ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Устройство для накатывания резьб на пустотелых заготовках | 1984 |
|
SU1234020A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Устройство для планетарного накатывания резьб | 1988 |
|
SU1532166A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьб на пустотелых заготовках. Цель изобретения - расширение технологических возможностей за счет накатывания резьб на заготовках малого диаметра. Устройство для накатывания резьб содержит станину, транспортный механизм и резьбонакатной механизм. Последний выполнен в виде сегмента и накатных роликов, тнанспортный механизм - в виде цепного транспортера, а механизм загрузки - в виде барабана с толкателями и копиров. Барабан с толкателями размещен на одном валу с планшайбой, транспортер с заготовками - между планшайбой и барабаном, а копиры жестко закреплены на станине с возможностью взаимодействия с толкателями. При вращении планшайбы толкатели подают заготовки в позицию загрузки и обеспечивают их перемещение относительно инструмента. 1 з.п. ф-лы, 5 ил.
Изобретение относится к машиностроению и может быть использовано при накатывании резьбы на пустотелых заготовках.
Цель изобретения - расширение технологической возможности за счет накатывания резьбы на заготовках малого диаметра.
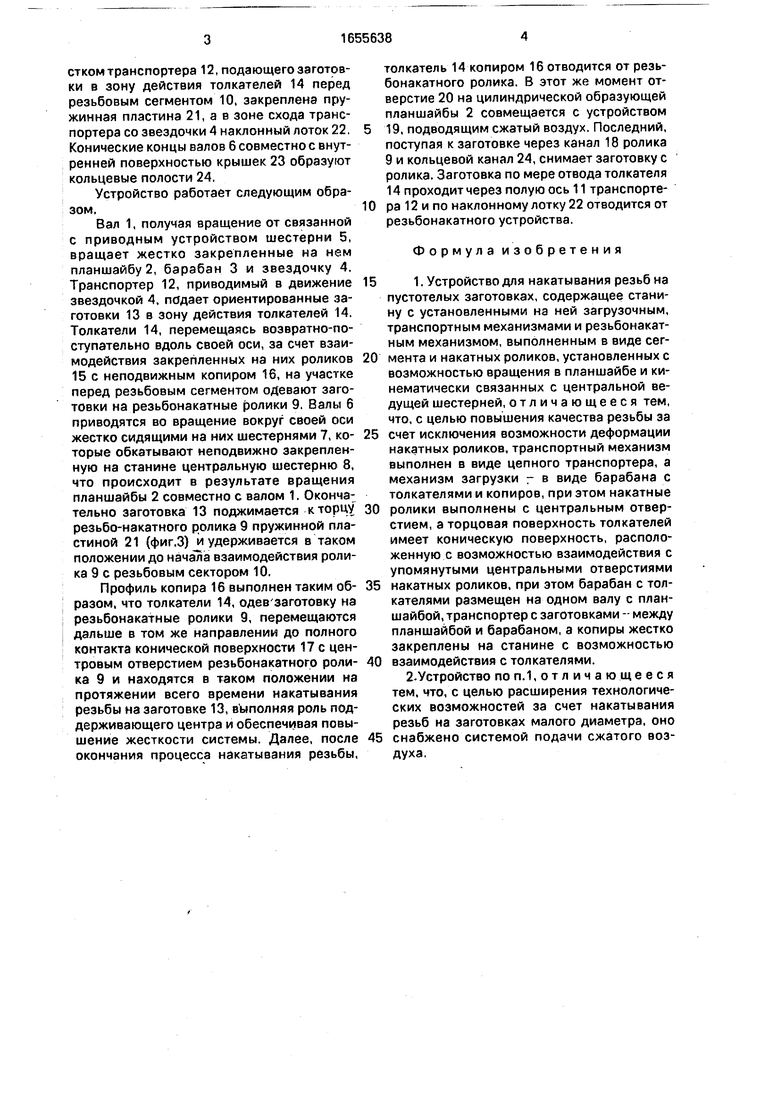
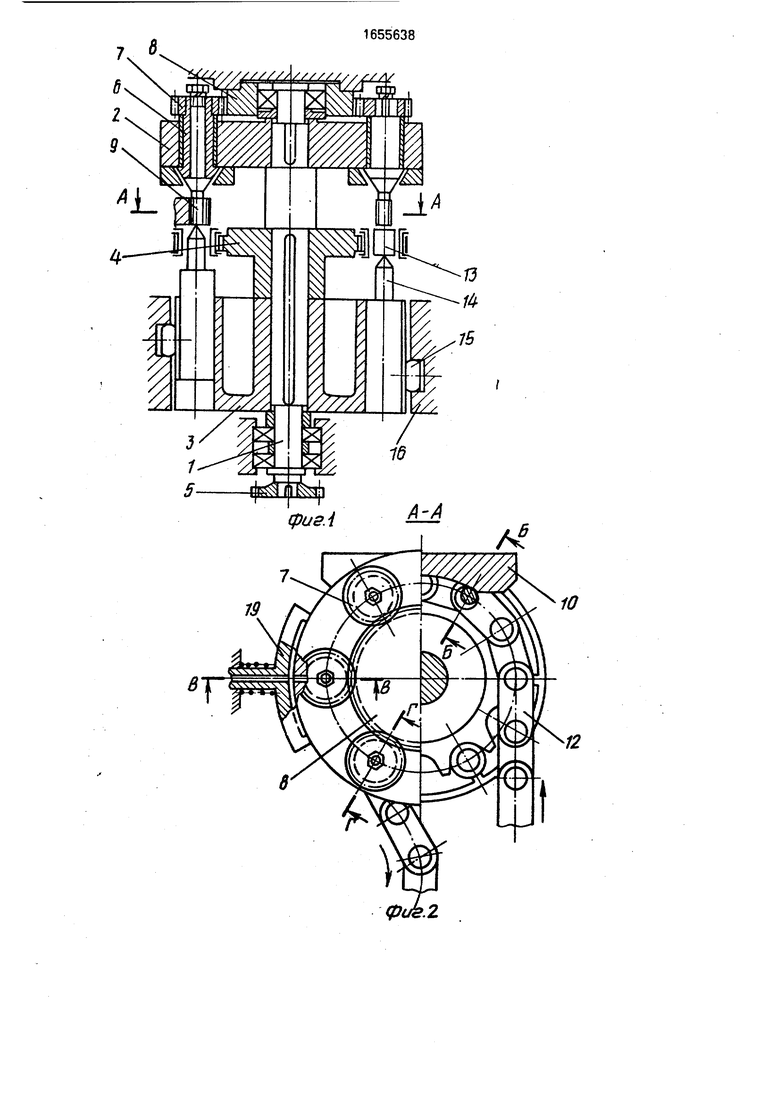
На фиг. 1 показано устройство, продольный разрез; на фиг.2 - сечение А-А на фиг. 1 ; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.2; на фиг.5 - сечение Г-Г на фиг.2.
