Изобретение относится к обработке давлением листового металла и может быть использовано в различных отраслях машиностроения для получения деталей типа шестиугольных карточек из полосового или ленточного материалов, используемых либо в качестве деталей в производстве полупроводниковых приборов, либо в качестве заготовок для последующего формообразования деталей, например, выдавливанием.
Известен способ многорядной последовательной малоотходной штамповки с шахматным раскроем, при котором осуществляют резку материала по ломаной линии, имеющей зубчатый профиль, каждый зуб которого соответствует части контура штампуемой детали [1].
Недостатком этого способа является невозможность получения листовых карточек в форме шестиугольников.
Наиболее близким к изобретению по совокупности существенных признаков и достигаемому эффекту является способ многорядной последовательной малоотходной штамповки с шахматным раскроем, при котором полосовой или ленточный материал подают под углом к штампуемому ряду деталей, а штамповку производят путем резки материала по ломаной линии, имеющей зубчатый профиль.
В этом способе каждый зуб линии резки ограничивают контуром равнобедренной трапеции с углом между боковыми сторонами, равным соответствующему углу получаемой детали, а подают материал под прямым углом к одной из боковых сторон трапеции [2].
Недостатком этого способа является то, что отмеченные приемы воздействия на разрезаемый материал обеспечивают получение деталей в форме шестиугольника правильной формы.
Технический результат, достигаемый при использовании изобретения, заключается в обеспечении изготовления деталей в форме шестиугольников не только правильной формы, но и формы, отличной от правильной, которая характеризуется тем, что высота не соответствует высоте правильного шестиугольника.
Обеспечивается это тем, что в способе многорядной последовательной малоотходной штамповки с шахматным раскроем полосового или ленточного материала с подачей его под углом к линии штампуемого ряда деталей штамповку производят путем резки материала по ломаной линии, имеющей зубчатый профиль, каждый зуб которого соответствует части шестиугольного контура штампуемой детали, а величину угла наклона подачи материала к линии штампуемого ряда деталей определяют из следующей формулы:
где β - угол наклона подачи материала к линии штампуемого ряда деталей, град.;
h - высота шестиугольника, м;
a - длина основания шестиугольника, м;
b - длина боковой стороны шестиугольника, м.
Кроме того, отличие способа многорядной последовательной малоотходной штамповки с шахматным раскроем заключается в том, что направление подачи материала для каждого последующего цикла штамповки изменяют на противоположное.
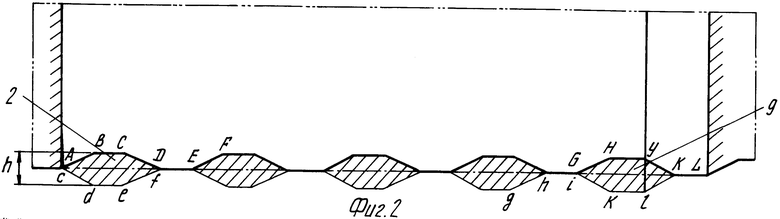
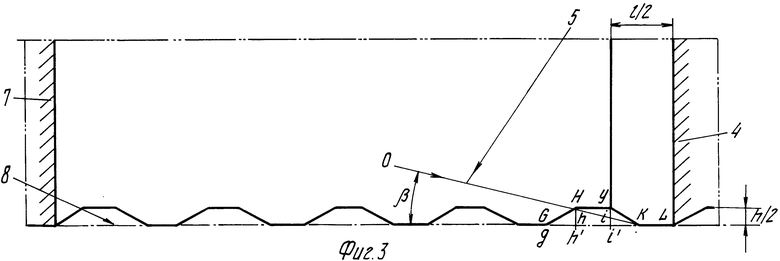
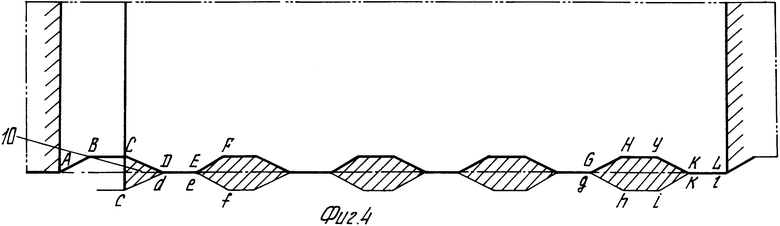
На фиг. 1 изображено положение ленты или листовой заготовки после вырубки ряда деталей на прессе, снабженном ножами с ломаной линией резки; на фиг. 2 - положение той же ленты или листовой заготовки после подачи на угол β для осуществления следующего цикл ее резки; на фиг. 3 - положение листовой заготовки после вырубки ряда деталей; на фиг. 4 - положение той же ленты или полосовой заготовки после подачи ее на угол -β для осуществления следующего цикла ее резки.
Способ последовательной резки исходной заготовки 1 на шестиугольные карточки 2 осуществляют следующим образом.
Исходная заготовка 1, прижатая боковой поверхностью 3 к правому боковому упору 4, перемещается по линии подачи 5 до соприкосновения ее боковой поверхности 6 с левым боковым упором 7, в результате заготовка 1 смещается по вертикали на величину h/2 и по горизонтали - на полшага линии резки 8 и занимает положение согласно фиг. 2.
