Изобретение относится к обработке металлов давлением импульсными методами и может быть использовано для получения деталей из листовых заготовок.
Известно устройство для ударной штамповки, содержащее основание, на котором смонтирована матрица, источник импульсного нагружения и расположенная между ними и закрепленная по периметру эластичная мембрана.
Штамповка деталей в данном известном устройстве осуществляется продуктами взрыва газовой смеси. Устройство обладает малым КПД, поскольку последний определяется степенью расширения продуктов взрыва, которая в свою очередь зависит от проштамповки заготовки.
Энергия продуктов взрыва используется не полностью. Кроме того, давление, действующее на заготовку, определяется в данном случае только давлением продуктов взрыва. При штамповке мембрана прижимается к поверхности заготовки и в конце процесса формообразования находится в деформированном состоянии, что приводит к повышенным нагрузкам, воспринимаемым мембраной, и в конечном счете, к снижению ее стойкости. Кроме того, в деформируемом состоянии мембрана испытывает растягивающие напряжения, что ухудшает процесс энергопередачи и приводит к уменьшению КПД, особенно при штамповке деталей с мелким рельефом.
Предлагаемое устройство позволяет повысить эффективность штамповки за счет увеличения КПД.
Поставленная задача решается тем, что известное устройство для ударной штамповки, содержащее основание, на котором смонтированы матрица, источник импульсного нагружения и расположенная между ними и закрепленная по периметру эластичная мембрана, снабжено камерой, сообщенной с источником импульсного нагружения, смонтированной между последним и матрицей и выполненной открытой со стороны последней, а эластичная мембрана установлена в контакте своей поверхностью с внутренней поверхностью камеры. Кроме того, матрица выполнена глубиной, не превышающей глубину камеры. Устройство также снабжено посредством вакуумирования полости камеры.
В данном устройстве мембрана предварительно сформована по внутренней поверхности камеры. Этим достигается передача запасенной энергии импульсного источника мембране на разгонном участке между исходным положением мембраны и поверхностью недеформированной заготовки, то есть мембрана приобретает кинетическую энергию тем большую, чем больше разгонный участок. Располагаемая технологическая энергия устройства будет определяться не величиной проштамповки детали, а конструктивными параметрами устройства, в частности, величиной разгонного участка мембраны. Так как полный рабочий ход мембраны не превышает удвоенной величины максимального прогиба мембраны в исходном положении, то в течение процесса деформирования мембрана не будет испытывать растягивающих напряжений. Это исключает дополнительные потери энергии, и повышая тем самым КПД устройства. Кроме того, это обстоятельство положительно сказывается на условиях работы мембраны, что повышает стойкость последней.
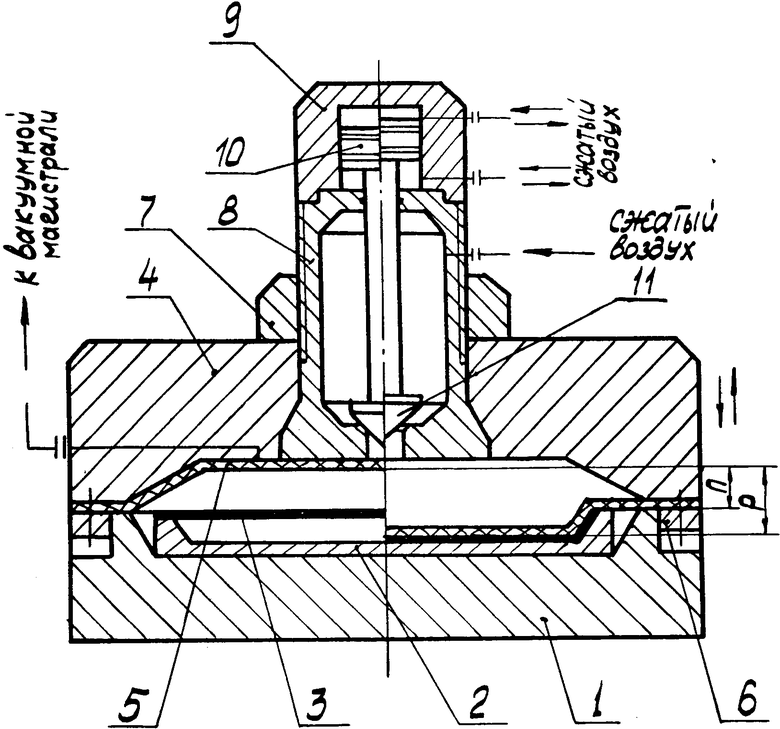
На чертеже изображено устройство для ударной штамповки, продольный разрез.
