22 J
IS
фиг.;
сл
со to
ОС
Изобретение относится к устройствам для обработки металлов давлением и может исгю-льзовагься для последовательной нп амповки деталей из листового материала, в частности закладных деталей сборного железобетона.
Цель изобретения - расширение технологических возможностей за счет осуществления формоизменяющихся операций и увеличения толщины обрабатываемого материала.
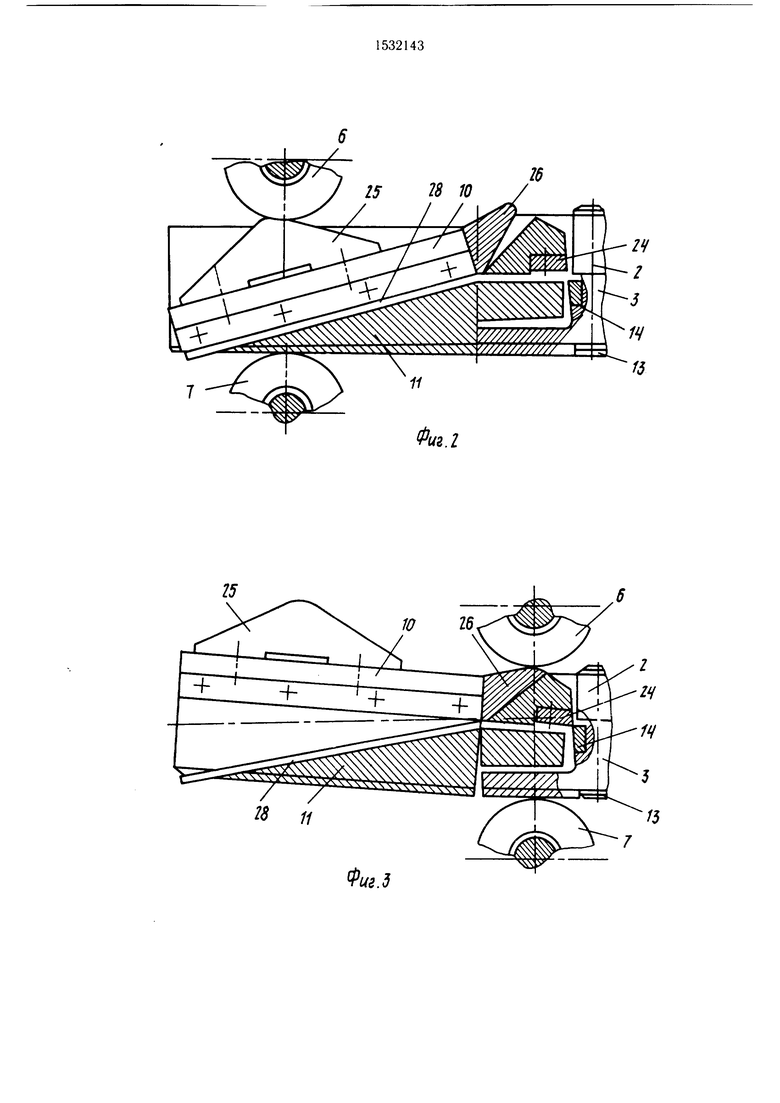
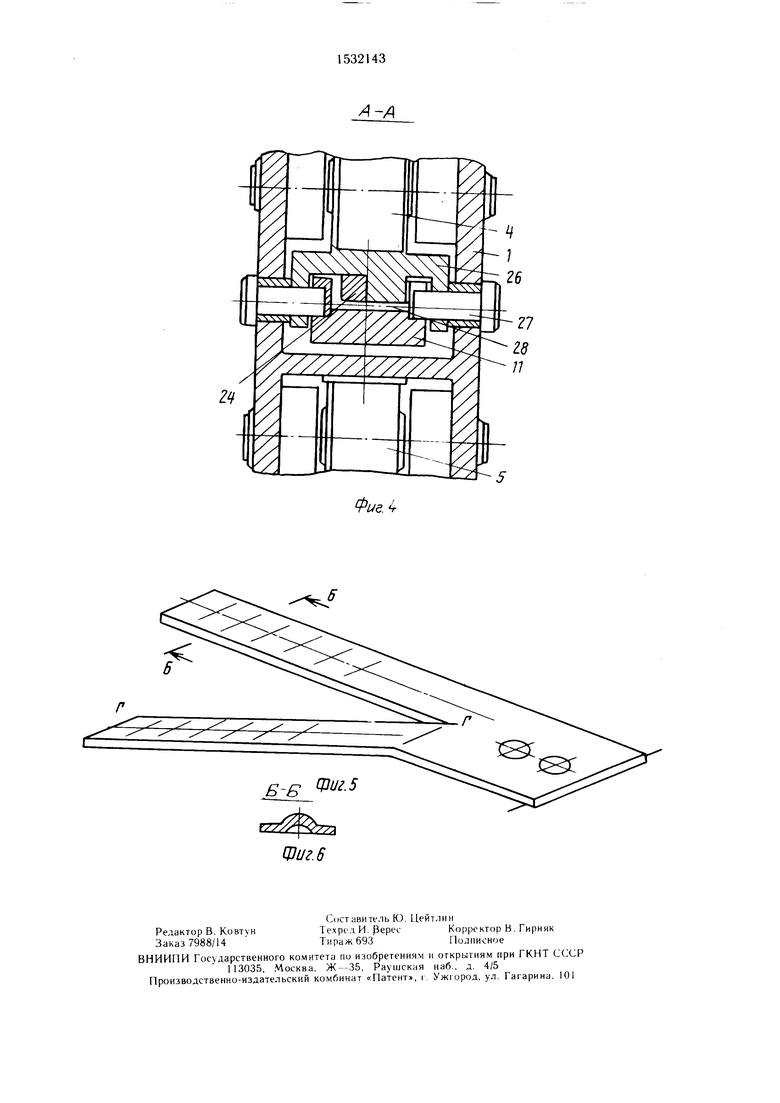
На фиг. 1 показано устройство, общий вид; на фиг. 2 - устройство в начале процесса взаимодействия пуансона для гибки и отрезки с валком; на фиг. 3 - то же. при выходе из взаимодействия; на фиг. 4 разрез А -Л на фиг. 1; на фиг. 5 - получаемая деталь; на фиг. 6 - разрез Б Б на фиг. 5.
