Устройство относится к области обработки металлов давлением, а именно к устройствам для штамповки дисков из жаропрочных сплавов на основе никеля, железа и титана для газотурбинных двигателей (ГТД) в изотермических условиях. Конструкция такого диска представляет собой осесимметричное тело, состоящее из ступицы, полотна и обода. Обеспечение работоспособности диска для ГТД требует наличия у него однородной ультрамелкозернистой структуры при низком весе и, соответственно, малой толщине полотна, что обуславливает сложности изготовления дисков.
Известен штамп для деформирования дисков газотурбинных двигателей, содержащий верхнюю и нижнюю плиты, на противолежащих плоскостях которых соосно размещены, с возможностью установки между ними прессуемой заготовки, соответственно, пуансон и матрица, на противоположных торцах которых выполнены формообразующие гравюры, а их несопрягаемые поверхности оснащены средствами нагрева и кожухами из теплоизоляционного материала, матрица размещена внутри на установленном на нижней плите штампа основании, внутри которого смонтирован кинематически связанный с матрицей механизм ее перемещения.
(а.с. СССР №547275, МПК B21J 1/06, 1975 г.).
По технической сущности и достигаемому результату это устройство наиболее близко к предлагаемому техническому решению и принято в качестве его ближайшего аналога.
В этом штампе в основании матрицы установлены штанги, связанные с выталкивателем пресса, которые после отрыва пуансона от матрицы поднимают пресс-форму с поковкой до уровня окна в кожухе, через которое поковку выгружают из штампа.
Недостатком известного устройства является то, что при штамповке в условиях сверхпластичности на вертикальном прессе возникает проблема извлечения диска из зоны деформации без коробления, поскольку его реологическое состояние близко к вязкопластичному состоянию разогретого стекла. Если охлаждать диск воздухом на 200-300°С, что придаст ему необходимую прочность для извлечения, то охладится также штамп и затвердеет стеклосмазка. Потребуются усилия для ее разрушения, а также время и энергия для повторного нагрева штампа до температуры деформации.
Задачей разработки является создание штампа, который позволит извлечь диск из зоны деформации без коробления.
Поставленная задача решается созданием изотермического штампа для деформирования дисков газотурбинных двигателей, содержащего верхнюю и нижнюю плиты, на противолежащих плоскостях которых соосно размещены, с возможностью установки между ними прессуемой заготовки, соответственно, пуансон и матрица, на сопрягаемых с заготовкой поверхностях которых выполнены формообразующие гравюры, а их несопрягаемые поверхности оснащены средствами нагрева и кожухами из теплоизоляционного материала, матрица размещена внутри на установленном на нижней плите штампа основании, внутри которого смонтирован кинематически связанный с матрицей механизм ее перемещения, при этом матрица состоит из донной части и боковой кольцевой части, основание матрицы выполнено в виде кольцеобразного корпуса, внутри которого, на установленных в его полости подшипниках, посажен механизм червячной передачи в виде кинематически соединенного с донной частью матрицы червячного колеса и червячного вала, соединенного с приводом вращения, боковая кольцевая часть матрицы сопряжена с цилиндрической поверхностью донной части матрицы и закреплена на паре выдвижных колонок, проходящих сквозь направляющие отверстия в нижней плите штампа и, соединенные с механизмом их вертикального перемещения, причем на боковой поверхности кольцевой части матрицы, сопряженной с цилиндрической поверхностью донной части матрицы, выполнена кольцевая канавка.
Желательно, чтобы сопрягаемые с заготовкой поверхности пуансона и донной части матрицы были покрыты антидиффузионным средством, например, жидким стеклом.
Возможно в качестве средств нагрева использовать индукционные или электрорезистивные нагреватели.
Предложенная конструкция штампа обеспечивает извлечение диска из зоны деформации без коробления, за счет того, что после завершения деформации и раскрытия штампа диск остается висящим между пуансоном и донной частью матрицы на кольцевой части матрицы, после чего выдавливается из нее пуансоном на разгрузочный поддон без потери формы.
