Изобретение относится к обработке металлов давлением, в частности к листовой штамповке.
Известно устройство для переформовки листовых заготовок, содержащее толкающие пластины с рабочими полостями, установленные с возможностью их встречного перемещения.
Однако этому устройству присущ недостаток, заключающийся в повышенной трудоемкости и себестоимости переформовки листовых заготовок.
Технический результат, достигаемый в результате использования изобретения, заключается в существенном снижении трудоемкости и себестоимости изготовления изделий, что обеспечивается переходом от дискретной к непрерывной переформовке.
С этой целью в устройстве для переформовки листовых заготовок, содержащем закрепленные на платформе толкающие пластины, рабочие полости которых выполнены по форме готового изделия и с возможностью их сближения, платформы выполнены в виде встречно вращающихся приводных дисков, оси которых направлены перпендикулярно плоскости переформовки, толкающие пластины выполнены в виде колец с многоместным размещением рабочих полостей, а в качестве обоймы смыкания последних использовано кольцо, закрепленное на одной из платформ, причем рабочие полости толкающей пластины, размещенной на платформе, не связанной с обоймой, выполнены высотой в пределах 0,55-0,60 от диаметра рабочей полости толкающих пластин.
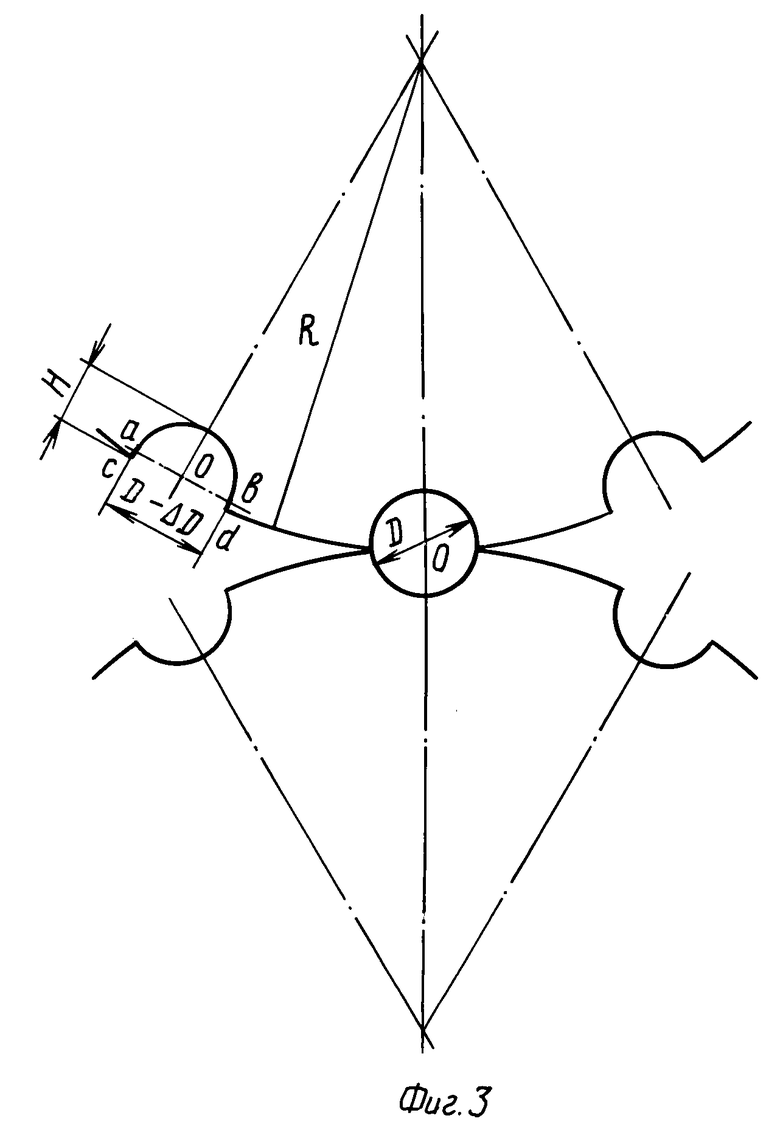
На фиг. 1 показано устройство, продольное сечение; на фиг.2 то же, вид сверху; на фиг.3 геометрические параметры рабочих полостей толкающих пластин.
