Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки с устройствами для смазки.
Известен штамп для вырубки, содержащий на верхней плите пуансон для вырубки и на нижней плите матрицу для вырубки и жесткий съемник с отверстием для прохода пуансона и полостью для смазки [1].
Недостатками указанного штампа являются невысокое качество изготавливаемых деталей и невысокая стойкость штампа, обусловленные неоптимальными условиями смазки.
Наиболее близким по технической сути и достигаемому результату к изобретению является штамп для вырубки, содержащий верхнюю плиту, на которой установлен ступенчатый пуансон для вырубки с торцевой поверхностью между ступенями и с большей ступенью, прилежащей к плите, и съемник, имеющий отверстие для размещения меньшей ступени пуансона, выполненное с зазором относительно нее, и резервуар для смазки, имеющий полость, выполненную без зазора относительно большей ступени пуансона и примыкающую к отверстию съемника, а также содержащий матрицу для вырубки на нижней плите [2].
Недостатками указанного штампа являются: невысокое качество деталей и невысокая стойкость штампа вследствие неоптимальных условий смазки.
Задачей, решаемой изобретением, является повышение качества изготавливаемых деталей и стойкости штампа.
Для решения этой задачи штамп для вырубки, содержащий верхнюю плиту, на которой установлен ступенчатый пуансон для вырубки с торцевой поверхностью между ступенями и с большей ступенью, прилежащей к плите, и съемник, имеющий отверстие для размещения меньшей ступени пуансона, выполненное с зазором относительно нее, и резервуар для смазки, имеющий полость, выполненную без зазора относительно большей ступени пуансона и примыкающую к отверстию съемника, а также содержащий матрицу для вырубки на нижней плите, снабжен упругим элементом, расположенным между верхней плитой и съемником, и дополнительным резервуаром для смазки, выполненным в упругом элементе, охватывающим своей полостью большую ступень пуансона и сообщающимся ею с полостью резервуара, торцевая поверхность между ступенями пуансона расположена над обращенным к верхней плите торцом резервуара на расстоянии, выбираемом из соотношения delta>> 2 (D2 - D1), а диаметры ступеней пуансона выбраны из соотношения
D2/D1 = 1,1-1,15, где δ - расстояние между торцом между ступенями пуансона и торцом резервуара;
D1 - диаметр меньшей ступени пуансона;
D2 - диаметр большей ступени пуансона.
Зазор между большей ступенью пуансона и поверхностью отверстия съемника равен 0,003 мм.
Необходимость и достаточность указанной совокупности признаков определена тем, что перед пробивкой необходимо создать в кольцевом зазоре между пуансоном и съемником предварительное давление масла, при котором обеспечивается создание так называемого "масляного клина", центрирующего пуансон, улучшающего условия его смазки и условия смазки детали. Приведенные зависимости направлены на обеспечение оптимальных условий создания "масляного клина". После предварительного создания давления в зазоре он перекрывается и давление при дальнейшем перемещении пуансона резко возрастает, облегчая условия вырубки. Зазор 0,003 мм предотвращает вытекание масла в нерабочем положении и обеспечивает его оптимальный расход.
Предложенное техническое решение отличается от прототипа и, следовательно, соответствует критеpию "Новизна".
Отличающие предложенный штамп от прототипа признаки не выявлены в известных технических решениях, что позволяет сделать заключение о соответствии предложенного штампа критерию изобретательский уровень.
