3].
Недостатком известного устройства является: сложность настройки на заданную ширину ленты из-за раздельного перемещения рам и отсутствия жесткой фиксации расстояния между вертикальными валками; наличие двух винтовых механизмов, что усложняет конструкцию и снижает ее жесткость; наличие пружин в винтовом механизме не обеспечивает жесткой фиксации расстояния между вертикальными валками, что приводит к неравномерности обжатия кромок при смещении ленты в поперечном направлении, т.е. к снижению качества обработки.
Целью изобретения является повышение качества ленты за счет равномерного обжатия кромок при упрощении конструкции путем исключения специальных механизмов регулировки положения оси устройства.
Указанная цель достигается тем, что устройство для обработки кромок ленты, содержащее станину, в направляющих которой установлены корпуса вертикальных рабочих валков с винтовым механизмом настройки раствора между ними, гайка которого монтирована в корпусе, а также опорные горизонтальные ролики, снабжено подпружиненными тягами, связывающими корпуса вертикальных валков в общий блок, при этом упомянутые корпуса в направляющих установлены с возможностью свободного перемещения.
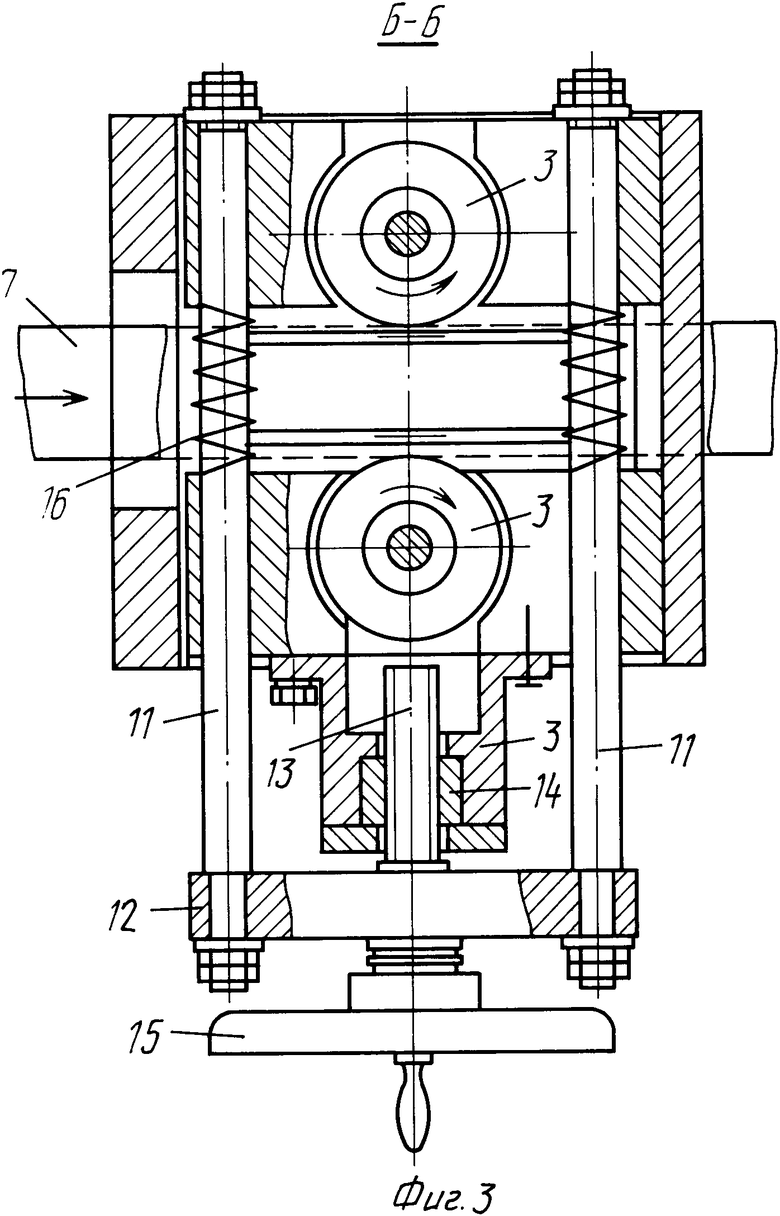
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.2.
Устройство для обработки кромок ленты включает станину 1, в направляющих 2 которой установлен с возможностью свободного перемещения блок 3. Блок 3 содержит рабочие валки 4 и 5 с калиброванными бочками, а также механизм 6 настройки на заданную ширину ленты 7. В корпусах 8 и 9 установлены подшипниковые узлы 10 с валками 4 и 5. В корпусах 8 и 9 размещены тяги 11, на одной из сторон которых закреплена опора 12 винта 13, а на одной из корпусов 8 - гайка 14 механизма 6. Для вращения винта 14 служит фрикционный маховичок 15.
Для выбора зазоров в винтовой паре механизма 6 между корпусами 8 и 9 установлены пружины 16. В станине 1 устройства расположены верхний 17 и нижний 18 опорные ролики. Нижний ролик 18 стационарный, а верхний ролик 17 подпружиненный и содержит узел прижима его к ленте 7, который выполнен в виде пружин 19, прижимной планки 20 и оси 21. для прижима служат гайка 22 и винт 23. Верхний 17 и нижний 18 опорные ролики содержат подшипниковые узлы 24. Устройство расположено перед клетью стана 25 холодной прокатки.