Устройство для накатывания резьбы на пустотелых заготовках состоит из вала 1, установленного на станине в подшипниковых узлах. На нем жестко закреплены планшайба 2, барабан 3, звездочка 4 и приводная шестерня 5. На планшайбе 2 равномерно по окружности установлены с возможностью вращения вокруг своей оси несколько валов 6 с шестернями 7, обкатывающимися вокруг неподвижно закрепленной на станине центральной шестерни 8. В валах 6 установлены накатные ролики 9, взаимодействующие с неподвижно закрепленным на станине резьбовым сегментом 10. Оси 11 цепного транспортера 12 выполнены полыми для размещения в них заготовок 13. На одной оси с каждым из накатных роликов 9 в пазах барабана 3 размещены толкатели 14, имеющие возможность возвратно-поступательного движения вдоль своей продольной оси в результате обкатывания роликами 15 неподвижного копира 16. Торцовая поверхность 17 толкателя 14 со стороны, обращенной к накатным роликам 9, выполнена конусной. Каждый накатный ролик снабжен центральным отверстием 18, соединенным системой каналов с системой 19 подводящим сжатый воздух к отверстию в планшайбе 2. Под учаОч
сл ел
Оч
со
00
стком транспортера 12, подающего заготовки в зону действия толкателей 14 перед резьбовым сегментом 10, закреплена пружинная пластина 21, а в зоне схода транспортера со звездочки 4 наклонный лоток 22. Конические концы валов 6 совместно с внутренней поверхностью крышек 23 образуют кольцевые полости 24.