Устройство корпус 1, с.монти- рованные на нем нижнюю 2 и верхнюю 3 плиты, ролики 4 и 5 и дополнительные ролики 6 и 7. На плите 2 размещены пуансоны 8 для пробивки отверстий, нуансоны 9 для рельефной формовки. Пуансон для надрез- ки и гибки, состоящий из шарнирно связанных между собой звеньев 10 и 11, njapHHpHO связан с плитой 3. На плите 3 размещены матрицы 12 для пробивки и матрицы 13 для рельефной формовки. С плитой 3 щарнирно связана матрица 14 для надрежки и гибки.
Ролик 5 и дополнительный ролик 7 установлены па осях 15 и 16, закреп;1енных в корпусе 1. Ролик 4 и дополнительный реплик 6 установлен1з1 соответственно на доио.чни- тельных осях 17 и 18. Эти оси связаны серьгами 19 и 20 с осями 21 и 22, закрепленными в корпусе 1. Гео.мегрические центры осей 15, 16, 21 и 22 расположены в вершинах прямоугольника.
По одну сторону серег 19 и 20 размещены упоры 23. Пуапсоп для надрезки и гибки оснащен )ежущен пластинкой 24 и профилированными выступами 25 и 26. Матрица 14 для надрезки и гибки соединена с плитой 3 осью 27. Для фиксации материала 28 па плите 2 размещен узел 29 фиксации и средство 30 зажима.
Устройство работа:.т следующим образом .
ЛАатериал 28 в виде псхчосы подают справа (по чертежу). В начальный момент плита 2 и 3 и расположенные на них инструменты размещаются между роликами 4, 5, 6 и 7. При совместном перемещении плит 2 и 3 и материала 28 влево (по стрелке В), спача;1а
-
0
5
0
5
0
5
0
5
0
вступают во взаимодействие профилированный выступ 25 и ролик 4. Звено 10 пуансона поворачивается против часовой стрелки и производит подрезку и гибку материала 28 по линии Г-Г. При дальнейщем перемещении 2 и 3 профилированный выступ 25 выходит из взаимодействия с роликом 4. При соприкосновении выступа 26 с роликом 4 производится отрезка заготовки режущими кромками гыастинки 24 и матрицы 14. В результате взаимодействия роликов 4 и 5 с пуансонами 8 и 9 и матрицами 12 и 13 осуществляегся рельефная формовка и пробивка отверстий.
Использование предлагаемого устройства позволяет производить как разделительные, так и формообразующие операции, а также обрабатывать листовые материалы различной толщины.
Формула изобретения Устройство для последовательной щтам- повки деталей из листового материала, содержащее две плиты, установленные в корпусе с воз.можностью перемещения в направлении, перпендикулярном оси давления, штамповочные инструменты, размещенные на плитах, lapy валков, установленных с возможностью вращения вокруг своих осей и взаимодействия каждого из них с инструментами, расположенными на одной из плит, средства фиксации обрабатываемого материала относительно плит, отличающееся тем, что, с целью расщирения технологических возможностей за счет осуществления формоизменяющих операций и увеличения толщины обрабатываемого материала, оно снабжено дополнительной парой осей, смонтированных с возможностью вращения на дополнительных осях, закрепленных в корпусе, серьгами, связывающими каждую ось, закрепленную в корпусе, с одной из осей, на которых расположен один из роликов каждой пары, упорами, ограничивающими по- Bopoi серег, оси, установленные в корпусе, размещены в верщинах прямоугольника, одна сторона которого параллельна опорной плоскости плиты, каждый ролик расположен с возможностью контакта с штамповочными инструментами, часть которых состоит из звеньев, ц арнирно связанных между собой и с одной из плит, и снабжена профилированными выступами, обращенными к роликам, связанным с серьгами, а часть установлена с возможностью перемещения вдоль своих осей.