Устройство для ударной штамповки содержит основание 1, на котором размещена матрица 2 с заготовкой 3. К основанию 1 примыкает камера 4 с приводом ее вертикального перемещения (условно не показан). В полости А камеры 4 находится эластичная мембрана 5, укрепленная по периметру прижимным кольцом 6. На камере 4 с помощью гайки 7 укреплен ресивер 8. В верхней части ресивера 8 находится крышка 9, имеющая внутреннюю полость, в которой с возможностью осевого перемещения расположен поршень 10 со штоком, проходящим через уплотненное отверстие в полость ресивера 8. На свободном конце штока укреплен клапан 11, перекрывающий отверстие, сообщающее полость ресивера 8 с полостью А. Полость ресивера 8 имеет возможность сообщения с источником сжатого воздуха, а под - и надпоршневые полости в крышке 9 - с управляющей магистралью сжатого воздуха. Полость А имеет возможность соединения с вакуумной магистралью. Матрица 2 выполнена глубиной, не превышающей глубину камеры.
Устройство работает следующим образом.
В исходном положении полость А сообщается с вакуумной магистралью. Под действием разрежения мембрана 5 прижимается к внутренней поверхности камеры 4, при этом обеспечивается максимальный прогиб П мембраны 5. В надпоршневую полость крышки 9 из управляющей магистрали подается сжатый воздух, под действием которого поршень 10 перемещается вниз и клапан 11 герметизирует полость ресивера 8. В последнюю подается сжатый воздух. После достижения заданного давления воздуха в ресивере 8 устройство готово к рабочем циклу. При его осуществлении одновременно перекрывается сообщение камеры 4 с вакуумной магистралью, подается сжатый воздух из управляющей магистрали в подпоршневую полость крышки 9, а надпоршневая полость последней сообщается с атмосферой. При этом поршень 10 с клапаном 11, перемещаясь вверх, открывает отверстие, сообщающее полость ресивера 8 и полость А. Сжатый воздух в ресивере 8, расширяясь, разгоняет мембрану 5, которая, взаимодействуя с заготовкой 3, формирует ее по матрице 2, проходя рабочий ход Р (причем Р ≅ 2П). После окончания процесса деформирования камера 4 перемещается вверх относительно основания 3, открывая доступ к матрице 2 с отштампованной деталью. После замены детали новой заготовки и опускания камеры 4 в исходное положение рабочий цикл устройства повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матриц для штамповки приемных гильз протезов конечностей | 1988 |
|
SU1560188A1 |
| Устройство для ударной листовой штамповки | 1987 |
|
SU1502150A1 |
| Устройство для ударной листовой штамповки | 1979 |
|
SU1058678A2 |
| Устройство для ударной листовой штамповки | 1981 |
|
SU1049143A2 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2099160C1 |
| Взрывная камера | 2015 |
|
RU2619545C1 |
| Устройство для гидродинамической штамповки | 1990 |
|
SU1722658A1 |
| Взрывная камера для гидровзрывной штамповки и способ изготовления взрывной камеры для гидровзрывной штамповки | 2020 |
|
RU2743176C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2080949C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ | 1994 |
|
RU2078635C1 |
Использование: получение деталей из листовых заготовок. Сущность изобретения: на основании размещена матрица, к которой примыкает камера с приводом ее вертикального перемещения. В полости камеры размещена эластичная мембрана, укрепленная по периметру прижимным кольцом. Камера сообщена с источником импульсного нагружения, а мембрана предварительно сформирована по внутренней поверхности камеры для создания разгонного участка при ее перемещении под действием импульсной нагрузки. Глубина матрицы не превышает глубину камеры, которая оснащена средством ее вакуумирования. 2 з.п. ф-лы, 1 ил.
| Степанов В.Г | |||
| и Шавров И.А | |||
| Высокоэнергетические импульсные методы обработки металлов | |||
| - Л.: Машиностроение, 1975, с.65, рис.36. |