Устройство содержит установленные на валах 1 и 2 встречно вращающиеся диски 3 и 4, приводы к которым условно не изображены. На левом диске 3 размещены толкающая пластина 5 и обойма 6, которые скреплены друг с другом равнорасположенными в окружном направлении болтами 7, так и с валом 1 при помощи шпонки 8, кольца 9 и болта 10, а на правом диске 4 закреплена болтами 11 толкающая пластина 12, которая в свою очередь скреплена с валом 2 при помощи шпонки 13, кольца 14 и болта 15.
Работа устройства состоит в следующем.
При непрерывно вращающихся дисках 3 и 4 исходная заготовка 16 прямоугольной формы из магазина (условно не показан) попадает в проводку 21, откуда (при соответствующем угловом положении толкающих пластин 5 и 12) шибером 22 или под действием собственного веса перемещается вниз и занимает положение согласно позиции 17. Синхронное и встречное вращение толкающих пластин 5 и 12 приводит сначала к переформовке прямоугольной карточки в круглую или другой формы листовую заготовку 18, а затем к перемещению ее из зоны деформирования в положение, показанное позицией 19 с последующим выталкиванием переформованной заготовки 20 из рабочей зоны (полости) толкающей пластины 12 (выталкиватель условно не показан).
Непрерывное вращение толкающих пластин 5 и 12 с обоймой 6 и автоматическая подача заготовок 16 прямоугольной формы в рабочие полости этих пластин обеспечивает высокопроизводительную переформовку их в заготовки 18 круглой формы или другой заданной формы.
Для того, чтобы переформованные листовые заготовки не застревали в щелевой полости, образованной диском 3, толкающей пластиной 5 и обоймой 6, необходимо создать условия для принудительного вытаскивания их при помощи толкающей пластины 12. Этому способствует выполнение рабочих полостей переформовки в толкающей пластине 12 высотой Н, равной 0,55-0,60 от диаметра переформованной заготовки 18, в результате чего створ между точками с и d (см. фиг.3) получают меньше ширины D экваториального сечения заготовки 18 в точках а и b, равного диаметру переформованной заготовки. Этим обеспечивается преднамеренное вытаскивание полученных заготовок из указанной щелевой полости с последующим выталкиванием их из рабочих полостей толкающей пластины 12.
Очевидно, что при значении Н > 0,60Д разница в глубинах рабочих полостей толкающих пластин 5 и 12 будет достаточно большой, что неблагоприятно сказывается на процессе переформовки заготовок, а при Н < 0,55D удерживающая способность створа между точками с и d в толкающей пластине 12 будет недостаточной для вытаскивания заготовок 18 диаметром D из щелевой полости между диском 3 и обоймой 6.