При включении рабочего хода пресса подвижный нож, перемещаясь относительно неподвижного ножа, осуществляет отрезку шестиугольных карточек ножами 2 по ломаной линии ABCDEF...GHYKL, в результате шестиугольники 2 и отходные участки заготовки 10 отделяются от исходной заготовки 1.
Затем исходную заготовку 1 (для осуществления следующего цикла ее резки) перемещают из положения согласно фиг. 3 по линии подачи OK, которая с линией резки 8 карточек 2 образует угол ( -β ) (фиг. 4). В этом случае исходная заготовка 1 смещается по вертикали на величину h/2 и по горизонтали - вправо на полшага l/2 линии резки 8 до соприкосновения боковой поверхности 3 заготовки 1 с правым боковым упором 4, в результате чего исходная заготовка 1 подготовлена к следующему циклу штамповки. При рабочем ходе пресса ножи с ломаной линией резки ABCDEF...GHYKL осуществляют отделение шестиугольных карточек 2 и отходных участков 10 от исходной заготовки 1. В последующем малоотходную штамповку карточек 2 осуществляют при чередовании изменения угла подачи исходной заготовки со значения ( +β ) на значение ( -β ) .
Угол наклона β линий подачи AO и OK исходной заготовки 1 к линии резки 8 для получения симметричных относительно вертикальной и горизонтальной осей шестиугольников с основанием длиной de = a, боковой стороной ef = b и высотой eC = h устанавливают согласно фиг. 1, исходя из следующего:
откуда
Пример. Для получения шестиугольников, симметричных относительно двух взаимно перпендикулярных осей, с основанием de = a = 40 мм, боковой стороной ef = b = 50 мм и при высоте h = 40 мм используют исходную заготовку 1 из полосового или ленточного материала шириной B = m • ae, где m - число зубьев в линии реза и ae - шаг зубчатого профиля линии реза заготовки, причем
При m = 10 получаем ширину исходной заготовки B = 10 • l = 10 • ae = 10171,65 мм = 1716,5 мм и расстояние между боковыми упорами 4 и 7, равное L = B + ae/2 = 1716,5 + 85,82 мм.
Для заданных размеров шестиугольников угол подачи исходной заготовки 1 устанавливают согласно формуле (2)
при этом составляющие подачи заготовки по горизонтали ae/2 = 85,82 мм и по вертикали h/2 = 40/2 = 20 мм.
Остается определить угол α между линией подачи AO исходной листовой заготовки 1 и боковой стороной шестиугольника CD, который согласно фиг.1
Для рассматриваемого примера штамповки угол α между линией подачи исходной заготовки 1 и боковой стороной шестиугольника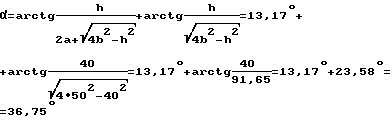
При штамповке карточек в виде правильного шестиугольника основание "a" и боковые стороны "в" равны между собой: a = b = R (где R - радиус описанной окружности шестиугольника), а  , что приводит к следующему:
, что приводит к следующему: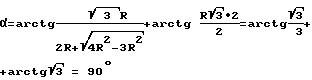
Это находится в соответствии с формулой изобретения по прототипу.
Способ предназначен для получения шестиугольных пластин с длиной основания от 0,5 мм и более.
Получаемые шестиугольные карточки могут быть использованы в полупроводниковых приборах вместо круглых пластин, а также в качестве заготовок для последующей их переформовки в круглые карточки, используемые для их выдавливания в тубы, что наряду с расширением технологических возможностей последовательной штамповки шестиугольных карточек приводит также к повышению коэффициента использования металла практически до единицы.
Изобретение относится к обработке металлов давлением и может быть использовано для получения шестиугольных карточек из полосового или ленточного материала. Материал подают под углом к линии штампуемого ряда деталей. Штамповку производят путем резки материалов по ломаной линии, имеющей зубчатый профиль. Каждый зуб профиля соответствует части шестиугольного контура штампуемой детали. Величину угла наклона подачи материала определяют из приведенной формулы. Для каждого последующего цикла штамповки направление подачи материала изменяют на противоположное. 1 з.п.ф-лы, 4 ил.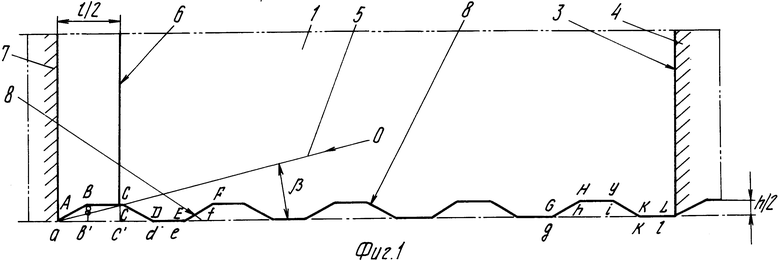
где β - угол наклона подачи материала к линии штампуемого ряда деталей, град;
h - высота шестиугольника, м;
a - длина основания шестиугольника, м;
b - длина боковой стороны шестиугольника, м;
2. Способ по п.1, отличающийся тем, что направление подачи материала для каждого последующего цикла штамповки изменяют на противоположное.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малое А.Н | |||
| Технология штамповки | |||
| М.: Машиностроение, 1969, с.20, фиг.7б | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 856623, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