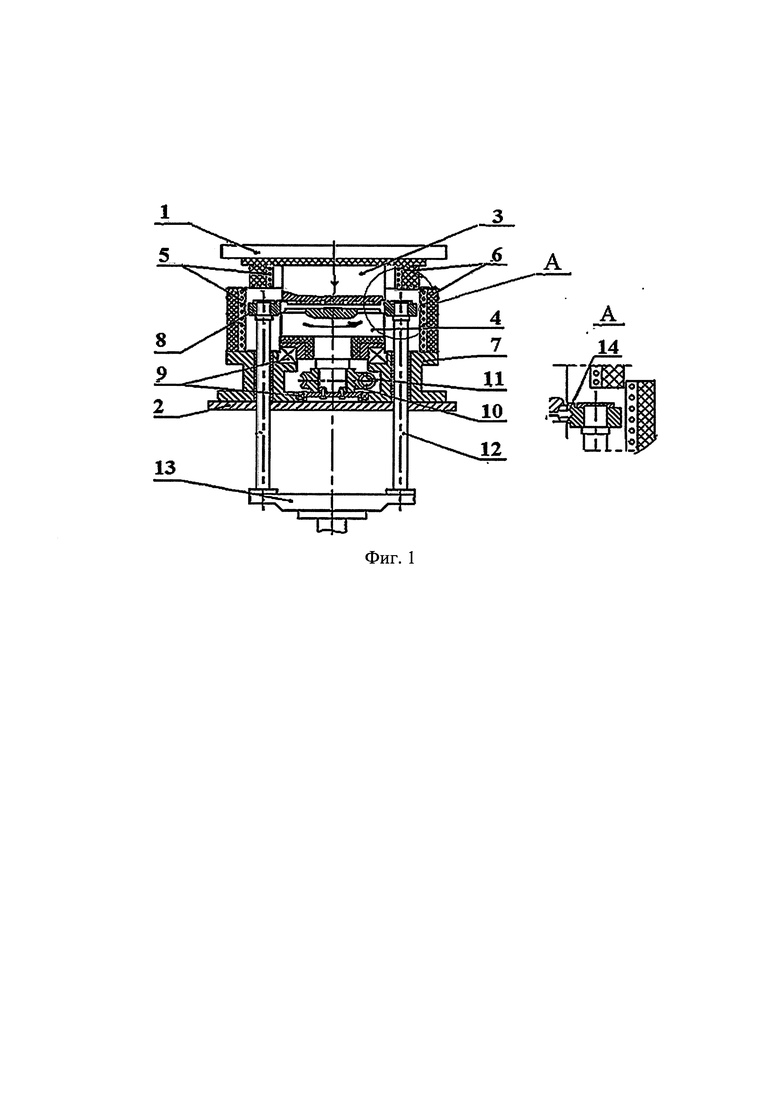
На фиг.1 представлен общий вид штампа.
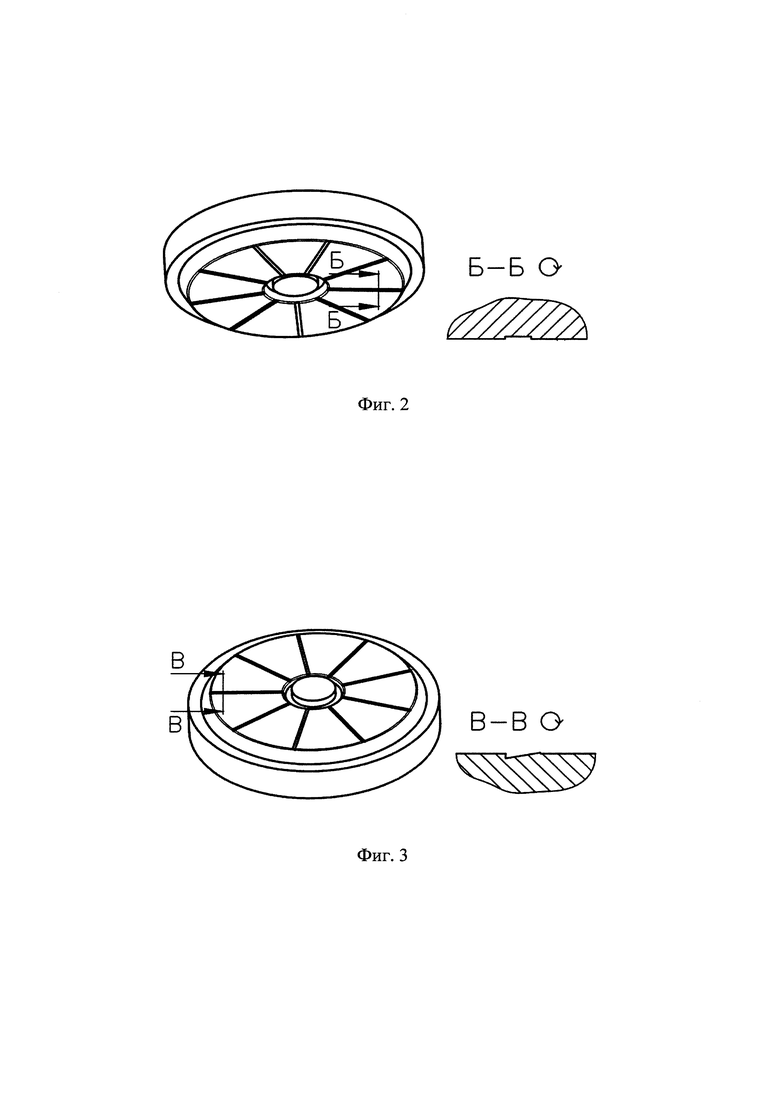
На фиг.2 показаны канавки на нижней поверхности пуансоне.