Устройство работает следующим образом.
В процессе прокатки лента перемещается к клети стана 25 холодной прокатки . При вращении фрикционного маховика 15 механизма 6 в опоре 12 вращается винт 13 и перемещается гайкой 14 через тяги 11 по направляющим 2 корпуса 8 и 9 до соприкосновения бочек валков 4 и 5 с кромками ленты 7. Пружины 16 сжимаются и образуют беззазорное соединение винт-гайка в механизме 6.
Обжатие кромок ленты при этом независимо от смещения ленты в поперечном направлении осуществляется равномерно и они приобретают профиль, адекватный профилю бочек рабочих валков 4 и 5. Вращение валков 4 и 5 в подшипниковых узлах 10 осуществляется движением ленты 7 в направлении, показанном на фиг. 3. Обрабатываемая лента во время движения из-за наличия в ней исходной серповидности перемещает в поперечном направлении по направляющим 2 блок 3 на величину серповидности (вправо или влево в зависимости от ее знака). При этом усилие обжатия каждой кромки отличается на величину силы трения, возникающую в направляющих 2. Из-за малой величины по сравнению с усилием обжатия кромок ее влияние на качество обработки не существенно.
Стационарный нижний опорный ролик 18 определяет уровень прохождения ленты в устройстве, а узел прижима верхнего опорного ролика 17 обеспечивает усилие прижатия ролика в ленте достаточным, чтобы исключить потерю ее устойчивости. Прижим осуществляется вращением гайки 22 на винт 23. При этом планка 20 проворачивается на оси 21 и сжимает пружины 19, которые опираются на ось подшипникового узла 24 верхнего опорного ролика 17. Создание контролируемого усилия обжатия кромок осуществляет фрикционный маховичок 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |

Использование: в калибровочных станах и линиях продольной резки ленты. Сущность изобретения: устройство для обработки кромок ленты содержит станину 1, в направляющих которого установлен блок с вертикальными рабочими валками 4 и 5. Валки 4 и 5 расположены в корпусах 8 и 9. В станине 1 размещены опорные горизонтальные ролики 17 и 18. Новым в устройстве является выполнение блока с возможностью свободного перемещения в направляющих и снабжение корпусов 8 и 9 пружинами 19 и тягами. Это позволяет валкам самонастраиваться по ширине ленты. 3 ил.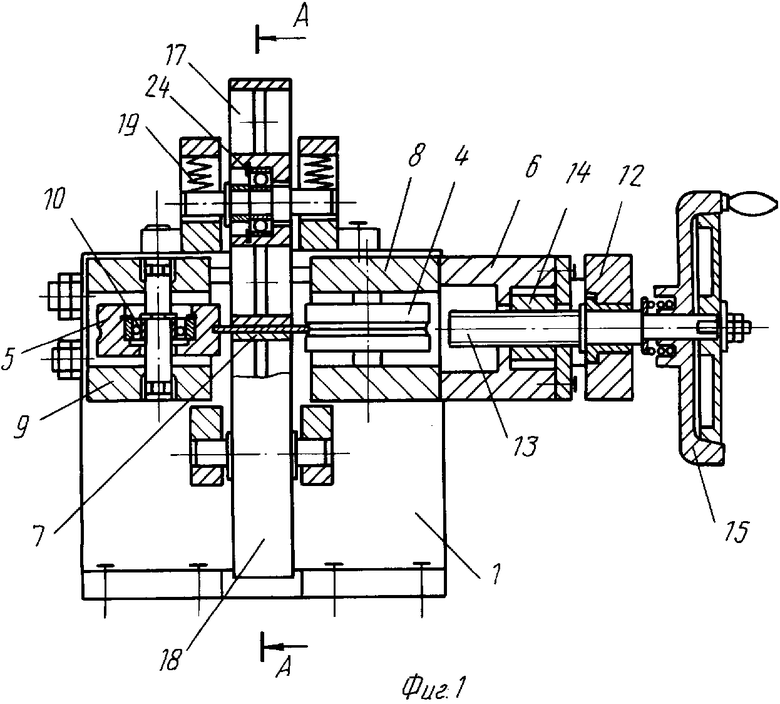
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ЛЕНТЫ, содержащее станину, в направляющих которой установлены корпуса вертикальных рабочих валков, с винтовым механизмом настройки раствора между ними, гайка которого монтирована в корпусе, а также опорные горизонтальные ролики, отличающееся тем, что, с целью равномерного обжатия кромок и повышения тем самым качества ленты, при упрощении конструкции за счет исключения специальных механизмов регулировки положения оси устройства, оно снабжено подпружиненными тягами, связывающими корпуса вертикальных валков в общий блок, при этом упомянутые корпуса установлены в направляющих с возможностью свободного перемещения.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для обработки кромок полосы | 1981 |
|
SU946700A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
