Изобретение относится к обработке металлов давлением и может быть использовано для накатывания резьб на деталях типа винтов, болтов, шурупов и т.д.
Целью изобретения является упроще; ние механизма загрузки за счет централизованной подачи заготовок одновременно на различные позиции обработки.
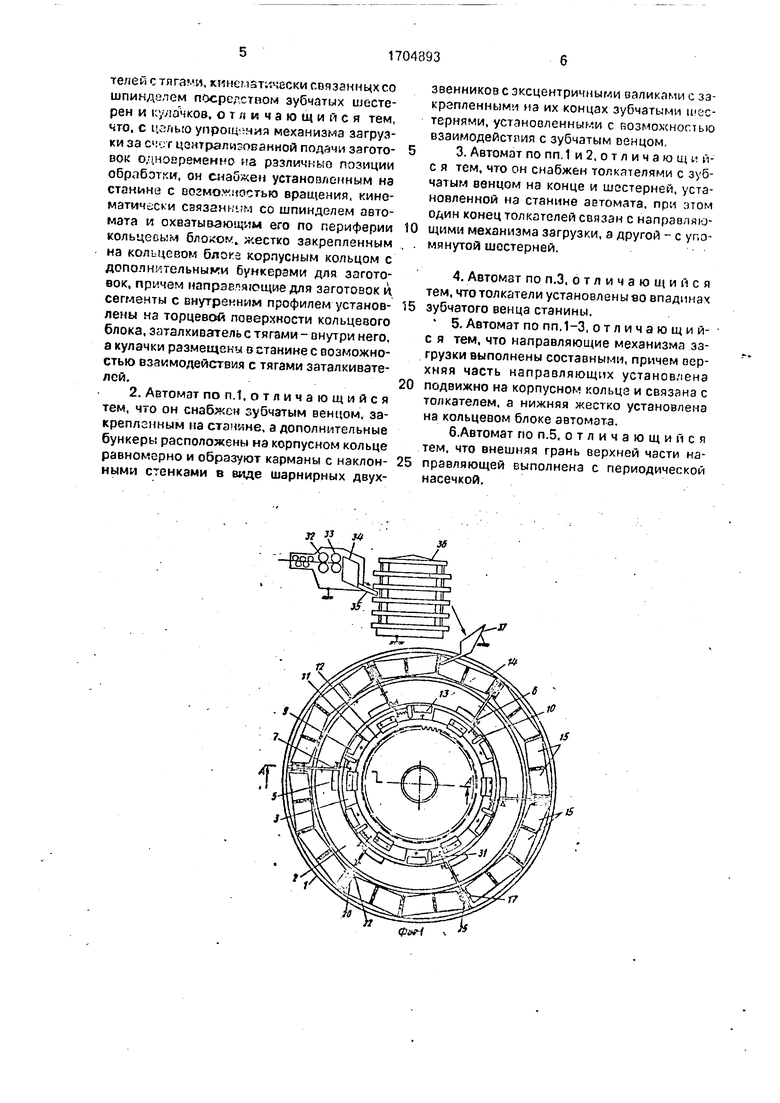
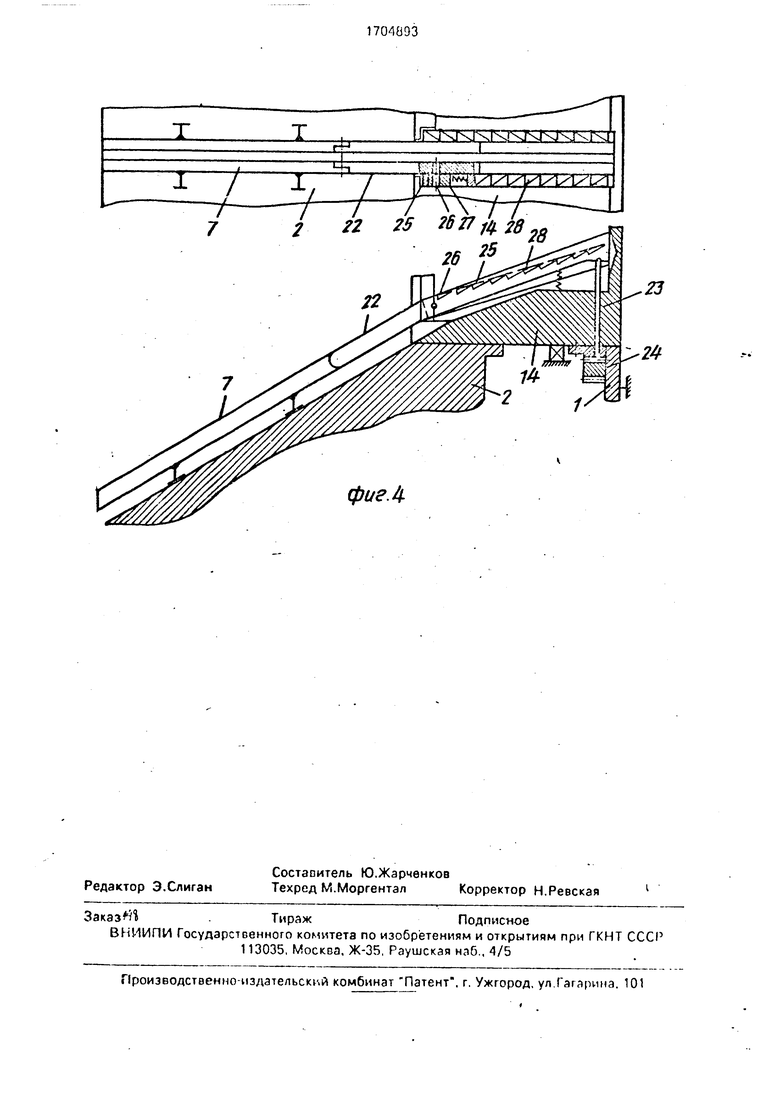
На фиг.1 изображено устройство, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З - привод наклонных стенок кармана механизма загрузки на фиг.1; на фиг.4 - направляющие бункера для загрузки заготовок.
Резьбонакэтной станок содержит установленные на станине 1 кольцевой блок 2 и диск 3 вертикального шпинделя 4, нэ которых смонтировано четное количество позиций накатки, включающих соответственно сегмент 5 с внутренним профилем, тягу 6, напрлвляюи;ме 7 приемника заготовок и заталкиватель 8, сегмент 9 с наружным профилем и толкатель 10. Сегменты 9 жестко закреплены на ползунах 11, взаимодействующих с профилированными выступами кулачка 12. Фиксация положения ползунов 11 производится посредством болтов 13.
Кольцевой блок 2 связан с корпусным кольцом 14 механизма загрузку в котором радиально и с равным шагом, соответствующим шагу направляющих 7 приемника заготовок, выполнены карманы с наклонными стенками 15 в виде пластинчатых шарнирных двузэенникоа и соответствующих им приводных эксцентриковых валиков 16. взаимодействующих с их шарнирными сочло- нониями.vПластинчатые шарнирные двузвенники, т.е. наклонные стенки 15j образуют между собой радиальный з-ззор 17.
При этом привод эксцет риковых взлй- коо 16 механизма загрузки содержит заПОХ&
ч
О) ю
г
«&
крепленный на станине 1 зубчатый венец 18, взаимодействующий с шестерней 19 эксцентриковых валиков 16 механизма загрузки, связанного с вращающимся блоком 2, приводимым во вращение от шестерни 20 через вариатор 21.
Механизм загрузки снабжен приводными коленчатыми рычагами 22, связанными одними из плеч с напрязляющими 7 приемника заготовок, а другими - с толкателями 23 зубчатого венца 18 механизма загруз.ки, находящегося в зацеплении с шестерней 24, ось вращения которой закреплена на стлнине 1. При этом толкатели 23 смонтированы во впадинах зубьев зубчатого венца 18.