Устройство работает следующим образом.
Вал 1, получая вращение от связанной с приводным устройством шестерни 5, вращает жестко закрепленные на нем планшайбу 2, барабан 3 и звездочку 4. Транспортер 12, приводимый в движение звездочкой 4, подает ориентированные заготовки 13 в зону действия толкателей 14. Толкатели 14, перемещаясь возвратно-поступательно вдоль своей оси, за счет взаимодействия закрепленных на них роликов 15 с неподвижным копиром 16, на участке перед резьбовым сегментом одевают заготовки на резьбонакатные ролики 9. Валы 6 приводятся во вращение вокруг своей оси жестко сидящими на них шестернями 7, которые обкатывают неподвижно закрепленную на станине центральную шестерню 8, что происходит в результате вращения планшайбы 2 совместно с валом 1. Окончательно заготовка 13 поджимается к торцу резьбо-накатного ролика 9 пружинной пластиной 21 (фиг.З) и удерживается в таком положении до начала взаимодействия ролика 9 с резьбовым сектором 10.
Профиль копира 16 выполнен таким образом, что толкатели 14, одев заготовку на резьбонакатные ролики 9, перемещаются дальше в том же направлении до полного контакта конической поверхности 17 с центровым отверстием резьбонакатного ролика 9 и находятся в таком положении на протяжении всего времени накатывания резьбы на заготовке 13, выполняя роль поддерживающего центра и обеспечивая повышение жесткости системы. Далее, после окончания процесса накатывания резьбы.
толкатель 14 копиром 16 отводится от резьбонакатного ролика. В этот же момент отверстие 20 на цилиндрической образующей планшайбы 2 совмещается с устройством
19, подводящим сжатый воздух. Последний, поступая к заготовке через канал 18 ролика 9 и кольцевой канал 24, снимает заготовку с ролика. Заготовка по мере отвода толкателя 14 проходит через полую ось 11 транспортера 12 и по наклонному лотку 22 отводится от резьбонакатного устройства.
Формула изобретения
пустотелых заготовках, содержащее станину с установленными на ней загрузочным, транспортным механизмами и резьбонакат- ным механизмом, выполненным в виде сегмента и накатных роликов, установленных с возможностью вращения в планшайбе и кинематически связанных с центральной ведущей шестерней, отличающееся тем, что, с целью повышения качества резьбы за
счет исключения возможности деформации накатных роликов, транспортный механизм выполнен в виде цепного транспортера, а механизм загрузки 7 в виде барабана с толкателями и копиров, при этом накатные
ролики выполнены с центральным отверстием, а торцовая поверхность толкателей имеет коническую поверхность, расположенную с возможностью взаимодействия с упомянутыми центральными отверстиями
накатных роликов, при этом барабан с толкателями размещен на одном валу с планшайбой, транспортер с заготовками - между планшайбой и барабаном, а копиры жестко закреплены на станине с возможностью
взаимодействия с толкателями.
снабжено системой подачи сжатого воздуха.
1655638
0
фиг.4Г-Г
| Устройство для накатывания резьб на пустотелых заготовках | 1984 |
|
SU1234020A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
