Изобретение относится к обработке металлов давлением, в частности к изотермической штамповке, и может быть использовано при изготовлении тонкостенных деталей с развитой поверхностью в плане, с полостями или выступами на внешней части дня.
При изготовлении указанной номенклатуры деталей методом изотермической штамповки, в том числе в условиях проявления эффекта сверхпластичности, возникают сложности по сохранению формы отштампованных деталей при удалении ее из штампа, связанные с высокой пластичностью материала детали в изотермических условиях и залипанием детали на гравюре штампа вследствие использования вязких стеклосмазок.
Известен способ, согласно которому отштампованная деталь подвергается охлаждению в штампе в потоке хладагента, а затем удаляется из штампа с помощью выталкивателя (1).
Известен также способ получения деталей с профильной поверхностью, при котором извлечение металла производится при разрушении штампа (2).
К недостаткам данного способа относится необходимость приложения значительных усилий при съеме с выталкивателя для преодоления сил сцепления поверхности контакта детали с выталкивателем, что приводит к потере формы тонкостенных деталей.
Технический результат предлагаемого способа выражается в исключении коробления детали при удалении из штампа.
Согласно изобретению в способе изготовления тонкостенных деталей с развитой поверхностью в плане, включающем нагрев заготовки, штамповку и удаление отштампованной детали с помощью выталкивателя, сначала осуществляют отрыв от детали формообразующей поверхности выталкивателя, в образовавшийся зазор между деталью и выталкивателем помещают разделительную прокладку, удаление детали из штампа производят при рабочем ходе выталкивателя с последующим съемом детали вместе с прокладкой или раздельно.
При этом прокладка может быть выполнена по-разному: поверхность разделительной прокладки, прилегающая к детали, выполнена идентичной формообразующей поверхности гравюры дна матрицы, а противоположная поверхность имеет поднутрения произвольных размеров для облегчения снятия с выталкивателя; в качестве материала прокладки использован материал с эффектом памяти формы, обеспечивающий при охлаждении отрыв от детали.
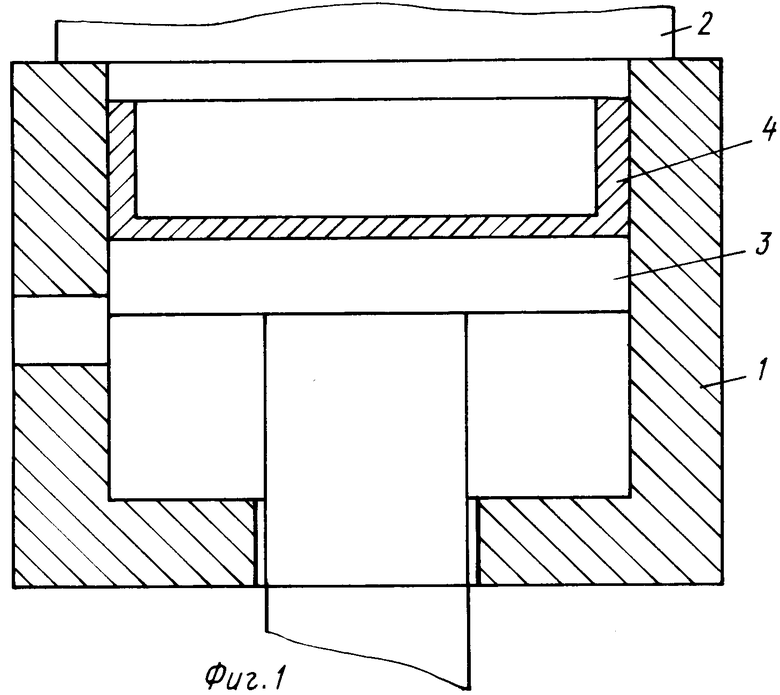
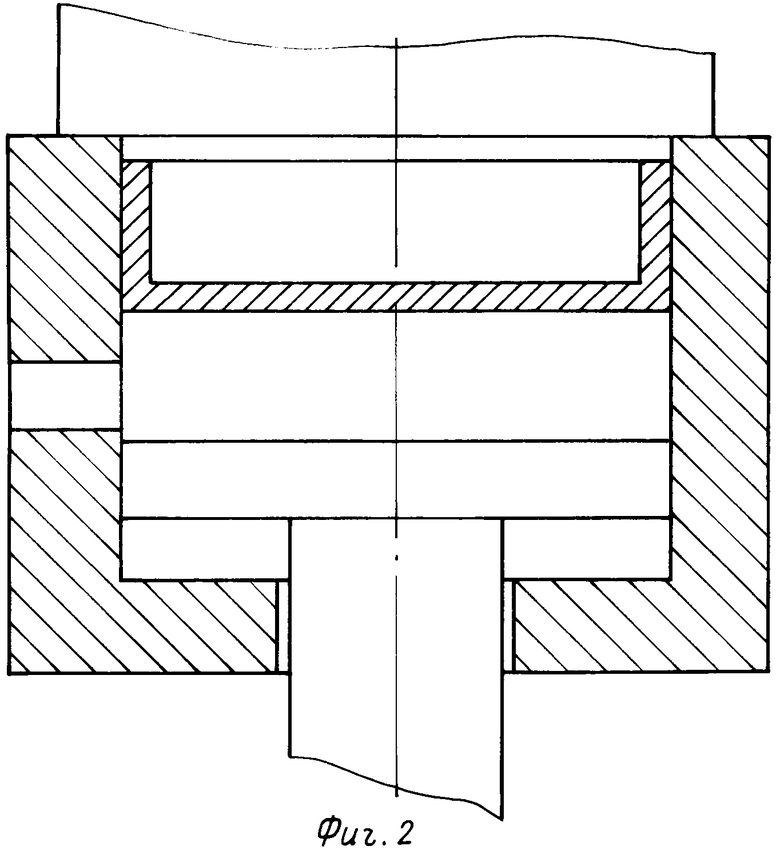
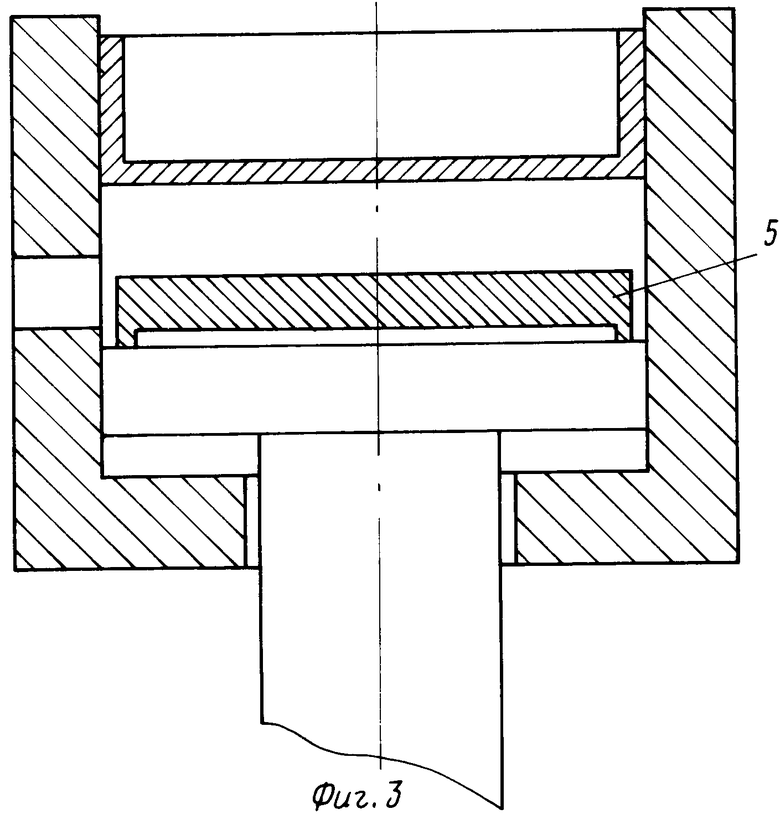
