11, кинематически связанной через коническую зубчатую Передачу 12 и 13с второй червячной парой 14, являющейся приводом ротора и всей линии.
Накатное кольцо 10 установлено эксцентрично относительно накатного ролика 3. Регулировка зазора между на необходимый диаметр резьбы производится винтом 9. Для подачи заготовок в зоне накатывания ротор снабжен загрузочным механизмом 15, выполненным в виде огибающего звездочку 16 цепного конвейера с захватами 17 в . виде гнезд дпя транспортирования за- готовок и готовых деталей (который является одновременно транспортным конвейером роторной линии).
. Для подачи снизу вверх заготовок из захватов 17 цепного конвейера в зону накатывания d устройство снабжено затапкивателем, выполненным в виде ползунов 18, взаимодействующих с кольцевым неподвижным копиром 19 и захватами 17 конвейера. Ползуны 18, на- равляющие 5 и 6 и захваты 17 в зоне огибания ротора конвейером соосны между собой. Высокое качество профиля и точность резьбы зависит от числа оборотов детали вокруг своей оси, ко- торое она совершает, прокатываясь между роликом и кольцом. Это будет зависеть от соотношения скоростей вращения ролика и кольца, зто отношение устанавливается с помощью сменных ко- нических шестерен 12 и-13.
Ротор работает следующим образом. При пуске привода 14 ротор получает вместе с накатным роликом 3 равномерное вращение, при этом ползуны 18 за каждый оборот ротора совершают по одному возвратнотпоступательНому движению, взаимодействуя с копиром 19 накатное кольцо 10 через коническую передачу 12 и 13 также равномерно вра щается, .а конвейер равномерно переме- I
щается по стрелке А. Заготовки с предыдущей операции (или загрузочно-ори ентирующего устройства) захватами 17 и ползунами 18 подаются в зону оС между накатным роликом 3 и кольцом 10. При этом происходит внедрение профилей ролика кольца в тело заготовки. Если деталь с головкой, то головка располагается под KaHaTt&iM роликом и кольцом. После завершения накатки ползун 18 совершает ход вниз и спускает готовую деталь в захват 17 цепного конвейера, который транспортирует ее на следующую операцию (или сбрасывает в тару).
Предлагаемое вы со ко производи т е.пь- ное устройство для накатки резьбы на крепежных деталях с головкой и без головки может использоваться как в составе роторной линии, так и автономно.
Формула изобрете ни я Устройство для накатывания резьбы, содержащее корпус, в котором расположены приводной вал с жестко укрепленным роликом, барабан с направляющими для накатываемых деталей, накатное кольцо с приводом его вращения, размещенное эксцентрично накатному ролику, и загрузочный механизм с затапкиг вателем, отличающееся тем что, с целью расширения технологических возможностей за счет обеспечения обработки деталей, как с головкой, так и без головки, загрузочный механизм выполнен в виде цепного конвейера с захватами, а заталкивателр. - в вид-е подвижных ползунов, причем ползуны установлены под загрузочным механизмом соосно с захватами и с возможностью взаимодействия с последними, а цепной конвейер расположен под зоной накатывания соосно с направляющими для накатывае1 ых деталей.