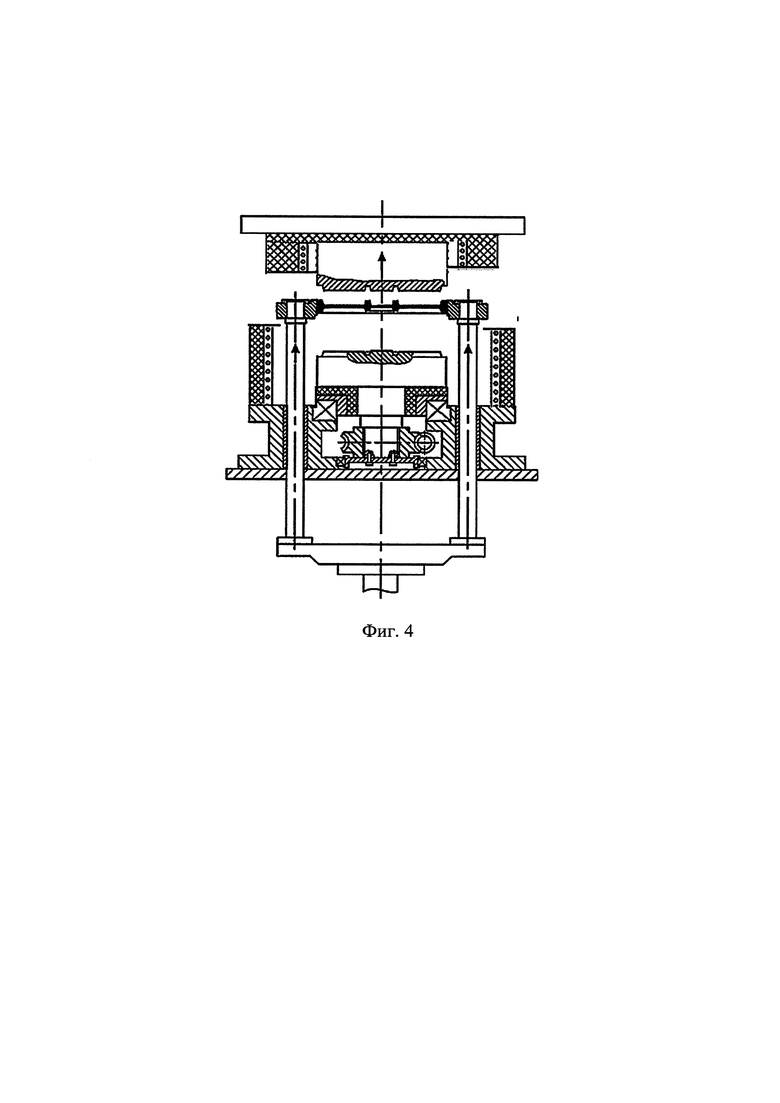
На фиг.3 показаны канавки на верхней поверхности донной части матрицы.
На фиг.4 представлен штамп с диском в поднятом состоянии.
Изотермический штамп для деформирования дисков газотурбинных двигателей, содержит верхнюю 1 (фиг.1) подвижную плиту штампа (механизм вертикального перемещения не показан) и нижнюю 2 плиту штампа, на противолежащих плоскостях которых соосно размещены, с возможностью установки между ними прессуемой заготовки, соответственно, пуансон 3 и донная часть матрицы 4, на сопрягаемых с заготовкой поверхностях которых выполнены формообразующие гравюры, а их несопрягаемые поверхности оснащены средствами нагрева 5 и кожухами 6 из теплоизоляционного материала, донная часть матрицы размещена внутри на установленном на нижней плите штампа основании 7, при этом, кроме донной части матрица имеет боковую кольцевую часть 8, основание матрицы выполнено в виде кольцеобразного корпуса, внутри которого, на установленных в его полости подшипниках 9, посажен механизм червячной передачи в виде кинематически соединенного с донной частью матрицы, червячного колеса 10 и червячного вала 11, соединенного с приводом вращения (на чертеже не показан), боковая кольцевая часть матрицы сопряжена с цилиндрической поверхностью донной части матрицы и закреплена на паре выдвижных колонок 12, проходящих сквозь направляющие отверстия в нижней плите штампа и, соединенных с механизмом 13 их вертикального перемещения (привод на чертеже не показан), причем на боковой поверхности кольцевой части матрицы, сопряженной с цилиндрической поверхностью донной части матрицы, выполнена кольцевая канавка 14 (масштабированная выноска А на чертеже).