На фиг.1 показан начальный момент удаления детали; на фиг.2 - промежуточный момент; на фиг.3 - окончательный момент удаления детали.
Способ осуществляют в штампе, включающем матрицу 1 с боковым окном, пуансон 2 и выталкиватель 3. Позицией 4 обозначена отштампованная деталь, позицией 5 - разделительная прокладка.
Способ осуществляется следующим образом.
После окончания штамповки пуансон остается в нижнем положении, выталкиватель опускается ниже уровня бокового окна. В образовавшийся зазор между выталкивателем и деталью через боковое окно помещают разделительную прокладку. Удаление детали из штампа производят при рабочем ходе выталкивателя вверх с последующим съемом детали вместе с прокладкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изотермической штамповки изделий | 1991 |
|
SU1810201A1 |
| МАТРИЧНЫЙ УЗЕЛ К ШТАМПУ ДЛЯ ФОРМООБРАЗУЮЩИХ ОПЕРАЦИЙ | 1991 |
|
SU1802456A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2004 |
|
RU2262408C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Матричный блок | 1981 |
|
SU984613A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| ИЗОТЕРМИЧЕСКИЙ ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2023 |
|
RU2820432C1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
Сущность изобретения: способ включает нагрев заготовки, штамповку и удаление отштампованной детали с помощью выталкивателя. Сначала осуществляют отрыв от детали формообразующей поверхности выталкивателя, в образовавшийся зазор между деталью и выталкивателем помещают разделительную прокладку, удаление детали из штампа производят при рабочем ходе выталкивателя с последующим съемом детали вместе с прокладкой или раздельно. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКОЙ, преимущественно тонкостенных с развитой поверхностью в плане, включающий нагрев заготовки, штамповку и удаление отштампованной детали с помощью выталкивателя, отличающийся тем, что при удалении отштампованной детали из штампа сначала осуществляют отрыв ее от формообразующей поверхности выталкивателя, в образовавшийся зазор между деталью и выталкивателем помещают разделительную прокладку, а удаление детали из штампа производят при рабочем ходе выталкивателя с последующим съемом детали вместе с прокладкой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| - М.: Машиностроение, 1976, с.386. | |||