599150
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| Устройство для штамповки изделий из непрерывного материала | 1985 |
|
SU1303237A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Загрузочный ротор | 1985 |
|
SU1306684A1 |
| Загрузочное устройство к резьбонакатному станку | 1987 |
|
SU1579618A1 |
| СТАНОК для НАКАТЫВАНИЯ РЕЗЬБЫ | 1973 |
|
SU394146A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок для накатки рифлений наТОНКОСТЕННыХ дЕТАляХ | 1979 |
|
SU837512A1 |
| Резьбонакатная головка | 1979 |
|
SU841742A1 |
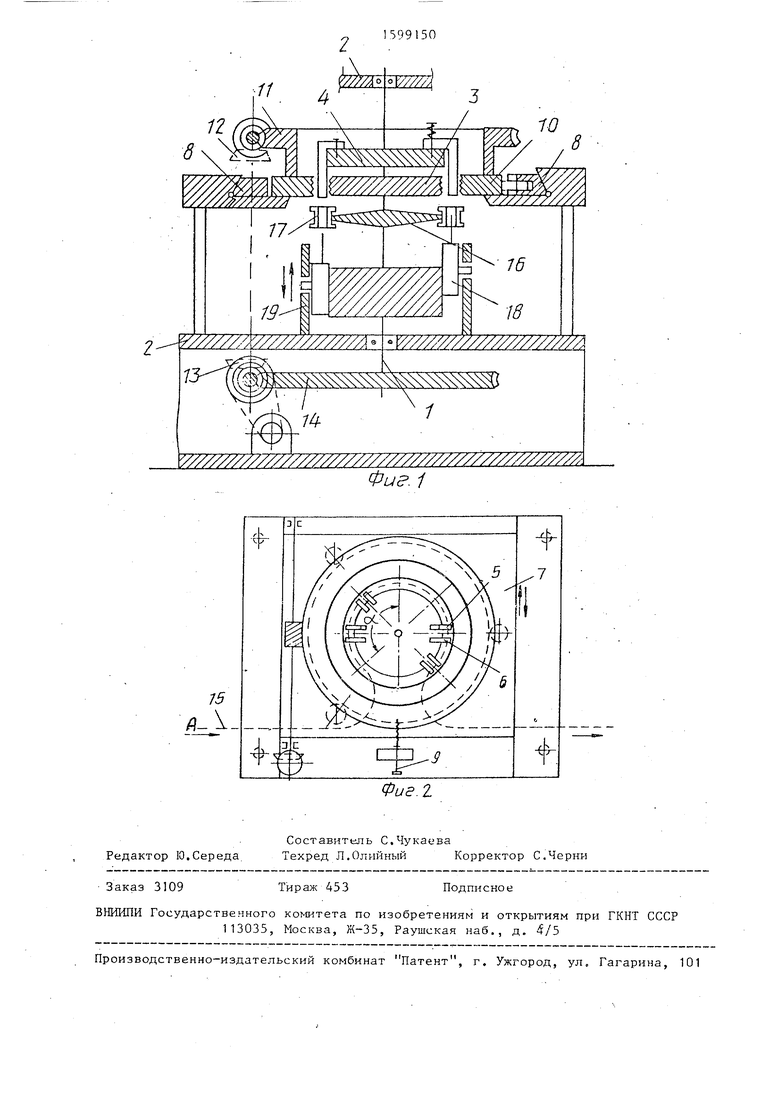
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания резьбы на крепежных деталях. Цель изобретения - расширение технологических возможностей за счет обеспечения обработки деталей как с головкой, так и без головки. Устройство выполнено в виде рабочего ротора, содержащего приводной вал, на котором жестко закреплены накатной ролик и барабан с направляющими для накатываемых деталей. Накатное кольцо установлено в корпусе устройства эксцентрично накатному ролику, под которым расположен загрузочный механизм, выполненный в виде цепного конвейера с захватами. Для подачи заготовки в зону накатывания служат заталкиватели, выполненные в виде ползунов, взаимодействующих с кольцевым копиром. В ходе работы устройства при каждом обороте ротора ползун совершает поступательное движение, перемещая заготовку из захвата в зону накатывания. После завершения накатки ползун совершает ход вниз и опускает обработанную деталь в захват цепного конвейера. Устройство обеспечивает обработку крепежных деталей с головкой и без головки и может использоваться как в составе роторной линии, так и автономно. 2 ил.
Редактор 10.Середа
Составитель С.Чукаува Техред Л.Олинный Корректор С,Черни
Заказ 3109
Тираж 453
ВНШШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.г
Подписное