Работа предлагаемого штампа осуществляется следующим образом.
Особенностью конструкция штампа является то, что он содержит подвижную боковую кольцевую часть матрицы 8, которая может перемещаться относительно донной части посредством колонок 12, кинематически связанных с механизмом 13 их вертикального перемещения. В исходном положении выталкиватель опущен и донная часть вместе с боковой частью образует сборную полость матрицы.
Первоначально верхнюю плиту штампа 1 вместе с пуансоном 3 опускают вниз до совмещения с донной частью матрицы 4. С помощью нагревателя 5 производят нагрев матрицы и пуансона до достижения на их сопряженных поверхностях требуемой температуры деформации. Наличие теплоизоляции 6 предотвращает утечку тепла. После нагрева штампа до требуемой температуры верхнюю плиту штампа вместе с пуансоном поднимают. На донную часть матрицы помещают заготовку в виде шайбы. Затем верхнюю плиту штампа вместе с пуансоном опускают, производят дополнительный подогрев заготовки до температуры деформации и начинают процесс штамповки диска газотурбинного двигателя путем сжатия заготовки. Одновременно с сжатием производят кручение заготовки путем вращения на подшипниках 9, сопряженной с ней донной части матрицы, с помощью червячного колеса 10 и червячного вала 11, расположенных внутри основания 7 матрицы. Комбинация величин ротационной и осевой деформации обеспечивает заданную высоту и форму диска и формирования в диске однородной ультрамелкозернистой структуры. При этом деформация заготовки приводит к заполнению всей полости штампа, включая внутреннюю канавку 14 на кольцевой части матрицы. То обстоятельство, что боковая кольцевая часть матрицы при деформации не вращается, обеспечивает калибровку наружной поверхности обода диска до необходимых требований к заготовке по чистоте поверхности и размерам, учитывая, что деформация осуществляется с применением стеклосмазки всех частей штампа, участвующих в формировании диска. После окончания штамповки производят извлечение диска из штампа. Для этого сбрасывают давление пуансона на диск и не выводя его из зацепления с пазами заготовки производят реверсивное кручение диска, производят реверсивное кручение диска, обеспечивая отрыв его сцепления с поверхностями донной части матрицы и пуансона. Этому способствует наличие канавок прямоугольной формы на нижней поверхности пуансона для обеспечения пластического кручения (сечение Б-Б на фиг.2) и канавок треугольной формы на верхней поверхности донной части матрицы обеспечивают пластическое кручение и отрыв диска при обратном вращении (сечение В-В на фиг.3). Затем поднимают верхнюю плиту штампа вместе с пуансоном и посредством механизма 13 вертикального перемещения колонок (привод не показан) с помощью соединенных с ним и проходящих через отверстия в нижней плите штампа 2, пары колонок 12, боковую кольцевую часть матрицы вместе с диском поднимают, как показано стрелками на фиг.4, вводят под диск поддон и, опуская верхнюю часть штампа с помощью пуансона выдавливают диск из кольцевой части матрицы на поверхность поддона, который вместе с диском выносят из зоны штампа. Полукруглая по профилю канавка 14 на внутренней части кольца необходима для того, чтобы ее заполнил материал заготовки при штамповке и при поднятии кольца диск остался в кольце, а не на поверхности донной части матрицы. При извлечении диска из кольца пуансон сдавливает соответствующую канавке выпуклость на ободе диска. После извлечения диска канавку на внутренней части кольца очищают, чтобы не мешать последующей эксплуатации штампа.