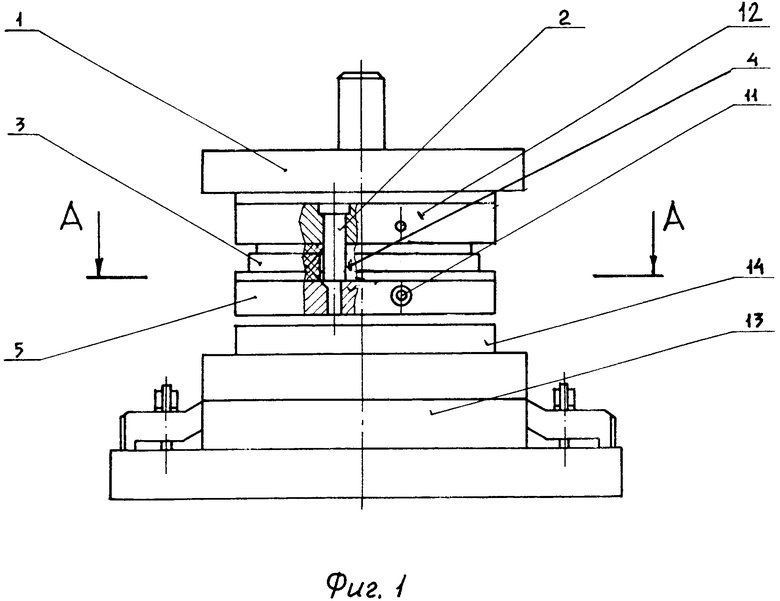
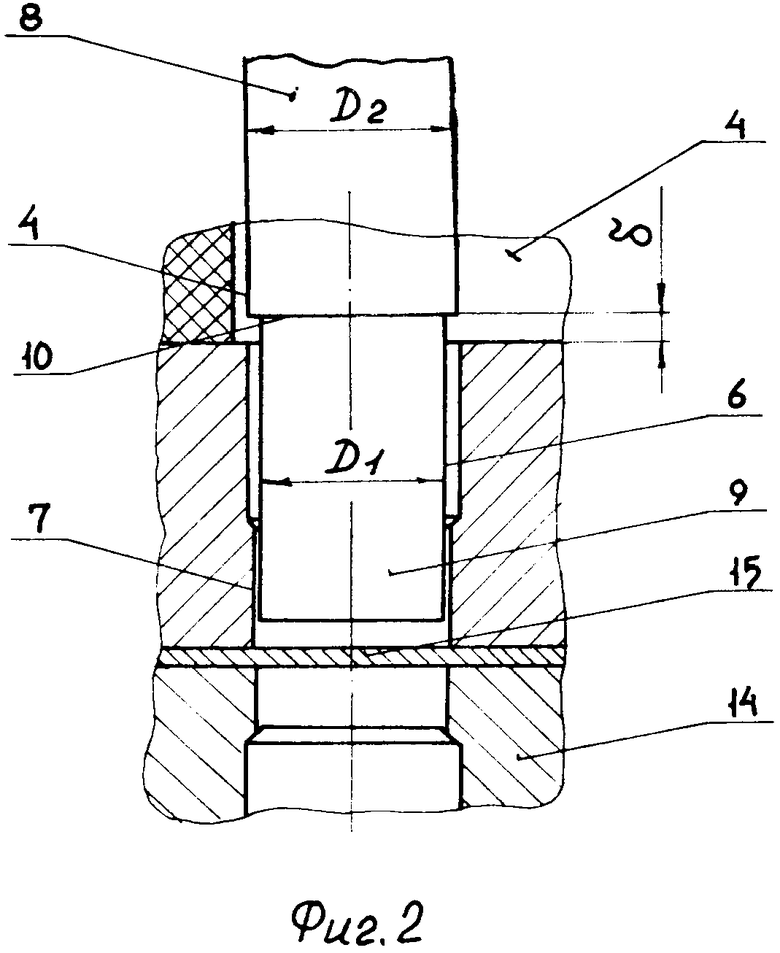
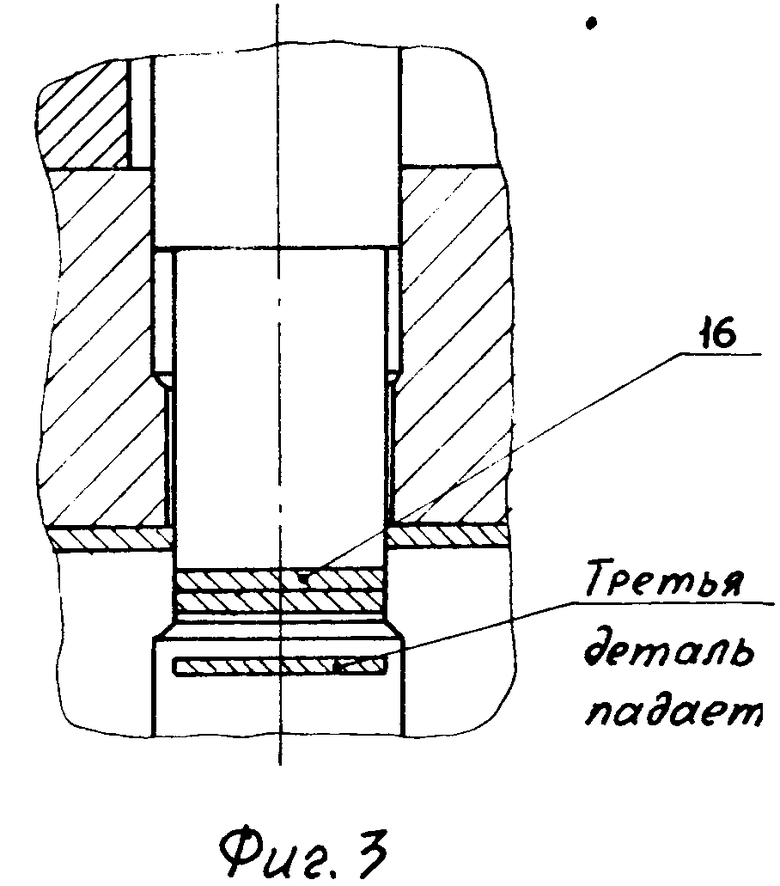
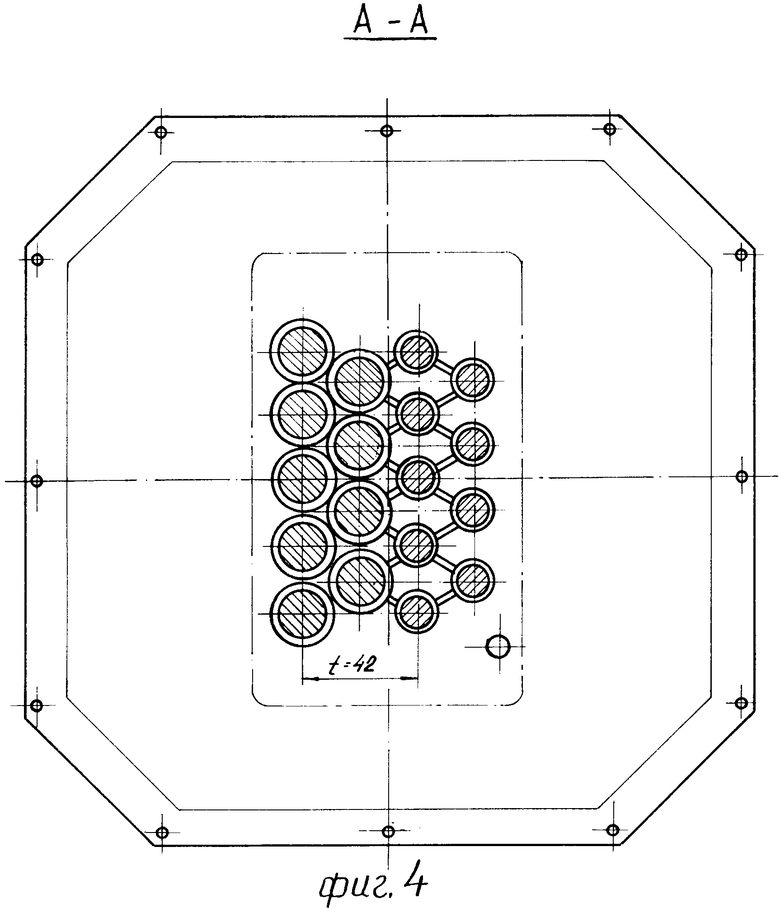
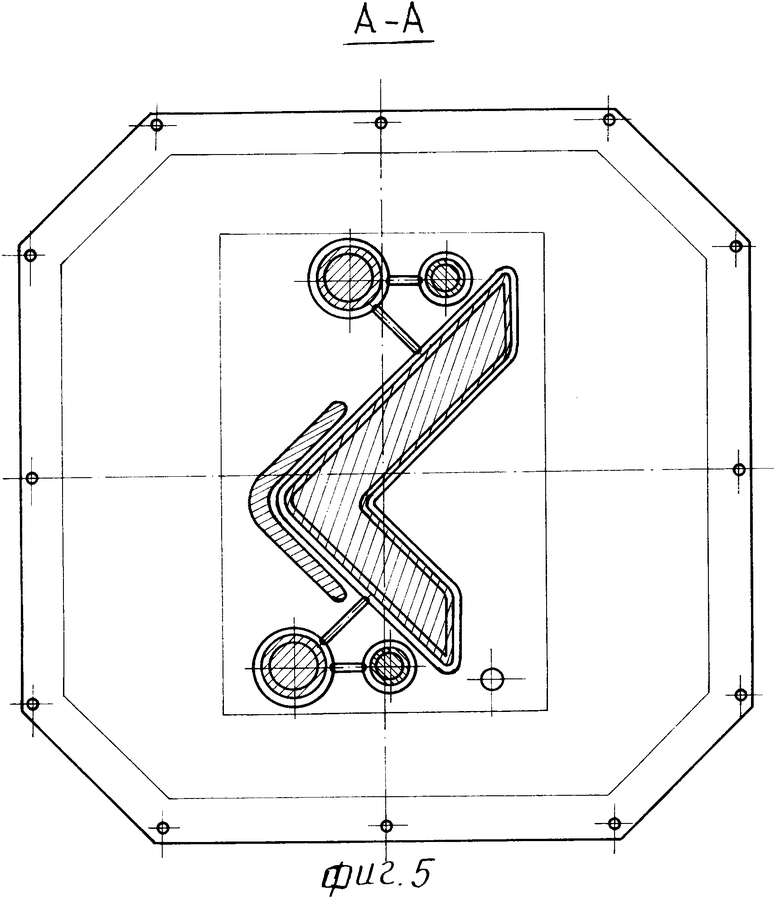
На фиг. 1 изображен общий вид штампа; на фиг. 2 - рабочая позиция штампа перед вырубкой; на фиг. 3 - рабочая позиция штампа после вырубки; на фиг. 4 и 5 - сечение А-А на фиг. 1.
Штамп содержит верхнюю плиту 1, на которой установлены пуансоны 2 для вырубки, упругий элемент 3 с резервуаром 4 для размещения смазки, съемник 5 с резервуаром 6, сообщающимся с резервуаром 4, и отверстием 7. Пуансоны 2 выполнены каждый из большей ступени 8, меньшей ступени 9 и с торцевой поверхностью 10 между ними. Ступень 9 имеет зазор 0,003 м относительно поверхности отверстия 7, а ступень 8 выполнена без зазора относительно поверхности резервуара 6. Диаметры большей 8 и меньшей 9 ступеней относятся соответственно
D2/D1 = 1,1-1,15.
Расстояние между торцом 10 и съемником равно
δ > 2 (D2-D1) - в нерабочем положении штампа.