Одно из плеч коленчатого рычага 22 механизма загрузки связано с плечом рычага 25 посредством оси 26 и сухаря 27, подпружиненного в пазу рычага 25. Внешняя грань рычага 25 снабжена периодическим профилем 28.
Заталкиватели 8 смонтированы в пазах кольцевого блока 24 и корпусного кольца 14 механизма загрузки. Привод заталкивателя 8 обеспечивается взаимодействием ролика 29 с кула чком 30.
Диск 3 снабжен отсекателем 31 для взаимодействия с плечом тяги б направляющей 7 приемника заготовок кольцевого блока 2.
Резьбонакатной станок может работать в комплексе с роторным устройством для изготовления, например, винтов, шурупов, болтов и т.д. Роторное устройство содержит механизм правки и подачи проволоки 32, резки 33, бункер-накопитель 34 заготовок, ориентирующий последние в направляющих 35 питающих ими ротор 36. Заготовки из ротора 36 посредством воронки 37 попадают на вращающийся механизм загрузки резьбонакатного станка, рассеиваясь по всей длине поверхности последнего.
Резьбонакатной станок работает следующим образом.
Включением электродвигателя (не показан) приводятся во вращательное движе- ние диск 3 (фиг.1) с сегментами 9, толкателями 10 и отсекателями 31. связанные между собой кольцевой блок 2 с сегментами 5, тягами 6. направляющими 7 приемника заготовок и зэталкизателями 8, „ корпусным кольцом 14 механизма загруз- ки реэьбонакатного станка.
По вращающимся стенкам 15, поверхности кольца 14 механизма загрузки происходит непрерывный рассев стержневых заготооок с головк;ьми. поступающими из воронки 37. Эксцентриковые валики 16, врлщтясь, изменяют угол наклона пластин звеньев стенок 15 к горизонтальной плоскости, вследствие чего сторжневые заготовки
с головкам. . ..умещаются к зазору 17. Далее качательны... лчижением связанных между собой коленчаты, ,- . гов 22 и рычагов 25 производится ворошении с-п-.- .невых заготовок с головками, их ориентация между коленчатыми рычагами 22, напраоля- ющих 7. Стержневая заготовка продолжает скольжение по внешним граням направляющих 7 приемника заготовок до упора в тягу
0 6. Отсекатель 31 вращающегося диска 3. взаимодействуя с плечом тяги 6, отсекает из общей массы заготовок одну, препятствуя, попаданию в зону накатки остальных заготовок, Выданная стержневая заготовка с го5 ловкой устанавливается заталкивателем 8 в исходное положение перед накаткой. Далее толкатель 10 вращающегося диска 3 фиксирует положение заготовки при отходе заталкивателя 8. Толкатель 10 переходит в
0 крайнее заднее положение и передает за- .готовку сегменту 9 для накатки резьбы на последней. Вовлекающаяся стержневая заготовка с головкой в рабочее пространство для накатки, образующееся между сегмен5 том 9 диска 3 и сегментом 5 вращающегося блока 2. прокатывается последними с образованием соответствующего профиля резьбы на стержневой части заготовки с головкой.
0По окончании процесса накатки готовое изделие удаляется из резьбонакатного станка без помощи спецмеханизма.
При переходе резьбонакатного стлнкэ на новый типоразмер изделий отворачива5 ются болты 13 ползунов 11 диска 3, на которых закреплены подвижные сегменты 9. и разврротом кулачка 12 централизованной регулировки добиваются требуемого зазора между подвижными сегментами 9 и
0 неподвижными сегментами 5. При получении требуемого зазора накатки болты 13 затягиваются.
