Изобретение относится к испытаниям на коррозионное растрескивание сварных соединений, в частности к способам изготовления сварных образцов для испытаний.
Известен способ изготовления сварных образцов для испытаний на коррозионное растрескивание, по которому плоские части образца соединяют пересекающимися сварными швами.
По технической сущности и достигаемому результату при использовании, указанный способ является наиболее близким аналогом и поэтому принят за прототип заявленного изобретения.
Однако этот способ наряду с положительным решением вопроса имеет недостаток: снижение достоверности результатов при одновременном испытании различных материалов.
Цель изобретения - повышение достоверности при одновременном испытании различных материалов, за счет неискажения процесса.
Сущность предлагаемого способа характеризуется существенными признаками, заимствованными от прототипа, в число которых входят такие приемы, как соединение пересекающимися сварными швами плоских частей образца, а также новыми существенными признаками, отличными от прототипа, включающими такие приемы как, использование частей образца из нержавеющих сталей с различной степенью легирования, соединение частей образца сварочными материалами, обеспечивающими сварной шов, содержащий основных легирующих компонентов не ниже чем материалы плоских частей и не менее 36% никеля. Пример, подтверждающий возможность практического использования заявленного способа с достижением поставленной цели при использовании всей совокупности существенных признаков, указанных в формуле, представлен на чертеже.
Способ осуществляется следующим образом.
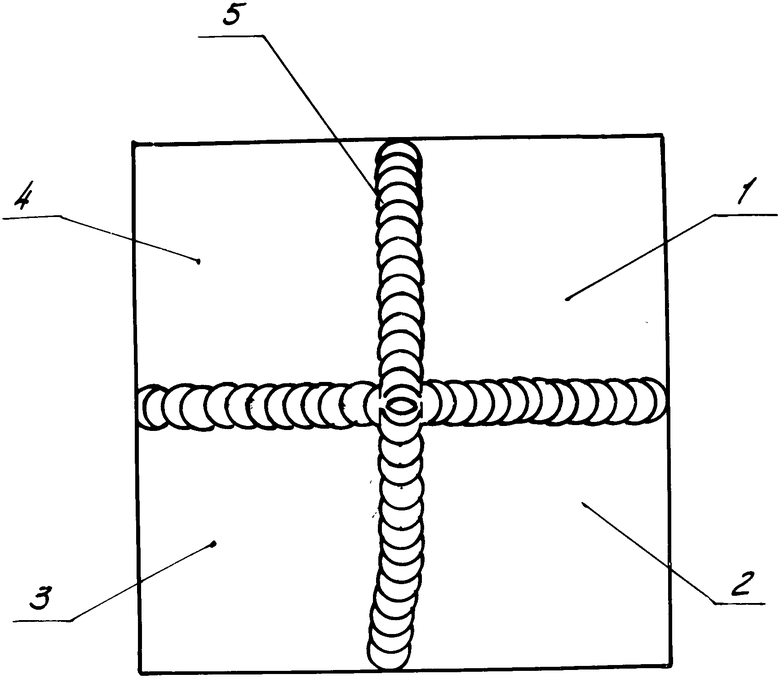
На плоском образце, выполненном из нескольких частей 1,2,3,4, каждая из которых выполнена из нержавеющих сталей с различной степенью легирования, приводят соединение частей сварочными материалами 5, обеспечивающими сварной шов, содержащий легирующих компонентов не ниже чем материалы плоских частей и не менее 36% никеля.
Например, образец, состоящий из плоских частей, выполненных из сталей марок 12Х18Н1ОТ, 10Х17Н13М2Т, 06Х23МДТ (ЭИ-943) и 15Х25Т сваривают электродом марки АНЖР-1 (тип Э-06Х25Н40М7Г2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ОБРАЗЦОВ В ВИДЕ ПЛОСКИХ ПЛАСТИН С ОСТАТОЧНЫМИ СВАРОЧНЫМИ НАПРЯЖЕНИЯМИ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ | 1991 |
|
RU2019816C1 |
| Образец для испытания на коррозионное растрескивание | 1990 |
|
SU1783356A1 |
| Состав электродного покрытия | 1982 |
|
SU1049224A1 |
| Состав сварочной проволоки | 1983 |
|
SU1139599A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОГАЩЕННОГО ИЛЬМЕНИТА | 1999 |
|
RU2145270C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ | 1996 |
|
RU2100165C1 |
Изобретение позволяет повысить достоверность при испытаниях образцов за счет того, что используют части образца из нержавеющих сталей с различной степенью легирования, а соединение частей образца проводят сварочными материалами, обеспечивающими сварной шов, содержащий основных легирующих компонентов не ниже, чем материалы плоских частей и не менее 36% никеля. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ОБРАЗЦА ДЛЯ ИСПЫТАНИЯ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ, по которому плоские части образца соединяют перекрещивающимися сварными швами, обеспечивающими наличие остаточных сварочных напряжений, отличающийся тем, что, с целью повышения достоверности, используют части образца с различной степенью легирования, а соединение частей образца проводят сварочными материалами, обеспечивающими сварной шов, содержащий количество сварных легирующих компонентов не ниже, чем материалы плоских частей, и не менее 36% никеля.
| Стеклов О.И | |||
| Прочность сварных конструкций в агрессивных средах | |||
| - М.: Машиностроение, 1976, с.49-52. |