Подача смазки в резервуары 4 и 6 может осуществляться через отверстие 11 в съемнике 5. Пуансоны 2 установлены в пуансонодержателе 12. На нижней плите 13 установлена матрица 14. Заготовке присвоена позиция 15, детали - 16.
Штамп работает следующим образом.
Предварительно в резервуары 4 и 6 закачивается смазка. При опускании верхней плиты 1 упругий элемент 3 сжимается и создается предварительно давление в резервуаре 6, центрирующее пуансон 2 и подающее масло через зазор 0,003 мм для смазки заготовки 15. После выборки зазора δ резервуар 6 отсекается от резервуара 4 торцом 10. В это время в резервуаре 6 уже создано предварительное давление и при дальнейшем опускании оно резко возрастает и достигает больших величин. Этим обеспечивается четкое центрирование пуансона 2, качественная смазка поверхностей инструментов и заготовки, а, кроме того, при таком высоком давлении масла уменьшается усилие вырубки, так как само масло участвует в процессе разделения материала. При обратном ходе все детали штампа занимают первоначальное положение и далее цикл повторяется.
Внедрение изобретения позволит повысить качество деталей и стойкость штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки и вырубки | 1984 |
|
SU1326372A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для вытяжки цилиндрических изделий без утонения стенки из ленты | 1989 |
|
SU1722657A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Вырубной штамп | 1978 |
|
SU725750A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
Использование: в штампах для обработки листового материала. Сущность изобретения: штамп содержит подвижную верхнюю плиту с пуансонами для вырубки, съемником и упругим элементом и нижнюю плиту с матрицами. В упругом элементе и съемнике выполнены сообщающиеся между собой резервуары для смазки. Пуансоны выполнены ступенчатыми. При рабочем ходе упругий элемент сжимается и создает предварительное давление масла. Затем одна из ступеней пуансона перекрывает резервуар в съемнике и при дальнейшем ходе давление масла резко возрастает. При этом обеспечиваются оптимальные условия смазки и вырубки. 1 з.п. ф-лы, 5 ил.
δ >> 2 (D2 - D1),
а диаметры ступеней пуансонов выбраны из соотношения
D2/D1 = 1,1 - 1,15,
где D1 - диаметр меньшей ступени пуансона;
D2 - диаметр большой ступени пуансона.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