Изменение режима накатки производится за счет изменения передаточного чис5 ла вариатора 21 илм гитары сменных колес. Резьбонакатной станок обеспечивает значительное повышение производительности за счет одновременного накатывания нескольких заготовок при использовании
0 централизованного устройства подачи заготовок.
Формула изобретения 1. Резьбонакатной автомат, содержащий станину с сегментами, имеющими енут5 ренний профиль, шпиндель, установленный о станине с возможностью оргзщения, и закрепленным на нем диском с сегментами, имеющими наружный профиль, загрузочное устройство, выполненное н виде бункера с направляющими для заготопок и заталкиоателей с тягами, кинематически связанных со шпинделем посредством зубчатых шестерен и кулачков, отличающийся тем, что. с цалыо упрощения механизма загрузки за счет централизованной подачи загото- вок одновременно на различные позиции обработки, он снабжен установленным нэ станина с возможностью вращения, кинематически связанным со шпинделем автомата и охватывающим его по периферии кольцевым блоком жестко закрепленным на кольцевом блоке корпусным кольцом с дополнительными бункерами для заготовок, причем направляющие для заготовок и, сегменты с внутренним профилем установ- лены на торцевой поверхности кольцевого блока, заталкиватель с тягами - внутри него, а кулачки размещены в станине с возможностью взаимодействия с тягами заталкивате- лей.
2. Автомат по п.1. отличающийся тем, что он снабжен зубчатым венцом, закрепленным на станине, а дополнительные бункеры расположены нэ корпусном кольце равномерно и образуют карманы с наклон- ными стенками в виде шарнирных двухзвенников с эксцентричными валиками с закрепленными на их концах зубчатыми шестернями, установленными с возможностью взаимодействия с зубчатым венцом.
3. Автомат по пп, 1 и 2, о т л и ч а ю щ и й- с я тем, что он снабжен толкателями с зубчатым венцом на конце и шестерней, установленной на станине автомата, при этом один конец толкателей связан с направляющими механизма загрузки, а другой - с упомянутой шестерней.
4. Автомат по п.З. отличающийся тем, что толкатели установлены во впадинах зубчатого венца станины. 5. Автомат по пп. 1-3, от л ича ю щи й- с я тем, что направляющие механизма загрузки выполнены составными, причем верхняя часть направляющих установлена подвижно на корпусном кольце и связана с толкателем, а нижняя жестко установлена на кольцевом блоке автомата.
б.Автомат по п.5, отличающийся тем, что внешняя грань верхней части направляющей выполнена с периодической насечкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Двухшпиндельный автомат для накатывания резьбы на шпильках | 1980 |
|
SU910295A1 |
| РЕЗЬБОДАВИЛЬНЫЙ СТАНОК | 1972 |
|
SU346005A1 |
| Холодно-высадочный одноударный автомат для изготовления болтов | 1948 |
|
SU104951A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Устройство для поштучной подачи заготовок стержневого типа с буртами к резьбонакатному станку | 1980 |
|
SU912375A1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных резьб на заготовках..Цель изобретения - упрощение механизма загрузки зэ счет централизованной подачи заготовок на различные позиции обработки. Автомат снабжен устаноолен- ным на станине с возможностью сращения кольцевым блоком, кинематически связанным со шпинделем автомата, причем на тор- цевой поверхности кольцевого блока установлены дополнительные бункерные устройства, а внутри него - толкатели с тягами, взаимодействующие с кулачком, рас- положенным в станине автомата. В процессе вращэния кольцевого блока происходит одновременная загрузка заготовок из бункеров в позицию обработки и накатка резьбы, за счет чего упрощается механизм загрузки и повышается производительность обработки. 5 з.п. ф-лы, 4 ил.
зг 3 м
(pOf4
го
о;
оо
6 г/ 22 25 Я 27 fate
27 fate
26
25
28
24
фиг Л
| Миропольский Ю.А | |||
| и Луговой Э.П, Накатывание резьб и профилей | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Насос | 1917 |
|
SU13A1 |