Использование предложенного технического решения обеспечивает изготовление диска заданной формы без следов коробления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 2008 |
|
RU2383409C2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |
| Матричный блок | 1981 |
|
SU984613A1 |
Устройство относится к области обработки металлов давлением и может быть использовано при штамповке дисков для газотурбинных двигателей. Штамп содержит верхнюю 1 и нижнюю 2 плиты, пуансон 3 и матрицу, состоящую из донной части 4 и боковой кольцевой части 8. Несопрягаемые поверхности пуансона и матрицы оснащены средствами нагрева 5 и кожухами 6 из теплоизоляционного материала. Донная часть 4 матрицы размещена на основании 7 в виде кольцеобразного корпуса. Внутри основания 7 на подшипниках 9 установлен механизм червячной передачи в виде червячного колеса 10, кинематически соединенного с донной частью 4, и червячного вала 11. Боковая кольцевая часть 8 сопряжена с цилиндрической поверхностью донной части матрицы и закреплена на паре выдвижных колонок 12, соединенных с механизмом 13 их вертикального перемещения. На боковой поверхности кольцевой части 8, сопряженной с цилиндрической поверхностью донной части 4, выполнена кольцевая канавка 14. В результате обеспечивается возможность изготовления диска заданной формы без следов коробления. 2 з.п. ф-лы, 4 ил.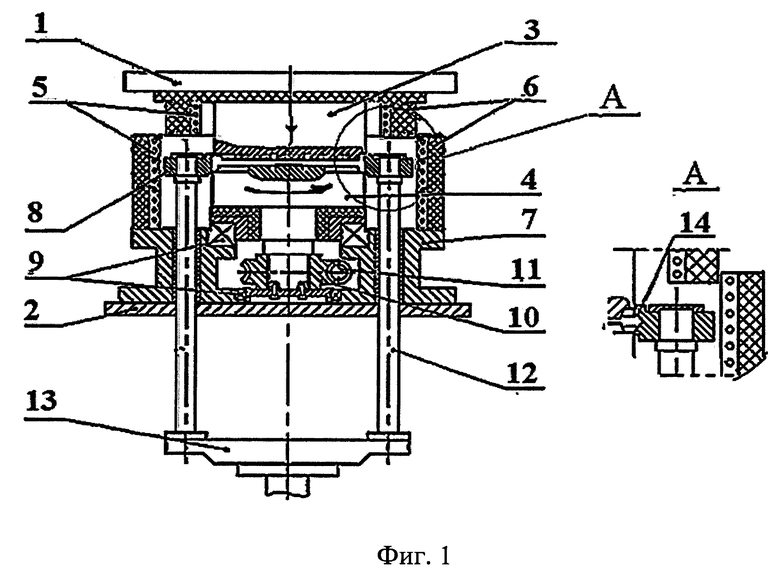
1. Изотермический штамп для деформирования дисков газотурбинных двигателей, содержащий верхнюю и нижнюю плиты, на противолежащих плоскостях которых соосно размещены, с возможностью установки между ними прессуемой заготовки, соответственно, пуансон и матрица, на противоположных торцах которых выполнены формообразующие гравюры, а их несопрягаемые поверхности оснащены средствами нагрева и кожухами из теплоизоляционного материала, матрица размещена внутри на установленном на нижней плите штампа основании, внутри которого смонтирован кинематически связанный с матрицей механизм ее перемещения, отличающийся тем, что матрица состоит из донной части и боковой кольцевой части, основание матрицы выполнено в виде кольцеобразного корпуса, внутри которого, на установленных в его полости подшипниках, посажен механизм червячной передачи в виде кинематически соединенного с донной частью матрицы червячного колеса и червячного вала, соединенного с приводом вращения, боковая кольцевая часть матрицы сопряжена с цилиндрической поверхностью донной части матрицы и закреплена на паре выдвижных колонок, проходящих сквозь направляющие отверстия в нижней плите штампа и, соединенные с механизмом их вертикального перемещения, причем на боковой поверхности кольцевой части матрицы, сопряженной с цилиндрической поверхностью донной части матрицы, выполнена кольцевая канавка.
2. Изотермический штамп для деформирования дисков газотурбинных двигателей по п. 1, отличающийся тем, что сопрягаемые с заготовкой поверхности пуансона и донной части матрицы покрыты антидиффузионным средством, например, жидким стеклом.
3. Изотермический штамп для деформирования дисков газотурбинных двигателей по п. 1, отличающийся тем, что в качестве средств нагрева используют индукционные или электрорезистивные нагреватели.
| УСТРОЙСТВО ДЛЯ УПАКОВКИ РУЛОНОВ | 1967 |
|
SU216591A1 |
| Штамп для горячего деформирования | 1975 |
|
SU547275A1 |
| СПОСОБ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2028862C1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |
| Штамп для объемной штамповки деталей | 1988 |
|
SU1537347A1 |
| US 9682420 B2, 20.06.2017 | |||
| US 4252011 A1, 24.02.1981. | |||