Id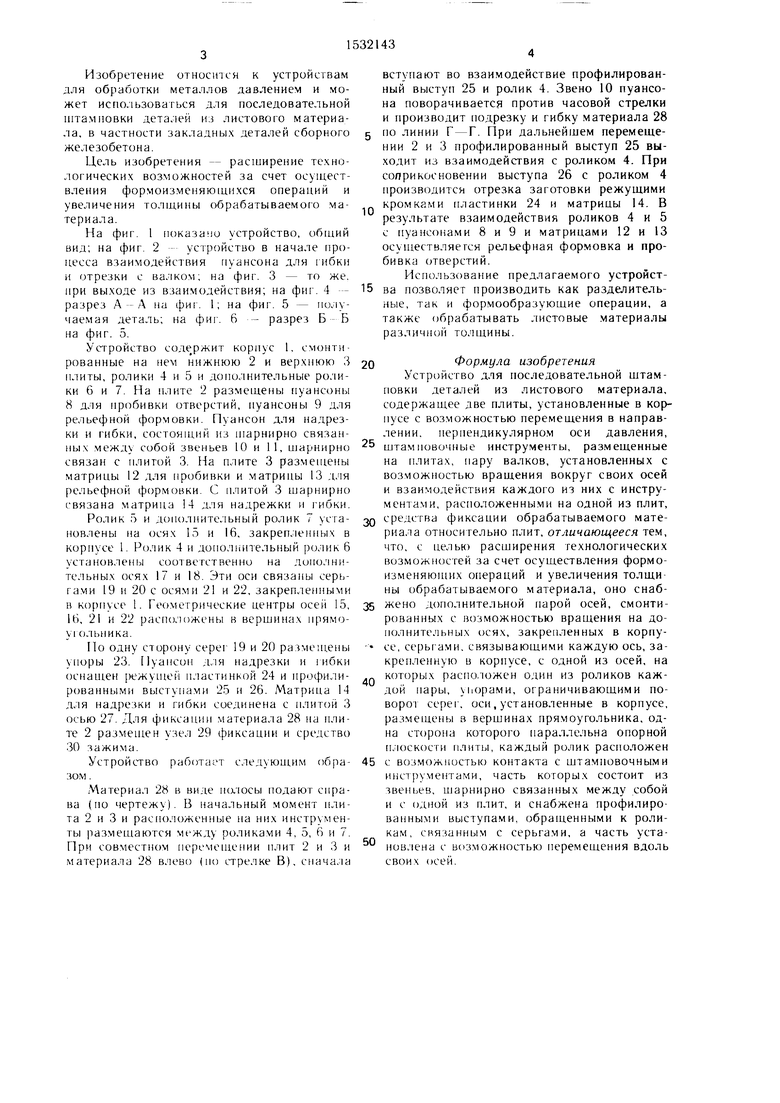
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Штамп для гибки П-образных скоб | 1985 |
|
SU1291242A1 |
| Устройство для штамповки деталей из листового материала | 1977 |
|
SU627891A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1411078A1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, В ЧАСТНОСТИ РЕЛЬЕФНОЙ ФОРМОВКИ ПЛОСКИХ ЭЛЕМЕНТОВ И/ИЛИ ПРОБИВКИ В НИХ ОТВЕРСТИЙ | 2003 |
|
RU2338645C2 |
| Устройство для вырубки деталей из листового материала и пробивки отверстий | 1982 |
|
SU1074629A1 |
| Устройство для пробивки-вырубки деталей или отверстий | 1983 |
|
SU1159689A1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
Изобретение относится к устройствам для обработки металлов давлением и может использоваться для последовательной штамповки деталей из листового материала, в частности закладных деталей сборного железобетона. Цель изобретения - расширение технологических возможностей. Устройство содержит плиты (ПЛ) 2 и 3, пуансоны (П) 8 и 9, матрицы 12 и 13, ролики (Р) 4, 5, 6 и 7,. С ПЛ 3 шарнирно связаны штамповочные инструменты, состоящие из звеньев 10 и 11, шарнирно связанных между собой. Р 4 и 5 установлены на серьгах 19 и 20. Обрабатываемый материал помещают между ПЛ 2 и 3 и вместе с ними перемещают. Р4 нажимает на выступ 25 на звене 10, которое поворачивается, надрезает и отгибает материал. При соприкосновении Р4 с П9 и 8 они производят рельефную формовку и пробивку. Под воздействием Р4 на выступ 26 звена 10 производится отрезка детали. 6 ил.
г 11
Фиг.д
1532143 /I-/1
| СПОСОБ ШТАМПОВКИ (ВЫРУБКИ) ДЕТАЛЕЙ ИЗ ЛИСТА | 1949 |
|
SU85321A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