П р и м е р. Выполнение устройства при изготовлении заготовок диаметром D 35 мм из пищевого алюминия АД11 толщиной So 4,4 мм, из карточки прямоугольной формы, длина L которой 35 мм. Согласно формуле, определяющей постоянство площади заготовок до и после переформовки
B×L  D2
D2
откуда ширина заготовки В при заданной длине L 35 мм устанавливается по формуле
B 

 27,4 мм
27,4 мм
Таким образом, заготовки прямоугольной формы в плане размером B x L 27,4 x 35 при использовании данного устройства переформовываются в заготовки круглой формы диаметром D 35 мм, при этом обеспечивается безотходная и высокопроизводительная работа устройства при их переформовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |
| СПОСОБ МНОГОРЯДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ МАЛООТХОДНОЙ ШТАМПОВКИ | 1994 |
|
RU2109588C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| ШТАМП ДЛЯ ТОРЦЕВОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ПОЛЫХ ЗАГОТОВОК | 1992 |
|
RU2043808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ШТАМПОВКИ-ВЫТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1991 |
|
RU2023524C1 |
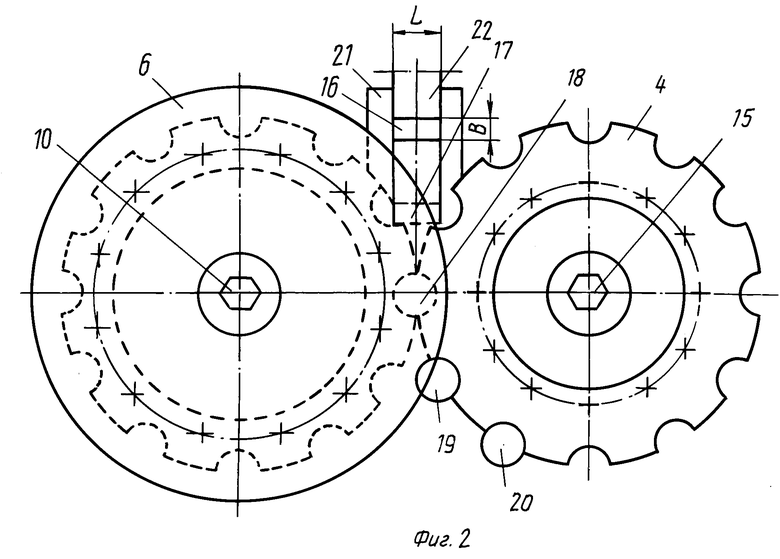
Изобретение относится к обработке металлов давлением, в частности, к листовой штамповке. Использование: как при изготовлении плоских листовых деталей, так и в производстве листовых заготовок для глубокой вытяжки, прямого и обратного выдавливания, чеканки и др. Устройство содержит закрепленные на платформах (дисках) 3 и 4 толкающие пластины 5 и 12, рабочие полости в которых выполнены по форме готового изделия 18 и с возможностью их сближения, а также обойму 6 смыкания последних. Оси валов 1 и 2 направлены перпендикулярно плоскости переформовывания листовой заготовки 18. Толкающие пластины 5 и 12 выполнены в виде колец с многоместным размещением рабочих полостей, а в качестве обоймы смыкания этих пластин использовано кольцо 6, закрепленное на платформе 3, при этом рабочие полости переформовки на толкающей пластине 12 выполнены высотой H в пределах 0,55 0,60 от диаметра Д изделия, т.е. Н (0,55 0,60)Д. 3 ил.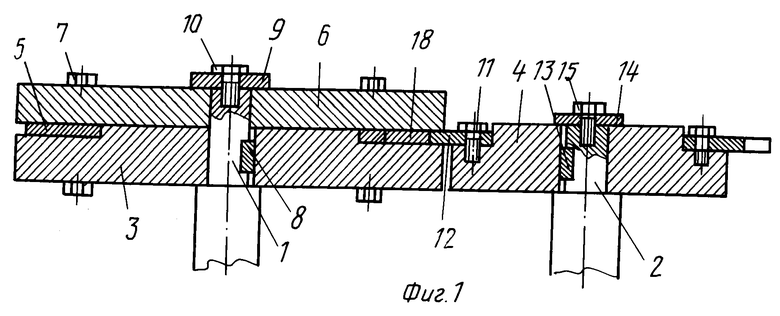
УСТРОЙСТВО ДЛЯ ПЕРЕФОРМОВКИ ЛИСТОВЫХ ЗАГОТОВОК, содержащее закрепленные на платформе толкающие пластины, рабочие полости которых выполнены по форме готового изделия и с возможностью их сближения, отличающееся тем, что платформы выполнены в виде встречно вращающихся приводных дисков, оси которых направлены перпендикулярно к плоскости переформовки, толкающие пластины выполнены в виде колец с многоместным размещением рабочих полостей, а в качестве обоймы смыкания последних использовано кольцо, закрепленное на одной из платформ, причем рабочие полости толкающей пластины, размещенной на платформе, не связанной с обоймой, выполнены высотой в пределах 0,55 0,60 от диаметра рабочей полости толкающих пластин.
| Устройство для переформовки листовых заготовок | 1976 |
|
SU631247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
