Изобретение относится к обработке металлов давлением.
Наиболее близким по технической сущности к изобретению является устройство для обработки металлической ленты, преимущественно, для теплообменных аппаратов, включающее в себя средства образования отверстий, содержащее каждое режущую кромку и углубление для размещения отхода, и пару валков, один из которых выполнен с эластичным покрытием, а другой выполнен жестким и оснащен средствами формовки гофр на ленте в виде кольцевых выступов и пуансонами для отбортовки образованных отверстий.
Недостатком этого устройства является сложная конструкция, большие габариты и масса.
Цель изобретения - упрощение конструкции и снижение массогабаритных показателей.
Для достижения этой цели каждое средство образования отверстий размещено на соответствующем пуансоне для отбортовки, рабочая поверхность каждого пуансона для отбортовки выполнена в виде поверхности усеченного конуса, совпадающей своим меньшим диаметром с режущей кромкой средства образования отверстия, и в каждом из указанных средств выполнена дополнительная поверхность усеченного конуса, совпадающая своим меньшим диаметром с режущей кромкой и примыкающая большим диаметром к углублению для размещения отхода. Устройство снабжено упругими вставками для выталкивания отходов, каждая из которых расположена в соответствующем углублении.
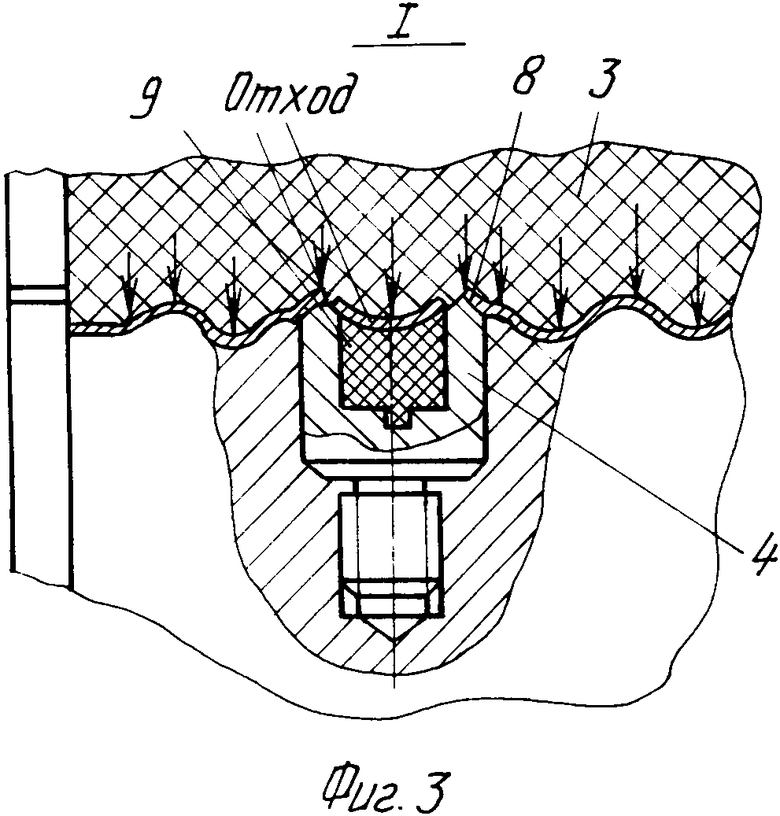
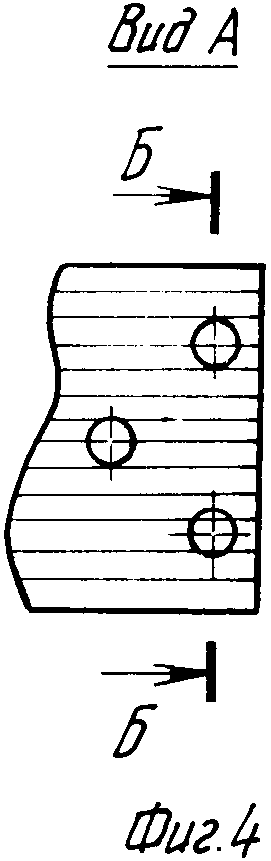
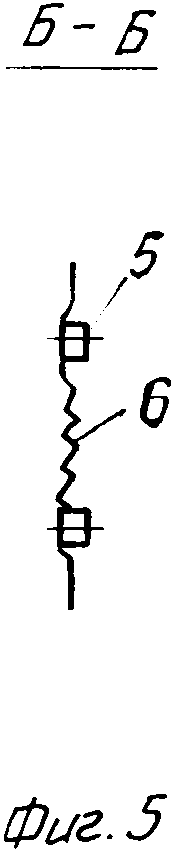
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - вид по стрелке А на фиг. 1; на фиг. 5 - сечение А-А на фиг. 4.
Устройство для обработки металлической ленты содержит пару подающих валков 1 и 2, один из которых 2 имеет эластичное покрытие 3, а другой 1 несет пуансоны 4 для пробивки отверстий 5 и выполнен жестким. Кроме того, устройство содержит средство формирования профиля ленты 6, которое представляет собой выполненный непосредственно на жестком валке 1 соответствующий рельеф 7, а также средство отбортовки отверстий 5. Последнее образовано геометрией заточки (коническим скосом) 8, предусмотренной на наружной части рабочей вершины каждого пуансона 4. В пространстве, ограниченном рабочей вершиной каждого пуансона 4, установлена упругая вставка-выталкиватель 9 отходов обработки ленты.
Устройство работает следующим образом.
Жесткий валок 1 (фиг. 1) за счет перемещения по вертикали его опор предварительно вдавливается в поверхность покрытия 3, а затем приводится во вращение. В пространство между валками 1 и 2 подается обрабатываемая лента. Силы упругости покрытия 3, воздействуя на ленту, прижимают ее к рельефу 7 поверхности жесткого валка 1 и к острым кромкам конической заточки 8 пуансонов, обеспечивая получение заданного профиля на ленте. Параллельно пуансонами 4 с вставками-выталкивателями 9 (фиг. 3) производится пробивка-отбортовка отверстий 5. Отходы удаляются вставками-выталкивателями 9. Обработанная таким образом лента может сразу же подаваться под досылатель автомата для сборки секций теплообменника и насаживаться на трубки секций.
Использование устройства для обработки металлической ленты позволяет значительно упростить конструкцию известного устройства благодаря совмещению в одной паре валков функций пробивки, отбортовки отверстий, выталкивания пробитого отхода ленты, гофрирования. Это обеспечивает снижение металлоемкости, массы и габаритов устройства. Кроме того, использование в устройстве специальных пуансонов позволило получить эксплуатационные возможности устройства в целом и повысить по сравнению с известным объектом качество отбортовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для последовательной штамповки | 1988 |
|
SU1532143A1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1987 |
|
RU1466099C |


Использование: в валковых устройствах для обработки металлической ленты. Сущность изобретения: устройство содержит пару валков. Один из них имеет эластичное покрытие, а другой выполнен жестким и имеет кольцевые выступы для формовки продольных гофр и пуансоны для пробивки отверстий и отбортовки. Пуансон имеет режущую кромку, две конические поверхности по ее разные стороны и углубление для размещения отхода. В углублении расположен упругий элемент для удаления отхода. При пропускании ленты между валками на ней образуются продольные гофры и отбортованные отверстия. 1 з.п. ф-лы, 5 ил.
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
